Meghatározás
A faszerkezeteket különböző külső behatások (légköri, mechanikai, biológiai, korrózió stb.) ellen, az adott igénybevételnek megfelelő festék bevonatrendszerrel védik és ezt mázolásnak nevezik. A fa mázolásának védelmet biztosító és esztétikai szerepe van. A megfelelően kiválasztott bevonat mindkét funkciót egyaránt képes kielégíteni.
Felhasználásra kerülő anyagok
A faszerkezetek felületvédelmi mázolásához viszonylag nagyszámú hazai mázolóanyag áll rendelkezésre. A különböző fa impregnáló és alapozó szerek, valamint a felület egyenetlenségeinek kitöltésére alkalmas tapasz készítmények a bevonatrendszerhez tartoznak. A folt- és simítótapaszolás alkalmazása általában növeli a bevonatrendszer felületi simaságát, és ezzel összefüggésben annak esztétikai megjelenését fokozza. Ezzel párhuzamosan viszont csökkenti a mázolás tartósságát, különösen kültéri igénybevételek és mechanikai hatások esetén. Ezért kültéri fafelületek védelménél lehetőleg kerülni kell a simítótapaszolás alkalmazását.

Tartós védelem
Faszerkezetek tartós védelmére alkalmas közbenső- és átvonó festékanyagok hazai választékából a védendő szerkezetre ható közeg agresszivitásának megfelelően választják ki a festék kötőanyag típust és a szükséges rétegvastagságot.
A közbenső és átvonó festékanyagok közvetlenül nem érintkeznek (egyes eseteket kivéve) az alapfelülettel, hanem vagy közvetítő, átmeneti rétegek képzésére alkalmasak az alapozó és átvonó rétegek között, vagy a festék bevonatrendszer legfelső (fedő), azaz a légtérrel közvetlenül érintkező rétegének kialakítására szolgálnak.
Az átvonó festékanyagok, illetve a belőlük képzett bevonatok fokozottabb igénybevételeknek vannak kitéve, mint a rendszer alsóbb rétegei. A közbenső rétegekkel szemben támasztott legfontosabb követelmény, hogy mind az alapozó, mind az átvonó réteghez tökéletesen tapadjon. Az átvonó, illetve fedő bevonatnak viszont tartósan ki kell elégítenie a tervezett és jelentkező különböző igénybevételeket.
Beltéri felületek
A faszerkezetek jelentős többsége épületen belül kerül elhelyezésre, mint asztalosipari termék (ajtók, tokok, beépített bútorok stb.), így közvetlen kültéri behatásokra ezen esetben nem szükséges tervezni. Viszont a beltéri bevonatrendszerrel szemben követelmény a szín- és fényállóság, mosásállóság, dörzsállóság, valamint a jó esztétikai megjelenés.
Kültéri felületek
A kültérben elhelyezett, vagy külső légtérrel érintkező fafelületek, és -szerkezetek mennyisége a beltérinek csak kis részét képviseli. Zömmel a következő szerkezetekből tevődik össze: kültéri ajtók, -ablakok, redőnyök, függőleges és vízszintes burkolatok, erkélykorlát, mellvédek, tetőszegély burkolatok.
A kültéri faszerkezetek korrózióvédelmi tervezésére kellő gondot kell fordítani, ugyanis, ha ezek bevonatrendszere nem megfelelő, a környezeti igénybevételre vonatkozóan, akkor rövid idő alatt bekövetkezik a tönkremenetel, a „bevonatlehámlás”. Ez legtöbbször az épülethomlokzatok képét, ill. sok esetben a városképet is jelentős mértékben rontja. Nagyon lényeges követelmény a kültéri bevonatok esetén a folytonosság biztosítása. Eltérő esetben – bevonatrepedések, kihagyások, alacsonyabb rétegvastagságok stb. – ugyanis a faszerkezet nedvszívó képessége révén megduzzad, a kültéri nedvességet felveszi.
Kivitelezés
A faszerkezetek mázolását általában +10°C feletti léghőmérsékleten szabad végezni. Minden esetben a kivitelezés technológiájánál a festékgyártó cégek előírásait kell betartani. A mázolás minőségét a festékanyag típusán és kiviteli technológiáján kívül elsősorban a faszerkezet nedvességtartalma határozza meg. A fa szivacsos szerkezeti felépítéséből adódóan rendelkezik vízfelvevő és vízleadó képességgel, mely egyben mázolásának problémáit is okozza.
A környezet nedvességtartalmához képest nedvesebb fa, a felesleges nedvességtartalmát (egyensúlyi nedvességtartalomig) a festék bevonatrétegen keresztül igyekszik leadni. Amennyiben ilyen fára mázolnak, meghibásodás fordul elő, ugyanis meleg időben a festékréteg alatt vízpára, hideg időben viszont a képződő jég feszítő hatása a bevonatot felszakítja, idő előtt tönkreteszi.
Alapozó, közbenső és fedő zománcok
Újabb kutatások és fejlesztés eredményeként a festékgyártók kidolgozták az ún. „szelephatású” alapozó, közbenső és fedő zománcokat is. Ezek tulajdonsága – eltérőleg az olaj- és alkidgyanta kötőanyagú festékektől – az, hogy a megengedettnél magasabb nedvességtartalom esetén is alkalmazhatók. Az ilyen típusú mázolóanyagok a nedvességet a fából az egyensúlyi értékig, távozni engedik. Hazai gyártmányú szelephatású, impregnáló alapozó festék anyag van forgalomban PRIMESOL fehér-100 típusjelzéssel. Pigmentált alapozó anyag, és alkalmas faszerkezetek első alapozására.
Általános szabályként mondható ki, hogy a faszerkezet nedvességtartalma bevonatképzés előtt célszerűen közelítse meg a beépítés helyén a levegő páratartalmának megfelelő nedvességtartalmat. A faszerkezetek nedvességtartalmán kívül még nagyon fontos tényező a szerkezet méretpontossága, felületi simasága, megjelenése stb.
Az épületasztalos-ipari faszerkezetek védelménél a festékbevonatot
- ecseteléssel,
- hengerezéssel,
- szórással,
- öntéssel,
- merítőfürdőben mártással alakíthatják ki.
Az ecsetelés általánosan elterjedt megoldás.
Főleg olyan helyeken van alkalmazásának létjogosultsága, ahol
- az első alapozó réteg bedörzsölése, tökéletesebb tapadás biztosítása érdekében indokolt (pl. porózus, érdes nedvszívó, üreges felületek),
- nehezen hozzáférhető helyeken, és tagolt szerkezeteken.
Az ecsetfelhordásnak előnye, hogy a festendő szerkezet alakja, mérete, felületi kiképzésétől és elhelyezésétől függetlenül bárhol alkalmazható, egyszerű eljárás, a fajlagos festékveszteség kicsi.
Az épületasztalos-ipari szerkezetek közül az építkezés (épület), munka helyszínén a tagolt, bonyolult szerkezetű fafelületek védelmét zömmel ecsetfelhordással végzik. így különösen az ajtó- és ablaktokok, az ablak nyílószárnyak, valamint az olyan beépített szerkezetek, melynek szórással végzett festékfelhordása nagymértékű takarást, illetve a mellészórásból adódóan utólagos tisztítást igényelne, ott általában az ecsetelést alkalmazzák. Nagyobb összefüggő felületek esetén, mint pl. a sík ajtólapok, előnyösen alkalmazzák a festékszórást.
Ecset hátránya
Az ecsettel végzett felhordás hátránya az, hogy nem termelékeny. A szakszerű ecsetelés előfeltétele: a célnak legmegfelelőbb ecsetet használjanak. A gyakorlatban pl. a portalanítást porolóecsettel, az impregnálást és alapozó festést marokecsettel, a lakkozást lakkozó ecsettel, az ecsetnyomok elsimítását oszlató ecsettel végzik. Az ecsetelést először hossz-, majd keresztirányban gyors és egyenletes mozdulatokkal kell végezni.
Olajfestékek esetén általában az ecsetnyomokat száraz, ún. oszlató ecsettel szokták elsimítani, finoman érintve a felületet. Fafelületek esetén mindig szálirányban szükséges a végső ecsetsimítást végezni. Egyes ecsettípusok, mint pl. a marokecset szőrzetének hosszúságát a dolgozók lekötéssel szabályozzák, majd a kötést a kopás arányában igazítják. A forgalomban lévő ecsettípusok nevét, alakját, anyagát, méretét, minőségét stb. országos (MSZ 8751/1-70) szabvány rendszerezi.
Hengerek használata
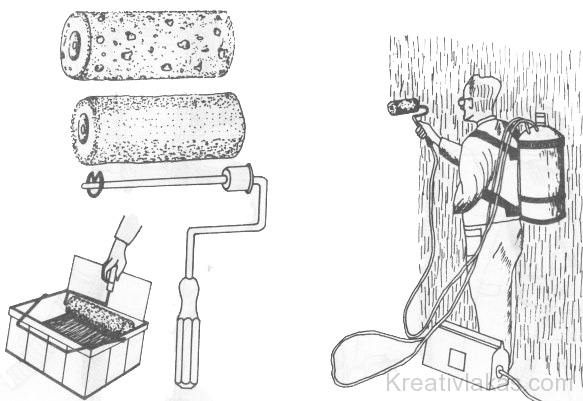
Sík vagy egybefüggő tagolatlan, egyenletes felületek bevonására gyors és gazdaságos eljárás a hengeres festékfelhordás. Lényegében egy henger viszi fel a festékanyagot a felületre, miközben azon végiggurul. Általában a felhordandó anyagot a henger felületén alkalmazott szívóképes anyag (filc, birkabőr, műszőrme stb.) tárolja.
A hengert belemártják a festékbe, a felesleges anyagot rácson lehúzzák, majd egyenletes nyomással és sebességgel végiggörgetik a bevonandó felületen. Igény szerint a kereszt- és hosszirányú eldolgozás általában itt is szükséges. Újabban speciális poliuretán habanyagú és lyukméretű szivacs hengereket alkalmaznak.
A bevonat rétegvastagsága a henger minőségével, a festékanyag viszkozitásával és technológiai körülmények megválasztásával szabályozható.
Szórásos felvitel
A szórással történő festékfelhordás fő előnye az ecset és henger felhordással szemben az, hogy egységi idő alatt lényegesen nagyobb felület vonható be. Hátránya viszont, hogy a festék és oldószer veszteség nagy, valamint az oldószergőzök általában (I. és II. tűzveszélyességi osztályba tartoznak) munkavédelmi szempontból károsak.
A festékszórásnál a porlasztás elvét érvényesítik, ahol a festékanyagot a szórópisztolyon keresztül sűrített levegővel, finom cseppekké porlasztva juttatják a felületekre. A szórás annál tökéletesebb, minél kisebbek a festék-cseppek és minél egyenletesebb a felületi eloszlásuk. A festékszórási gyakorlatban többféle típusú és működési elvű szóróberendezés terjedt el.
Ezek közül, melyek általában közbenső és fedő festékanyagok szórására alkalmasak, a következők:
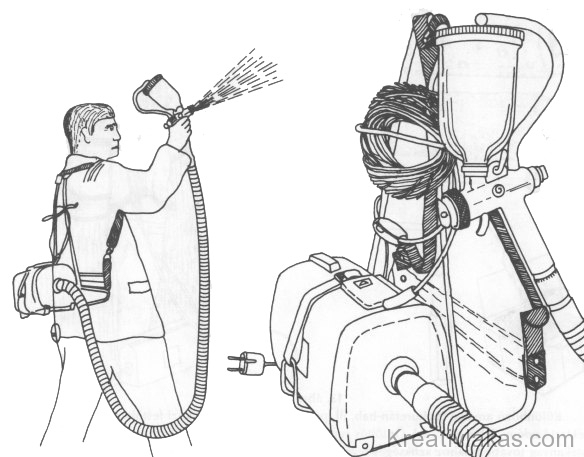
- Szívó adagolású (alsótartályos) szórópisztolyok, ezek a legrégebbi típusok. Működési elvük a gyors áramlású sűrített levegő nyomáseséséből adódó vákuum szívóhatásán alapszik. Egyszerű kezelésű, különösen ott alkalmazzák, ahol egyik színről másikra való áttérés gyakori, ugyanis az alsó tartály levétele és cseréje csak rövid időt igényel. Szakaszos üzeműek. Hazai gyártmánytípus; F-V jelű.
- Gravitációs adagolású (felső tartályos) szórópisztolyoknál a tartály a pisztoly fölött van vagy tömlőn keresztül jut az anyag a pisztolyba. A festékanyag tehát gravitációs úton jut a fúvókához és innen porlasztva kerül a felületre. Kisebb a levegő fogyasztása és tökéletesebb a porlasztása, mint a szívó adagolású rendszernél. Szakaszos üzeműek. Hazai ismert gyártmányok; F-IV, F-V. típusjelű szórópisztolyok. A külföldiek közül a PILOT-II., III. és IV. típusúak terjedtek el.
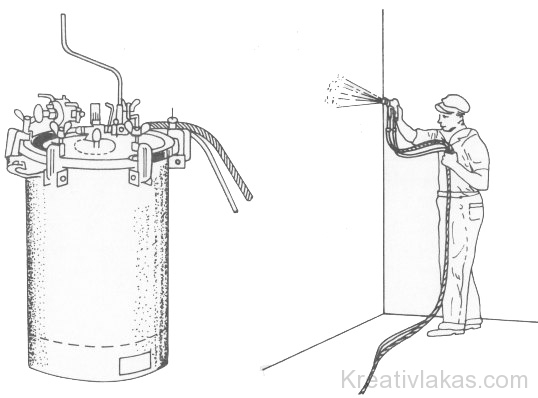
- Nyomásos adagolású szórópisztolyok esetén a festékanyagot zárt tartályban levegőnyomás alá helyezik. A festék felszínére ható levegőnyomás a tartály fenekéig nyúló szállítócsövön át nyomja a festéket folyamatosan a fúvókához. A festéktartály méretétől függően nagyobb mennyiségű festék folyamatos szórására, valamint különböző magassági szintű munkák végzésére is alkalmas.
- A meleg és forrószórás azon az elven működik, hogy a festékanyagot 40 °C, ill. 70 °C-ra melegítik, ezáltal viszkozitása kisebb lesz, így a hígító adagolása feleslegessé válik. Előnye, hogy a festék viszkozitása, illetve hőmérséklete állandó, a nap- és évszaktól független. így a festékréteg minősége és vastagsága egyenletes, vastagabb réteg alakítható ki. Elterjedtebbek a forrószórásra alkalmas hőkicserélős elven működő (THERMO-SPRAY), valamint a cirkulációs (DEKOTHERM) rendszerű berendezések.)
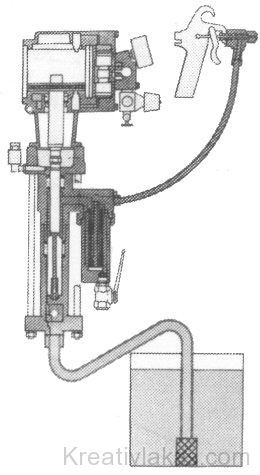
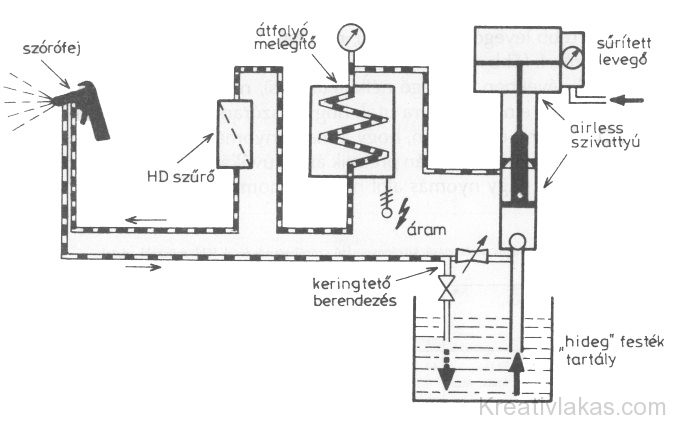
- A nagynyomású, ún. „levegő nélküli” festékszórás elve az, hogy a festéket nagyon kis furatú fúvókán át nagy nyomással préseli ki. A festékanyag a hirtelen kiterjedés (expanzió) következtében porlad szét finoman a levegőben.
Levegőszükséglete minimális, teljesítménye kb. háromszoros, ködképződés és túlszórás elvileg nincs, így alkalmazásával kb. 20-40%-os anyag takarítható meg a hagyományos szórással szemben. Hazai viszonylatban a WAGNER cég által gyártott berendezések terjedtek el.
Az öntés és mártás főképpen a folyamatos üzemű felületképzésben terjedt el. így asztalosipari szerkezetek korszerű, termelékeny bevonat kialakítására alkalmasak. Építőipari munkahelyszínen ezen eljárások nem alkalmazhatók. E felületképzési módok iparszerű alkalmazásával (asztalosipar, házgyári szerkezetek) lehetőség nyílik az építéshelyi szakipari élőmunka jelentős csökkentésére. Ezek megvalósulása jelenleg folyamatban van, így pl. a beépített konyhabútorok, gardróbszekrények, sík teli ajtólapok felületképzése már öntőlakkozással készül.
A festék bevonatrendszer kivitelezése nem kezdhető meg az alábbi esetekben :
- nedves, párás, esős, ködös időben kültéri felületek esetén,
- ha a fa nedvességtartalma magasabb az egyensúlyi légnedvességnek megfelelő értéknél, zárt beltéri felületek esetén,
- olyan poros, szennyezőanyaggal teli légtérben, melynek por-, szennyezőanyag-tartalma 0,5 mg/m3 felett van,
- ha a nyílászáró szerkezeteken a kilincsek, alátét lemezek, reteszek fel vannak szerelve,
- beépítés után passzítás nem történhet meg.
A bevonatképzés technológiai műveleti sorrendjét beltéri nyílászáró szerkezetek esetén a következőkben lehet összefoglalni.
Ezek:
- a fafelület előkészítését az asztalosipari üzemben végzik el, ide tartozik a csiszolás, gyalulás, gyantafolyás megszüntetése, göcsök pótlása, hibahelyek pótlása, mechanikai szennyeződések eltávolítása,
- fafelület előkezelése: a fa felületelőkezelés módja a fa anyagi minőségétől (fenyő, jávor, bükk stb.), típusától, az alkalmazandó bevonat, ül. védőréteg tulajdonságaitól, annak felhordási módjától, valamint a rendeltetési céltól függ. így e műveleti körbe tartozik a gomba és rovar elleni védelem, MSZ 6671 és MSZ 20201-ben előírt módon, valamint a pácolás, az impregnáló alapozás és a beeresztés.
Alapozás
A fenyő faanyagú nyílászáró szerkezetek első alapozását leginkább az asztalosipari üzemekben végzik el, mártó kádáztatással, vagy szórási eljárással. Az impregnáló anyagok a következők lehetnek: FÉLOLAJ-1202, hígított LENOLAJKENCE, OLAJFESTÉK-HÍGÍTÓ-301, PRIMEZOL fehér alapo-zó-100 festék.
Az építéshelyen a mázolási munka a csiszolással és portalanítással kezdődik. A fafelületen lévő folytonossági hiányokat a bevonatrendszernek megfelelő késtapasz-féleséggel folttapaszolják. Ismertebb hazai tapaszféleségek a következők: OLAJOS FAÁTVONÓ KÉSTAPASZ 100, 101 vagy 200, UNIFLEX KÉSTAPA5Z-401, NITRO KÉSTAPASZ-100.
Csiszolás, portalanítás
Ezután ismét csiszolás és portalanítás következik. A tapaszrétegek száradása után simítótapasz vagy festékréteg-felhordás előtt minden esetben csiszolás és portalanítás szükséges. A simítótapaszolást igényesebb kivitelű bevonatok készítésénél – külön előírásra – alkalmazzák. Anyaga megegyezik a folttapaszolás anyagával. Kültéri felületek esetén alkalmazásra nem ajánlott.
Tapaszolás
A tapaszolás csiszolása és portalanítása után felhordják az első és második közbenső réteget. Az egyes rétegek között az előírt száradási időket be kell tartani. Felhordása történhet ecset, henger vagy szórás útján.
A közbenső rétegek felhordása előtt ugyancsak csiszolás és portalanítás beiktatása szükséges.
Zománclakkozás
Az átvonóréteget hagyományos elnevezéssel helytelenül „zománclakkozás”-nak hívják. Anyaga általában a közbenső festékanyagnak megfelelő kötőanyag felépítésű átvonó zománcfesték.
Különleges minőségű munkaként ismert az ún. „lakkcsiszolt” festékbevonat rendszer is. Ez esetben az előző műveletektől eltérően kétszeres simító-tapaszolást és kétszeri átvonó festékréteget kell alkalmazni. A megszáradt átvonó zománc rétegeket nedves őrölt habkőporral kell átcsiszolni nemez segítségével. Igényesebb munkáknál külön előírásra polírozás (polírvizes) is alkalmazható.
Felújítás
Régi fafelületek újramázolásánál, felújításánál a tönkremenetel mértékétől függően kell a technológiai műveleteket meghatározni. Abban az esetben, ha a régi bevonat az alapfához tökéletesen tapad és csak a felújítást mattulás, elsárgulás stb. indokolja, akkor általában a következő technológiai műveletek elvégzése szükséges.
Ezek a műveletek:
- teljes felület átcsiszolása, portalanítása,
- esetleges sérült hibahelyek javítása fatapaszolással,
- közbenső (matt) festékréteg,
- átvonó festékréteg.
Gyakori eset amikor többször felújított faszerkezettel állunk szemben, ahol a kialakított összrétegek vastagsága már túlzottan nagy. Előfordul ilyen esetben; hogy a festékbevonat a fáig repedezett és pattogzik a felületről.
Ilyen esetben a felújítás előtt a következő műveletek szükségesek:
- régi festékréteg maradéktalan eltávolítása, lúgos maró anyagokkal, égetéssel (benzinlámpa) vagy festékeltávolító szerekkel elvégezhető, az utóbbi alkalmazása tekinthető legkorszerűbb megoldásnak. Ismertebb eltávolítószerek; LAKKLE, HEKTOR, KROMOFAG stb.,
- fellazult festékréteg kaparása, eltávolítása, majd ezt követő semlegesítés, vizes lemosás alkalmazása,
- Az eltávolított festékbevonat után natúr fafelülettel állunk szemben. Ez esetben a felújítás olyan műveletekkel kezdődik, mintha új faszerkezet lenne.
A faszerkezetek mázolásánál téli időszakban zárt térben a fűtést feltétlenül biztosítani kell, kültéri munkák ez esetben nem végezhetők.
Munkavédelem
Tekintettel arra, hogy a fafelületek mázolásánál zömmel oldószeres festékanyagok kerülnek felhasználásra, így a velük végzett munkáknál erre külön gonddal kell ügyelni. Ismerni kell a dolgozóknak a festékanyagok tulajdonságát, tűzveszélyességét, az oldószergőzök robbanási határkoncentrációit stb. Az anyagokra vonatkozó utasításokat, rendszabályokat maradék nélkül be kell tartani.
Minőségi követelmények
A faszerkezetek festékbevonatának minőségére jelentős mértékben kihat az alapszerkezet minősége, osztályba sorolása. A II. vagy III. osztályú szerkezetre nehéz vagy csak több energiával lehetséges jó minőségű festékbevonatot készíteni. A minőségi osztályozástól függetlenül a kész bevonatrendszernek a következő általános minőségi követelményeknek kell hogy megfeleljen.
Minőségi követelmények:
- a bevonat színe a kiválasztott etalon színárnyalatnak megfelelő legyen,
- a rétegvastagság és külső megjelenés egyenletes legyen,
- a felületen esztétikailag zavaró ecsetsávok ne legyenek,
- a bevonatnak por- és szemcsementesnek kell lenni,
- előírt száradási határidőn túl a bevonat nem lehet ragadós,
- egyes rétegek szétválása, valamint az alaptól való leválás nem megengedett,
- éleken, sarkokon a rétegvastagságnak egyenletesnek kell lennie, kihagyásokat nem tartalmazhat,
- a kialakított bevonatnak fénye egyenletes legyen, felületi megjelenése pedig a felhordási eszköznek megfelelő struktúrájú legyen.
Kivitelezési hibák, javítás
Általában a mázolás meghibásodása, rövid idő alatt történő tönkremenetele több tényezőre vezethető vissza.
Ezek között jelentősebbek a következők:
- festékanyag minősége,
- alapfelület minősége,
- kivitelezés légköri jellemzői,
- bevonatrendszer igénybevételi alkalmassága, tervezési kérdések stb.
Műszaki-gazdasági adatok
Általában megfelelő alapfelületre és szakszerűen kialakított festékbevonatrendszer tartósságát beltéri fa nyílászáró szerkezeten 8-10 évre lehet becsülni. Ugyanez a bevonat nedves faszerkezeten viszonylag rövid idő alatt (1-2 év) tönkremegy. Ezért biztosítani kell a száraz alapfelületet kivitelezés folyamán is. Olyan esetekben, ha ez nem biztosítható, akkor készre mázolt szerkezeteket vagy esetleg PVC nyílászárókat célszerűbb alkalmazni. Gazdasági számításnál összességében kell vizsgálni a nyílászáró szerkezet tartósságát, illetve az időszakos felújítások költségét.
A lazúrozás a fafelület olyan pigmentált, vagy színtelen anyagú felületkezelése, melynek során az oldószer elpárolog, a felületen beszívódó film képződik, amelyen keresztül a fa struktúrája, rajzolata a maga szépségében jelentkezik. (Műfa felületek bevonására esztétikai okokból ez az eljárás alkalmatlan.) A lazúr bevonatok többfunkciós anyagok az esztétikai és felületvédelmi szempontok kielégítésén kívül a fa biológiai védelmét is szolgálják.
Felhasználásra kerülő anyagok
XYLAMON és XYLADEKOR oldószeres lazúr felületkezelő anyagok. A természetes fák különböző színárnyalataiban gyártják, a színtelen, fenyőtől a sötét paliszanderig.
A XYLAMON sárgás, átlátszó, üledékmentes folyadék. Szárazanyagtartalma 19,3%, sűrűsége 0,86 g/cm3. Száradási ideje 2-24 óra.
A XYLADEKOR sűrűsége 0,88-0,89 g/cm3, szárazanyagtartalma 32,6%, száradási ideje 12 óra. Oldószerrel nem kell hígítani.
A TETOL négy különböző változatban kerül forgalomba: TETOL, TETOL U, TETOL FB és TETOL RKB. Gombák és rovarok ellen is hatásos, szabadban használható, dekoratív felületet biztosító bevonóanyagok. Szintetikus olaj- és zománcfesték alá is kiválóan megfelelő alapozók.
Kereskedelmi változatok:
- TETOL lazúr színtelen alapozó
- TETOL lazúr színtelen
- TETOL lazúr színes
Kivitelezés
A lazúrokat kannákban, dobozokban tárolják. Csaknem valamennyi tűzveszélyes, ezért a tűzrendészeti előírásokat szigorúan be kell tartani. Lazúrozni csak világos, por és huzatmentes helyiségben, megfelelő elszívás biztosítása mellett szabad.
Az elszívó légsebessége ne haladja meg a 0,3 másodperc értéket. A hőmérsékletet és a levegő páratartalmát a lazúrféleségnek megfelelően kell szabályozni.
Általában minden gyártó megadja az általa előállított típushoz szükséges használati utasítást. A kezelendő faanyagok nedvességtartalma ne haladja meg a 20%-ot. Időjárásnak kitett helyen ajánlatos lazúr alapozót alkalmazni. A lazúrok felhordásmódja lehet: felhordás ecsettel, hengerrel, szórás sűrített levegővel vagy magasnyomású (airless) szórással.
Minőségi követelmények
Egységes minőségi előírás jelenleg a lazúrozásra nincs. A minőség olyan legyen, hogy az esztétikai igényeket elégítse ki.
Kivitelezési hibák, javítás
Legáltalánosabb lazúrozási hibák az egyenetlen rétegvastagság (kézi felvitelnél hibás felhordási mód miatt), pórus és hólyagképződés szórásnál (rossz felületelőkészítés, vagy minőségi hiba), ráncos rücskös felület (túlzott mennyiségű nagyviszkozitású anyag alkalmazás esetén – esetleg alacsony szórási nyomás miatt), érdes felület (poros levegő, szennyezett). A hibákat rendszerint átcsiszolással és ismételt lazúr réteg felhordásával javítható.
Műszaki-gazdasági adatok
A lazúros bevonás magas esztétikai és a tartósságnövelő értékéhez viszonyított költsége arányos.
Főleg bútoripari felületkezelő eljárás, de belső falburkolatok felületkezelésére is alkalmas. A politúr szeszben oldott természetes vagy mesterséges filmképző anyag, amely a felületen fényes bevonatot képez.
Felhasználásra kerülő anyagok
A természetes eredetű (sellak) politúr: legfeljebb 15% szárazanyagtartalmú, szeszben oldott sellak.
ULTRASTABIL műpolitúr, nitrobázisú műgyanta kombinációs termék.
Enyhén sárgás színű, 10 másodperc kifolyási idejű, 21% nem illó anyag tartalmú, két óra alatt teljesen száradó politúr.
Pórustömítő anyag (habkő)
Csúsztató anyag (lenolaj, ásványi olaj).
Kivitelezés
Igen nagy gyakorlatot és élőmunkát igénylő munka, kézügyességet és türelmet is követel. Minőségileg háromféle kivitelben készülhet: dörzsölt, magasfényű és selyemfényű felülettel.
Politúrozni csak tiszta, pormentes 20-22 °C hőmérsékletű helyiségben szabad. A szálló por többnapos munkát tehet tönkre. A felület nedvességtartalma 8-12% között lehet. Ennél nagyobb nedvességtartalom esetén a politúrozott felület kiszürkül.
Eszközök, szerszámok
Politúrozó labda, amely szívóképes középrészből és áteresztő kopásálló külső borítóanyagból áll. (A jó labda feltétele a jó politúrozásnak.) Puha szőrkefe.
A dörzsölt felületek készítése a legegyszerűbb kivitel, amelynél a fafajta pórusméretével arányosan tömény 4-8%-os oldatot visznek fel a fára a rostiránnyal párhuzamosan. Időközönként körkörösen szétoszlatják a felvitt politúrt. A dörzsölt felület tompa fényű nyitott pórusú.
A magasfényű felület eléréséhez általában négy rétegben viszik fel a politúrt. Az első két réteg felvitelekor menet közben habkőporral tömítik a pórusokat. Az első réteget 7-10%-os, a másodikat 6-7%-os oldattal hordják fel. Közben 4 napos pihentetést iktatnak be.
Két réteg után, amikor már megfelelő az alap, ha a pórusok teljesen tömöttek a felület „nyugodt” és kemény. A harmadik fényezésig 3 nap pihentetés szükséges. A harmadik fényezést olajjal és kevés finom habkővel folytatják. Ezután a felületet nemezzel átcsiszolják, végül 5%-os politúrral puha ronggyal burkolt labdával fényezik. Két napi pihentetés után a negyedik fényezés következik 2%-os politúrral, s időközönként tiszta szesszel. Ismételt pihentetés után néhány csepp olajjal és 2%-os politúrral tovább fényezik a felületet, majd egy órás pihentetés után polírvízzel tükörfényesre dörzsölik.
Selyemfényű felületek készítése érdekében a magasfényű felületre vékony terpentinréteget hordanak fel, majd erre finom faszénport szórnak, amit puha kefével lekefélnek. A szénportól a felület hajszálkarcos selyemfényt kap.
Minőségi követelmények
Mérhető minőségi követelmények nincsenek. A felületnek folyamatosan fényesnek és tükörsimának kell lenni. A legkisebb hiba is minőségi hibának számít.
Kivitelezési hibák, javítás
A tükörfényes magasfényű felületen homályos foltok fordulhatnak elő, ezeket további polírozással lehet eltüntetni. Fátyolos fény esetén a felület még nincs kész. Tovább kell folytatni a polírozást. Olajátütés, vagy szürkülés olyan hiba, amelyet javítani nem lehet.
Műszaki-gazdasági adatok
A politúrozás rendkívül munkaigényes felületkezelés. Csak igen drága alapanyag vagy magas igény esetén érdemes alkalmazni.
A felületek esztétikai megjelenésének jobb minősége érdekében a természetes fa felületeket különböző színű pácokkal színezik. Szép, rajzos, egyöntetű felületeket világosabb színre, a minőségileg gyengébb megjelenésű faanyagokat általában sötétebb színre pácolják. A pácolással elérni kívánt színhatás és kiegyenlítés egyben divatkérdés is. Fényezés, lakkozás előtt rendszerint szükség van valamilyen – a divatnak megfelelő pácolásra. Műfa felületeket általában nem pácolnak. Kivételes esetben a forgácslapok pácolhatok, de a pácoláshoz olajos, viaszos pácot alkalmaznak, a vizes pác használatát kerülik.
A színezőpácok lehetnek:
- vizes pácok,
- olajos pácok,
- oldószeres pácok,
- viaszos pácok,
- egyéb oldható színezékek, esetleg fehérítő anyagok.
Felhasználásra kerülő anyagok
A pácanyagok vízben, olajban, oldószerben vagy viaszban elkevert, feloldott festékanyagok. Hatásuk olyan, hogy a fát csak színezi, fedőréteg nem alakul ki belőlük. A pácok lehetnek egylépcsős vagy „kettős” pácok.
Ez utóbbiaknál rendszerint egy előpác felhordása után egy második „csávázószer” lép reakcióba az előpáccal, amelynek hatására a felület elszíneződik. A kettős pácok rendszerint nagymolekulájú szerves vegyületű előpácból (tannin, pirogalluszsav, anilin-klorid stb.) és különböző fémes csávázószerből (kálium-kromát, Cu2S04, Fe2S04/ CuCI2 / Ni2S04 stb.) állnak. Ez utóbbiakat 1-5%-os oldatban használják.
Az ún. „füstölőpácot” – amelyek a felületnek csillogó fémes füstszínt kölcsönöznek – általában NH4OH-ban oldott fémsók (pl.: réz-kromát, réz-klorid stb.) alkotják. (Ismeretesebb pácok: a diófapác, mahagónipác, ébenfapác stb.) Márkanévvel ritkán látják el őket, a gyártócég neve mellett a szín szerepel, mint megjelölés.
Kivitelezés
A pácolóhelyiségnek tisztának, por és huzatmentesnek kell lennie. A pácolandó felületet tisztára kell törölni. A pácolt anyag nedvességtartalma 8-12% között legyen. A környezet hőmérséklete 20-22 °C között változhat.
Használandó eszközök és szerszámok
- üveg, műanyag, vagy zománcozott edények, amelyeket a pácok nem támadnak meg,
- felhordó kefe (rövidszőrű), szivacs, teddy henger, vagy felhordó szórópisztoly,
- gépi felhordáshoz felhordóhenger, vagy bemártó gépsor.
Az elérni kívánt színezőhatástól függően választják meg a pácot. A legtöbb pác pozitív színezési képet ad. Kivételek a földfesték pácok, amelyek negatív képet adnak, a fa világos részeit sötétítik, a sötétebb részeket pedig világossá teszik.
A pác felvitelét bőséges mennyiségben, rostirányú felhordással végzik. A felesleges anyagot ecsettel vagy szivaccsal törlik le. A bütüfelületeket először hígított páccal itatják, majd száradás után ismételten normál pácoldattal kezelik. A gépi felvitelnél a gépre vonatkozó előírások a mértékadók. A pácolás után megszáradt felületen felhúzódott rostokat finom csiszolópapírral távolítják el. Normál hőmérsékleten 3-4 óra alatt a pácok megszáradnak. Pácolt felületeket napon szárítani nem szabad. Mesterséges szárításhoz 30-35 °C hőmérsékletű levegőt alkalmaznak, amelyet nem keringtetnek, mert hamar telítődik vízgőzzel. Infravörös szárítás az egyenlőtlen száradás miatt nem ajánlatos.
Minőségi követelmények
A pácolt felületnek értelemszerűen egyöntetű színűnek, szín- és nedvességfolt mentesnek kell lenni.
Kivitelezési hibák, javítás
Fa és műfa felületek pácolásakor leggyakrabban előforduló hiba a felszálkásodás, ezt utólagos finomcsiszolással kell eltávolítani. A pácban lévő esetleges festékszemcsék által okozott csíkokat vagy foltot az egész felület nedves áttörlésével és új pácanyag felhordásával lehet kijavítani. Ha a pácolást politúrozás követi, hiba a pórusok tömítetlensége is. Ezt a beszáradás után habkőporral javítják.
Műszaki-gazdasági adatok
Fa, illetve faforgácslap felületek pácolásához az alábbi pácmennyiségek szükségesek (m2/liter):
[table id=187 /]
A szárításhoz szükséges idő általában 3-4 óra, ami a pácoldat és a felület nedvességtartalmától függően változhat.
A fa- és műfa felületeket végleges felületkezelésük előtt a megfelelő felületsimaság és tömöttség elérése érdekében kiegyenlítő tapaszolással látják el. Kiegyenlítő tapaszolást csak átlátszatlan felületkezelés esetén lehet alkalmazni, mivel a simító tapaszolás a fa, illetve műfa anyagok eredeti felületstruktúráját megváltoztatja.
Felhasználásra kerülő anyagok
Olajos késtapasz I., II., MSZ 21.100. Növényolajjal módosított műgyanta alapú tapasz, fehéresszürke, sűrű szuszpenzió. Nem illó anyagtartalma 70-74%. Száradási ideje 24 óra, lakkbenzinnel vagy terpentinnel hígítható. BUDALAKK gyártja.
Nitro késtapasz. Fehéresszürke, sűrű szuszpenzió, nitrokombinációs műgyanta tapasz. Nem illó anyagtartalma 65-66%, száradási ideje 3 óra. CELLOXIN 402 nitrohígítóval hígítható. Gyártója a BUDALAKK.
UNIFLEX késtapasz. Klórkaucsuk alapú, műgyantával módosított késtapasz. Sűrű, sárgásszínű szuszpenzió, 65-70% nem illó anyag tartalmú, száradási ideje 12-14 óra. Saját UNIFLEX 407 jelű hígítóval hígítható.
TIVE késkitt. Fehérszínű, vajsűrűségű, homogén szuszpenzió. Kötőanyaga vinilkopolimer műgyanta, pigmenteket és lágyítót tartalmaz. Nem illó anyagtartalma mintegy 80%. Száradási ideje 6 óra. Saját hígítóval hígítható. Gyártója a TVK.
Olajos szórótapasz, MSZ 21101. Barnásszínű, a késtapasznál valamivel kevésbé sűrű, szórható tapasz. Nem illó anyagtartalma 68-70%. Száradási ideje 24 óra mint a késtapasznál. Oldószere is azonos.
Alkidos szórótapasz. Szürkésszínű műgyanta alapú olajos tömítőanyag. Nem illó anyagtartalma mintegy 72%. Terpentinnel, lakkbenzinnel hígítható.
Nitro szórótapasz. A nitro késtapasszal azonos alapanyagú, 65% nem illó anyagtartalmú, szórható tapasz. Száradási ideje 2 óra. Az előbbivel azonos hígítóval hígítható.
UNIFLEX szórótapasz. A késtapasszal azonos anyagú, kevésbé sűrű, szórható tapasz. Száradási ideje 12 óra. Tulajdonságai a késtapasszal azonosak.
TIVE szórókitt. A TIVE késtapasz szórható változata sűrű, de folyékony anyag. Száradási ideje 5 óra.
TIVELIN pórustömítő. 23% nem illó anyag tartalmú, enyhén sárga, átlátszó folyadék. Száradási ideje 1,5 óra. NITRAPID 81-gyel hígítható.
LIGNOCELL gyorscsiszoló alapozó. Adalékos nitrolakk, opálos színű 22% nem illó anyag tartalmú gyorsan száradó – 0,5 óra – alapozóanyag. CELLOXIN nitrohígítóval hígítható.
Kivitelezés
A tapaszolási munkát a használt tapasz minőségének és használati utasításának megfelelően kell végezni. A helyiség általában a festési, lakkozási munkáknak megfelelő legyen. A tapaszolást kellően csiszolt felületen végzik. A tapaszok elvben nagyobb felülethibák kiküszöbölését is lehetővé teszik, de a túl durva felületek tapaszanyaggal kitöltése, többszöri beszárítása és újracsiszolása időigényes gazdaságtalan munka.
Ezért a festés vagy filmbevonat készítése előtti tapaszoláshoz a felületnek 300-500 mikronnál nagyobb érdességi hibát lehetőleg nem szabad megengedni. A tapasz felhordása előtt a felületet portalanítani kell. A felület nedvességtartalma ne haladja meg a 6-8%-ot. A tapaszolás készülhet kézi, vagy gépi úton. A gépi tapaszolást ellenőrizni kell, s az esetleges kimaradásokat kézzel kell utána javítani. (Jó tapaszolóberendezésnél gyakorlatilag elenyésző a hibák mennyisége.)
Tapaszolás vastagsága
A tapaszolás vastagságát az átlagos felületérdesség határozza meg. Ennél kisebb réteg esetén a felület nem lesz teljesen sík, vastagabb réteg felhordása az anyagpazarlás mellett repedezessél, újracsiszolással, hosszabb száradással jár. A tapasz szórással történő felvitele esetén ügyelni kell a terülésre. A tapaszolt felületet természetes úton, vagy mesterséges szárítással keményítik. A kiegyenlített felületnek finom csiszolással alakítják ki a festéshez vagy lakkozáshoz szükséges végső sima, sík minőségét.
Kézi tapaszolás
Kézi tapaszoláshoz 2-12 cm széles spatulyát használnak. A spatulya dőlésszöge a felülethez meghatározza a felhordott tapaszréteg vastagságát, lapos tartással vastagabb, meredek tartással és nagyobb nyomással vékonyabb réteg állítható elő. A tapasz ne legyen se túl híg, se túl sűrű. A felesleges tapaszmennyiséget egyenletes nyomással kell lehúzni a felületről.
Túl durva felületet csak több rétegben lehet kiegyenlíteni. Az egyes rétegek teljes száradását a következő réteg felhordása előtt meg kell várni. Puhább fafelületeknél a spatulyázást rostirányú húzásokkal kell kezdeni, majd keresztirányban kell az új réteget felvinni. Ugyanúgy kell végezni a megszáradt réteg csiszolását is.
Az előbbiek a műfa anyagokra is érvényesek. A finomfelületű forgácslapok és a farostlemezek csak igen csekély mértékű kiegyenlítő tapaszolást igényelnek. A tapaszréteg ilyenkor inkább a lakk vagy a festék erősebb be-szívódásának megakadályozására szolgál. A cementkötésű forgácslemezeket kiegyenlítő tapaszolással ellátni nem kell, mivel azok felületkezelése általában nem sima felületű, illetőleg felhasználási területük nem teszi ezt szükségessé.
Minőségi követelmények
A felületnek simának, keménynek, repedés- és karcolásmentesnek kell lennie.
Kivitelezési hibák és javításuk
A kiegyenlítőréteg hibája lehet a folytonossági hiány, vagy repedezettség. Ezeket a hibákat csiszolással és újabb vékony simítóréteg felhordásával javítják. A felület hullámosságát a gépi felhordásnál rossz beállítás okozhatja. Ismételt csiszolással és a berendezés helyes beállítása utáni újrafelhordással lehet javítani.
Egyenlőtlen rétegvastagság a szórásos felhordásnál állhat elő. Csak akkor hiba, ha a felület nem sík és a vastagabb helyeken a kiegyenlítő réteg megrepedezik. Ugyanúgy javítható, mint az előző hibák.
Műszaki-gazdaságossági adatok
A tapaszolás munka és anyagigénye oly mértékben függ a kiegyenlítendő felület minőségétől, hogy konkrét gazdasági adatokat megadni nem lehet. A ráfordítás a felület profiljától, egyenetlenségétől, a tapaszminőségtől függ.
A faszerkezetek felületvédelmének tartósságát elsődlegesen az ún. impregnáló alapmázolás minősége határozza meg.
Az impregnáló anyag kiválasztását a következő tényezők befolyásolják:
- a fafajta és a struktúra,
- a végleges felületképzéshez használni kívánt bevonóanyag minősége,
- a rendelkezésre álló impregnáló eszközök,
- a kész felülettel szemben támasztott igények.
A szabad szemmel alig látható pórusú fafajok (fenyő, nyár, hárs) impregnáló alapozását tömítőanyagokat nem tartalmazó folyékony telítőanyaggal lehet végezni.
Felhasználásra kerülő anyagok
Faszerkezetek impregnáló mázolására legelterjedtebben az olajfesték hígító 301-et használják, mivel kis molekulasúlya következtében kb. 0,5 mm mélységig képes behatolni a fa rostjai közé, és így kifejti impregnáló hatását. Az olajfesték hígító 301 hátrányos tulajdonsága, hogy nedvességre érzékeny, vízfelvétele eléri a 30%-ot is.
Vízben oldott vagy diszpergált alapozók a sellak oldat, a PRIMEZOL fehér, TETOL F (az utóbbi kettő ventilhatású telítőszer). A XYLAMON oldószeres impregnálóanyag.
Kivitelezés
Az épületasztalos szerkezeteknél általánosan használt fenyőfa nyílt pórusszerkezete miatt nagy szívóhatású.
Az alapozóanyag behatolása a következő tényezőktől függ:
- az impregnálószer száradási sebessége,
- a fa kapillárisainak átmérője és felületi sűrűsége,
- az alapozó molekuláinak mérete,
- a fa nedvességtartalma.
A szelephatású alapozók alkalmazása azért került előtérbe, mivel a fa nedvességtartalma alapvetően befolyásolja az imprégnalas módját. Száraz faanyagra teljesen párazáró réteget lehet felhordani; viszont a nedves faanyagnál ahhoz, hogy az impregnáló réteg páraáteresztő „szelep” hatású legyen korszerű alapozóanyagokat alkalmaznak.
A szelepalapozók nem zárják le a fa felületét, hanem a nedvességkiegyenlítődést saját anyagukon keresztül teszik lehetővé. A diszpergált kopolimerek mérete 0,05-0,015 mikron átmérőjű. A felhordás ugyanúgy, mint a védőszerek esetében lehet kézi ecsetelésű, gépi felhordású, készülhet bemártással, vagy fürösztéssel.
Munkavédelem
A készítmény használati utasításában lévő előírásokat kell betartani.
Minőségi követelmények
Az impregnáló alapozó legyen kifelé nedvességáteresztő, befelé párazáró. Az impregnáló alapozásra lehetőleg bármilyen korszerű felületbevonat (műgyantalakk, olajlakk, nitrolakk stb.) felhordható legyen. A szelepalapozók legfőbb előnye, hogy a fa nedvességtartalma a bevonat felhordását nem akadályozza. Ilyen alapozás mellett a fa beépítés után a környezetnek megfelelő egyensúlyi nedvességet veheti fel.
Műszaki-gazdasági adatok
A szelepalapozás költségadatai a hagyományos megoldással azonos nagyságrendűek. Az előnyös tulajdonságok következtében az új megoldás gazdaságosabb, jobb minőséget is biztosít.
A faanyagvédelem célja, hogy a használat során a környezet élő vagy élettelen roncsoló tényezőinek hatását csökkentse vagy megakadályozza, s ezzel a használati értéket növelje és a szerkezet élettartamát meghosszabbítsa. A gombák elleni védelmen e kiadványban az épületekbe beépítésre kerülő vagy az épületszerkezet valamely részeként felhasználandó fa és műfa anyagok olyan védelmét kell érteni, amely az épületben előforduló és a beépített fát károsító farontó gombaféleségek ellen irányul.
Felhasználásra kerülő anyagok
MIKROSOL B. Nátrium-fluorid hatóanyagú, vizes oldatú védőszer. Korhasztó gombák ellen hatékony. Oldhatósága 5-8%. Fedett, kimosástól védett helyen, emberi tartózkodásra szolgáló helyiségben alkalmazható.
Fekete kőszénkátrányolaj, MSZ 3280. Szénhidrogén vegyületekből álló lepárlási termék. Víztaszító tulajdonságú, minőségi előírásait a szabvány tartalmazza.
Hígítás nélkül használható. Igényesebb faanyagokhoz nem alkalmas, mivel sötétbarnára színezi a fát, és kellemetlen a szaga.
TETOL F. Fluor és Króm vegyületeket tartalmazó védőszer. Gyártja: a Faanyagvédelmi és Fatelítő Vállalat. A kioldhatósága kisebb mint a nátrium-fluorid készítményeké. A gyártó előírása szerint 5-10%-os oldatban használják.
Pentaklór-fenol. Színtelen klórozott fenol típusú védőszer, szerves oldószerben oldva a gyártó előírása szerint alkalmazzák. Gombák és rovarok ellen is hatásos védőszer.
Pentaklór-fenol-nátrium. Szilárd halmazállapotú, vízben oldódó vegyszer. Fedett helyen és szabadban is alkalmazható. Színtelen, erős nyálkahártya izgató hatása van.
XYLAMON impregnáló. Színtelen folyékony védőszer. Felhasználható fedett helyen és szabadban, a gyártó előírása szerint.
XYLADECOR színtelen és színes lazúr folyadék. A XYLAMON alapozóval együtt alkalmazható.
TETOL RKB. Szilárd halmazállapotú, vízben oldható védőszer, a felületet barnászöldre színezi.
Kivitelezés
A faanyag védelmével kapcsolatos műveletek a védőszer típustól, és az elérni kívánt védettségi foktól függenek.
A védettség lehet:
- felületi védelem, amelynél az anyag nem hatol mélyen a fába,
- hatásréteg védelem, legfeljebb 10 mm behatolási mélységig (mázolás, permetezés, bemártás),
- mély védelem 10 mm-nél mélyebb vegyszer behatolási mélységgel (be-merítés, fürösztés, áztatás),
- szíjács védelem (diffúziós eljárás),
- teljes védettség (az egész keresztmetszet telítésével).
Mázolásos vagy szórásos védelem
A fafelületek legyenek tiszták, por- és szennyeződésmentesek. A nedvességtartalom a követelményekben előírt legyen. Szerszámok: puha ecset, felhordóhenger, vagy szóróberendezés, festéktartály, vödör. A védőszert a védőanyagra megadott mennyiségtől függően 2-3 munkamenetben kell felvinni. Szórás alkalmazása esetén a szórási nyomás vizes oldatnál 1,0-1,5 bar, olajok esetén 1,5-2,0 bar a szórófej nyílása vizes oldatnál 0,5-1,0 mm, olajoknál 1,0-1,5 mm legyen. A kezelt anyag tömör rakásával az oldat kipárolgását csökkentik.
Mártásos, bemerítés-fürösztéses áztatás
A fát rövidebb-hosszabb ideig folyadékban tárolják. A kezelendő faanyagnak tisztának, pormentesnek kell lenni. A nedvességtartalom légszáraz állapotnál nagyobb a környezet hőmérséklete pedig 5 C°-nál alacsonyabb ne legyen. A folyadékba merítés időtartama a kívánt beszívódási mélységtől függően – néhány másodperctől több napig terjedhet. A felvett védőszer mennyisége időközönként súlyméréssel és számítással állapítható meg.
A bemártást vagy áztatást olyan tartályban végzik, amelyben a folyadék a kezelendő anyagot minden oldalról ellepi. Több darab együttes kezelésekor a darabok közé betéteket raknak. A folyadék felhajtóerejét leterheléssel egyensúlyozzák. Teljes kereszt metszetvédelmet csak speciális berendezésekkel, erre a célra szolgáló üzemekben lehet végezni.
Munkavédelem
A munka során élő szervezetre mérgező vegyi anyagok kerülnek felhasználásra, ebből származóan a hatóanyagoktól függően (amiről a készítmény csomagolóanyagán lévő használati utasítás rendelkezik) gumikesztyűt, álarcot vagy szemüveget kell használni. Evés előtt alaposan kezet kell mosni, a szerek gőzeinek belélegzésétől óvakodni kell. Vizes oldatokkal 5 °C alatti hőmérsékleten munkát nem szabad végezni.
Minőségi követelmények
A védőkezelés minőségére vonatkozó egyértelmű előírások ezideig nem születtek. A védelem jóságát a bevinni kívánt vegyszermennyiség, illetve a gyakorlatban tapasztalt eredmény alapján ítélik meg.
Műszaki-gazdasági adatok
A védőkezelés gazdaságosságát a faanyag gyakorlati élettartam növekedése és a használt védőkezelés költségének viszonya határozza meg. A változatok száma igen nagy, az adott konkrét feladatokra – a mindenkori árak figyelembevételével – lehet kiszámítani.
A műfáknál a kötőanyag egyúttal részbeni vagy teljes gombavédelmet is biztosít. A védettség feltétele, hogy a műfa lemezek nedvességtartalma a 8-10%-ot ne haladja meg. A cementkötésű faforgácslemez semmiféle külön védelmet nem igényel. A farostlemezek csak nedves térben való használat esetén kívánnak felületi nedvességvédelmet. A forgácslapokat viszont a nedvességhatással szemben mindenütt védeni kell, esetleg felületi gombavédelemmel is el kell látni.
A felületkezelendő fa és műfa szerkezeti elemek felületével szemben támasztott követelményeket a következő tényezők határozzák meg.
Ezek:
- az alkalmazandó felületkezelő anyag és technológia,
- a felületkezeléssel elérni kívánt funkcionális cél és az alkalmazott fafaj,
- a rendelkezésre álló technikai eszközök (előkészítő és felületkezelő berendezések).
Ugyanazon felületkezelési cél elérése érdekében más követelményeket támasztanak a fafelülettel szemben pl. kézi vagy gépi felületkezelés esetén.
A fafelülettel szemben támasztott követelmények a következőképpen csoportosíthatók:
- fizikai követelmények (megengedhető hibák, repedések, felületérdesség, síktól való eltérés, nedvességtartalom),
- kémiai követelmények (pH érték, zsírtartalom, szennyezettség, ásványtartalom),
- esztétikai követelmények (transzparens felületkezelés esetén) szín, struktúra rajz.
Fizikai követelmények
A felületnek politúrozás vagy átlátszó lakkbevonat esetén folytonosnak, repedés és egyéb durva hibától mentesnek kell lenni. A fa struktúrája lehetőleg egyenletes, zárt pórusú, göcsmentes legyen. A hullámos vagy szakadt rostú – kivéve ilyen esztétikai hatást elérni kívánó burkolatoktól – fafelület nem kívánatos. A felület legyen sík, az ettől való eltérés legfeljebb 0,1-0,3% lehet. Átlátszó felületkezelés esetén kell a felületnek a legsimábbnak lenni. A megengedhető legnagyobb átlagos felületérdesség – a funkcionális és esztétikai igénytől is függően legfeljebb 50-75 mikron.
Fedőlakkos vagy festékes felületkezelés esetén megengedhető folytonossági hibák, strukturális egyenetlenségek, göcsösség stb. nagyobbak, mivel ilyen esetben a felületet simító tapaszolással kiegyenlítik. Kisebb (0,5-1,0 mm-nél nem nagyobb) repedések megengedettek, az átlagos felületérdesség 300-500 mikron között lehet. A felület megengedett épségi hibáinak mértékét az is befolyásolja, hogy a felületkezelés előtti simítótapaszolást milyen anyaggal végzik és a tapaszt késátvonással, vagy szórással hordják-e fel.
Nedvességtartalom
A nedvességtartalom a felületkezelés szempontjából legfontosabb fizikai követelmény, amely befolyásolja a bevonat tapadását, kötését és későbbi tartósságát, minőségét is. A fa, illetve a fafelület nedvességtartalmával szemben általános követelmény felületkezelés előtt, hogy egyenletes eloszlású legyen, a felület és a belső rész között minél kisebb legyen a nedvességkülönbség és feleljen meg ahhoz a légállapothoz tartozó egyensúlyi fanedvességnek, amilyen légállapotban később a faszerkezetet használják.
Ezektől az általános követelményektől igen nagy eltérések is adódhatnak és megengedhetők attól függően, hogy milyen felületkezelést választanak. A szelepként működő bevonatok esetén a nedvességtartalom magasabb lehet. A leggyakrabban használt hazai festékek és lakkok esetén a fa, illetve fafelület nedvességtartalma 11-14% (nettó) érték között megfelelő. Politúrozás esetén a felületi nedvesség célszerű optimuma – a használt anyag minőségétől függően: 8-12% között van.
Fizikai követelmények
A műfa anyagok felülete a fizikai követelményeket általában kielégíti. Ezek esztétikai okokból ritkán kapnak transzparens felületkezelést. Takaró festék, illetve fedőlakk bevonat számára a természetes fa felületével azonos követelményeknek kell megfelelniök. A faforgácslapok felületét simító tapaszolással kell ellátni a fedőréteg felhordása előtt. Ennek megfelelően az átlagos felületérdességi követelmény 300-500 mikron. A finom felületű lapok és a farostlemezek ezt a követelményt kielégítik.
A műfa anyagok nedvességtartalmával szemben a természetes faanyagoknál szigorúbb követelményt kell kielégíteni, mivel ezek az anyagok a nedvességtartalom változására fokozottabban érzékenyek. A legtöbb felületkezelő anyag esetén az optimális nedvességtartalom a termékszabványban előírt 8-10% legyen. A műfa anyagok felületképzését lehetőleg víz-, illetve párazáró bevonattal célszerű megoldani, mert a felületen behatoló nedvesség rövid idő alatt az anyag felületének tönkremetelét eredményezheti.
Kémiai követelmények
A fa sokféle kémiai anyagot tartalmaz. A felületkezelés szempontjából ezek között a gyanták, zsírok és éterikus oldatok jelenléte fontos, mivel ezek a felületkezelő anyagok tapadását befolyásolják. A fa pH értéke pedig a bevonat kémiai anyagával összefüggésben határozza meg a felületkezelés minőségét.
Általános követelmény, hogy a fafelület lehetőleg közel neutrális pH értékű (5-7) gyantatáskáktól és zsíroktól, olajoktól, valamint egyéb kémiai anyagoktól mentes legyen, ideértve a természetes növényi zsírokat, valamint a külsőleg rákerült szennyeződéseket. Természetesen bizonyos fajok eleve több ilyen anyagot tartalmaznak, ezeknél a felületkezelő anyag tapadóképességét növelni kell.
Egyes fafajok (pl. akác) nedvei elszíneződésre hajlamos vegyületeket tartalmaznak. Az ilyen fafelületekre kémiailag rezisztens felületkezelő lakkokat kell használni, amit előzetes kísérletekkel lehet meghatározni. Néhány fontosabb hazai, illetve műfa felületének kémiai jellemzőit az alábbi táblázat foglalja összes.
Egyes fafajták kémiai tulajdonságai
[table id=186 /]
A műfa anyagok a természetes fától a bevitt kötőanyag mennyiségétől és minőségétől függően különböző kémiai tulajdonságokkal rendelkeznek. A hazai műfa anyagok kötőanyaga karbamidtípusú műgyanta. Az ebben lévő szabad formaldehidtartalom nem lehet nagyobb 1%-nál. A cementkötésű faforgácslemez nedvesített felületének pH értéke 12,5, ennek következtében a felületkezelésnél ezt figyelembe kell venni.
Esztétikai követelmények
Átlátszó bevonat esetén mind a fa, mind pedig a műfa anyagoknál követelmény az egyenletes felület struktúra, kirívó szín, fény vagy felületrajz eltérés a látszó felületen ne legyen. A felületnek ezen kívül piszkolódástól, idegen anyagoktól eredő foltoktól, karcolásoktól, benyomódásoktól és minden más szembetűnő hibától mentesnek kell lennie. (Nem lehet a felületen feltűnő toldás, illesztés, foltozás, színezéknyom, ujjlenyomat stb.)
Meghatározás
A külső esztétikai megjelenés és védelem célját szolgáló több milliméter vastag műgyanta kötőanyagú szemcsés finom vakolat.
A finom vakoló anyag összetételét tekintve, műgyanta kötőanyagot (oldószeres vagy diszperziós típust tartalmaz, töltőanyagként pedig a megjelenés és struktúra biztosítás igényeinek megfelelően különböző szemcseméretű és szemcseszerkezetű ásványi őrleményt. Általában az őrlemény durvább és finomabb szemcseméretű frakcióiból meghatározott arányt képeznek.
Fényálló színező pigment anyagok a jó fedőképességet és az igény szerinti színválasztékot biztosítják. A vakoló anyagok tixotrop, habarcs konzisztenciájú termékek, így egy művelettel több milliméter (2-6 mm) vastag, úgynevezett „finom vakolat” réteg alakítható ki. Az ilyen jellegű vakolatokat részben a felhordási mód, részben a habarcs összetétel alapján csoportosítjuk. Ezek alapján több műgyanta kötőanyagú vakolat típus ismert.
Csoportosítás
Dörzs-vakolatok, meghatározott mennyiségben, azonos méretű, többnyire gömb alakú szemcséket és finomabb töltőanyagokat is tartalmaznak. Simítóval, szórással hordható fel, de a végleges megjelenést kézi simítással, dörzsöléssel adják meg. A dörzsölés irányától függően a vakolat rétegben (körkörös, vízszintes, függőleges stb.) jellegzetes barázdák, kis csatornák, mintázatok alakulnak ki.
Szórt vakolat vegyes szemszerkezetű töltőanyagokat tartalmaz, és a végleges struktúrát a szórással alakítják ki. A töltőanyag szemcseméretétől függően kialakíthatók úgynevezett kapart vakolat hatású homlokzatképzések is.
Mosott vakolat esetén általában színes kő, márvány zúzalék a töltőanyag, ezért színező pigmentre általában nincs szükség. Az alkalmazott kötőanyag filmjének filmképzés után teljes mértékben víztisztának kell lennie. Kézi módszerrel, simítóval vagy speciális szóróberendezésekkel hordható fel.
Kivitelezés
A műgyanta kötőanyagú finom vakolatképzésnél tűző nap, erős szél, + 5 °C hőmérsékletnél alacsonyabb nem megengedett. Az alapszerkezetek minőségi követelményeire a korábbi alfejezetben megállapítottak az irányadók. Kézi felhordás esetén leginkább rozsdamentes vagy műanyag simítót használnak. Ez a módszer általában a „mosott” típusú vakolatképzésnél alkalmazható. Tekintettel arra, hogy a kézi felhordás munkaigényes, ezért a gépi technológia az elterjedtebb.
A műanyag finom vakolatok szórására újabban az úgynevezett „csigás (csavar) szivattyús” kivitelű készülékek terjedtek el. Az elterjedést az tette indokolttá, hogy ezen típusok folyamatos üzeműek, különösen egybefüggő nagy felületek esetén lehet gazdaságosan alkalmazni. A készülék általában úgy működik, hogy a meghajtott csigás szivattyú a föléje épített tartályból szállítja az anyagot és továbbítja a nyomásálló tömlőn keresztül a szórópisztolyhoz. A csigás szivattyú kopásálló acél-forgó csigából, és álló gumiházból áll. A porlasztáshoz szükséges levegőt (0,5-1,5 m3) perc, 5-7 bar külön légsűrítő berendezés biztosítja.
Csavarszivattyús finom-vakolat szóró berendezéseket már hazánkban is gyártanak (REKORD típust az ÉPGÉP) és több külföldi típus is ismert (pl. WAGNER SP-20, és SP-40, PUTZMEISTER P4E, TURBOSOL őv 10. ábra). Elterjedten használatosak az ún. tölcséres kézi szórópisztolyok is, melyek viszonylagos egyszerűségük, olcsóságuk ellenére nagy teljesítményekre képesek.
Minőségi követelmények
A műanyag-vakolatok vastagsága típusoktól függően általában 2-6 mm. Ilyen vastagságban az alapfelület esetleges egyenetlenségei, egyéb hibái láthatókká válnak, Ül. átütnek. Ezért az alapvakolatok, ill. beton szerkezetek minősége összetétel és felületi simaság tekintetében feltétlenül feleljen meg a meghatározott követelményeknek.
Az elkészített műanyag homlokzati finom-vakolatok az általános minőségi feltételben meghatározott követelményeken kívül az alábbiaknak feleljen meg.
Ezek:
- egyenletes és folytonos vakolat rétegvastagság,
- színhomogenitás a teljes homlokzatfelületen,
- folytonosság, repedés és kihagyás mentesség,
- egyenletes mintázat, struktúra megjelenés,
- csapóesővel szembeni vízzárás,
- öntisztulási hajlam.
Kivitelezési hibák, javítás
A műanyag-vakolat előforduló hibáira, valamint azok okaira, illetve a kijavítás módjaira vonatkozóan a műanyag homlokzatfestésnél közöltek az irányadók. A műanyag vakolat rétegek időszakos felújítását célszerűen a teljes tönkremenetel előtt szükséges betervezni.
A felújítás műveleti sorrendje általában a következő:
- az alapfelületet átvizsgálják, átkaparják,
- esetenkénti hibás helyeket javítják,
- az igény szerinti alapozást (mely lehet oldószeres, mélyalapozó vagy a fedőbevonat hígított változata) készítik el,
- a felső réteget felhordják, mely elvégezhető egy sima, hasonló kötőanyag felépítésű homlokzatfestékkel, szórás útján, ez esetben a műanyagvakolat struktúrája azonos marad, de történhet egy ismételt vakolatréteg felhordással is.
Meghatározás
A vastagrétegű felületképzések átmenetet képeznek a homlokzatfestések és műanyag vakolatok között.
Ezen festék-féleségekre jellemző, hogy néhány tized milliméteres töltőanyagot tartalmaznak, megfelelően tixotropok, így vastag rétegben is felhordhatok. Felhordhatok kefével, emellett szórhatók is. A felületképzés poliuretánhab hengerrel vagy más eszközzel változatosan mintázható. A felületképzés száraz-vastagsága legalább 300 mikron.
Az eljárásnak jelentős műszaki-gazdasági előnyei vannak, mégpedig a következők:
- általában 1-2 művelettel kialakítható, ezáltal termelékeny homlokzatképzési eljárás,
- a vastag réteg műszaki jellemzői kedvezőek; élettartam, fényállóság, és páradiffúziós értékei jelentősen kedvezőbbek mint a sima filmszerű homIokzat-festéseké
- megfelelő mintázással, érdesítéssel változatos, az igényeknek megfelelő megjelenési formák alakíthatók ki.
E termékek általában olyan plasztikus tulajdonságúak és pépszerűek, hogy függőleges felületen akár több száz mikron vastagságban sem folynak meg. Megfelelően alakíthatók, mintázhatok a filmképzés, illetve a bevonat száradása előtt.
Felhasználásra kerülő anyagok
A vastag-felületképzés műveleteiben a homlokzatfestéssel közel azonos.
Kivitelezés
A felhordás eszközei változatosak: legcélszerűbb korongkefével, vagy ecsettel egyenletes rétegvastagságban a festékanyagot felhordani. A felhordás végezhető hengerrel, és szórópisztollyal is. A felhordott vastagbevonat igény szerint poliuretán habszivacs anyagú hengerrel mintázható. Mintázás nélkül a felület a felhordó eszköznek megfelelően sima, illetve enyhén érdes.
Minőségi követelmény
A festéknek jól kell tapadnia, mintázás, érdesítés esetén a kialakított formának egyenletesnek kell lennie.
Kivitelezési hibák, javítás
Az egyenletes rétegvastagság betartása nem sikerül minden esetben. Az egyes felületek csatlakozásánál fordulhat elő hiba. Mintázott felület mechanikai sérülése helyileg javítható a megfelel mintázó eszköz alkalmazásával.
Meghatározás
Szerves kötőanyagú homlokzati felületképzés.
Csoportosítás
A műgyanta kötőanyagú homlokzatképző anyagokat általában az alkalmazott kötőanyag felépítése és a bevonat megjelenése szerint csoportosítják.
Ezek szerint megkülönböztethetnek a kötőanyag felépítés szerint:
- vizes diszperzióst és
- oldószerest;
a bevonat megjelenése szerint:
- sima, filmszerű, finom szemcseméretű (0-0,1 mm) töltőanyagot tartalmazó műanyag, 2-3 rétegben kialakítható, 100-120 mikron összréteg vastagságú festést.
- érdes, mintázott, domborhatású, 0-1,0 mm szemcseméretű kvarc töltőanyagot tartalmazó, 1-2 műveletben alkalmazható 300 mikron vastagság feletti műgyanta kötőanyagú homlokzat felületképzést,
- szemcsés 1-4 mm méretű ásványi őrlemény, ill. egyéb töltőanyagot tartalmazó homlokzatképző műgyanta-kötőanyagú finom vakolást.
A fenti csoportosítások természetesen nem jelentenek minden esetben szigorúan vett éles határokat. A gyakorlatban vannak olyan homlokzatképző termékek is, melyek bizonyos értelemben határesetet foglalnak el.
Műgyanta kötőanyag rendszerek tulajdonságai
A műanyag diszperziók felépítésüket tekintve olyan heterogén kolloid rendszerek, amelyekben egy folyékony anyagban (vízben) nagymolekulájú szilárd műanyag részecskék vannak igen finom eloszlásban jelen. A külföldi irodalomban ezen diszperz-rendszerek jelölésére „latex”, ill. „emulzió” elnevezés is elterjedt.
A műgyanta komponens finom eloszlása (diszperzitása) miatt a diszperziókra jellemző, hogy tejszerűen fehér folyadékok. Általában a műgyanta tartalmuk 45-55%, a többi pedig víz, mint diszperziós közeg. A diszpergált műanyag részecskék megközelítőleg gömb alakúak, és átmérőjük 0,05-5,0 mikron nagyságrendű.
Az oldószeres műgyantákat gyakorlatilag a nagymolekulájú vegyületek oldataiként lehet felfogni. Oldásra szerves oldószerek, ill. oldószerkeverékek alkalmasak. A műgyanta oldatok átlátszóak, illetve áttetszőek. A két rendszer filmképzése között van lényegbeli eltérés, mely egyben az alkalmazási területet is behatárolja.
A műanyag-diszperzióknál két egymással összefüggő részfolyamatban képződik a film. Első lépésben a bevonatból a víz eltávozása indul meg (egy részét a porózus vakolat veszi fel, másik részét a légtérnek adja át), és ezáltal a polimer részecskék egymáshoz közelebb kerülnek, míg második lépésben a részecskék teljesen összefolynak. Általában a diszperziókból porózusabb film képződik, mint a műgyanta oldatokból. Ez a diszperz rendszer szerkezetével és a filmképzés mechanizmusával kapcsolatos. A műanyag diszperziós bevonatok lég- és páraáteresztő képessége kedvezőbb.
Az oldószeres műgyanta bevonat filmképzését az oldási folyamat fordítottjának lehet tekinteni. Vagyis az oldószer távozása, párolgása után a filmképző makromolekulái között átmenetileg fellazult szekunder kötések újra kialakulnak. Az így kialakult filmek általában pórustömörebbek.
Ha az oldószeres és diszperziós festékek előnyös és hátrányos tulajdonságait összehasonlítjuk, akkor röviden a következőket lehet megállapítani:
Műanyag-diszperziós festékek, felületképzésének általános előnyös tulajdonságai a következők:
- nem tűz- és robbanásveszélyesek,
- egészségre ártalmas anyagokat nem tartalmaznak,
- vízzel hígíthatok, mint a legolcsóbb és legveszélytelenebb anyaggal,
- felületi nedvességre kevésbé érzékenyek, így nedves felületen is alkalmazhatók,
- tapadásuk jó, különösen nedvszívó, porózus alapfelületeken,
- oldószerekre érzékeny szerkezetek, anyagok bevonására is megfelelően alkalmazhatók,
- szélesebb színskálában állíthatók elő,
- lég-, és páraáteresztő képességük kedvező, így a falszerkezetek épületfizikai jellemzőit károsan nem befolyásolják.
- bevonatuk időjárásállósága, mechanikai tulajdonságai megfelelőek. Az ismertetett előnyös tulajdonságok mellett a következő hátrányos tulajdonságok ismeretesek;
- tárolási feltételek kötöttebbek, valamint a diszperzió stabilitás korlátozott,
- nedvesség hatására kis mértékben duzzadnak,
- agresszív vegyi légtér esetén alkalmazásuk korlátozott.
Az oldószeres homlokzatfestékek általában a következő előnyös tulajdonságokkal rendelkeznek: nem tartalmaznak vizet, így tárolásnál a faggyal szemben érzéketlenebbek, stabilabbak,
- fal felületekbe mélyebben beszívódnak,
- pórustömörebb bevonatot eredményeznek, ezáltal agresszívabb klímaterületekre meghatározott rétegvastagságban alkalmazhatók.
Az oldószeres rendszer főbb hátrányos tulajdonságai a következők:
- az alkalmazott oldószer, illetve oldószerkeverék típustól függően tűz-, és robbanás veszélyesek,
- általában egészségre káros komponenseket (benzol homológ) tartalmaznak,
- falazat nedvesség tartalmára érzékenyek,
- színválasztékuk a tömény színeknél adódó enyhe foltosodási („motling effektus”) hajlam miatt korlátozott, általában csak a pasztell színekben szerezhetők be,
- bizonyos vastagság felett a lég-, és párazárás jelentkezik (értéke tervezéssel szabályozható).
A felsorolt tulajdonságokból adódóan vizes műanyag diszperziós homlokzat festékféleségeket alkalmazzák gyakrabban. Az oldószeres változatnak is megvan a létjogosultsága. Tervezési döntésnél fontos tényező tehát, hogy a homlokzatképzés milyen légköri hatásoknak lesz kitéve, milyen alapfelületre, milyen színárnyalatban készül.
Homlokzatfestékkel szembeni követelmények
Homlokzatképzésre csak magas műszaki színvonalú, hosszú élettartammal rendelkező, termelékeny kivitelezési lehetőséggel rendelkező termékek használhatók fel.
E termékekkel szemben támasztott általános követelmények röviden a következőkben foglalhatók össze:
- nagyfokú lúgállóság, tekintettel arra, hogy a falszerkezetek még több év után is lúgos kémhatásúak,
- légköri tényezőkre ne legyen érzékeny, vagyis minél alacsonyabb léghőmérsékleten és nagyobb relatív páratartalom mellett alkalmazható legyen,
- egyszerű, könnyű és termelékeny felhordhatóság, lehetőleg többféle módon (ecset, henger, szórás) felhordható legyen,
- rövid száradási idő, az esőállóságot a lehető legrövidebb idő alatt érje el, többrétegű festésnél pedig minél rövidebb átfesthetőségi idő,
- ne legyen egészségre ártalmas, tűz- és robbanásveszélyes,
- különböző minőségű vakolatok esetén is egységes színhatást nyújtson,
- csapóesővel szemben hidrofób tulajdonságot biztosítson, ugyanakkor felületi szennyeződésekkel szemben antisztatikus legyen, legalább olyan fedőképességgel rendelkezzék, hogy két rétegben homogén színmegjelenést biztosítson,
- a falazat légzőképességét károsan ne befolyásolja,
- a festékanyag egyenletesen nedvesítse az alapfelületet, mélyen szívódjon be a pórusokba, még nedves szerkezet esetén is,
- a festékanyag minősége egyenletes legyen ugyanazon, valamint más-más szállítmányon belül,
- jó tárolási stabilitással rendelkezzék, legalább 12 hónapig károsodás nélkül raktározható legyen,
- megfelelő színválasztékkal rendelkezzék.
A homlokzat bevonatokkal szembeni általános követelmények:
- ne duzzadjon csapóeső hatására, légköri szennyeződéseknek, ipari gázoknak, gőzöknek stb. tartósan ellenálljon, valamint vízálló legyen,
- színezőpigmentje tartósan napfényálló legyen, homogén színhatást biztosítson,
- megfelelő lég- és páraáteresztő képességgel rendelkezzék,
- megfelelő és tartós rugalmasság, alapfelület kisebb mértékű mozgásának követése, kisebb repedések áthidalása,
- ne legyenek elszennyeződésre, elpiszkolódásokra hajlamosak. Kedvezően hat itt az „öntisztulási hajlam” vagyis a kismértékű felületi krétásodási folyamat a felületet tisztítja természetes úton (csapóeső),
- a bevonat élettartama minél hosszabb legyen, mind a kötőanyag, mind az alkalmazott pigment őrizze meg hosszú ideig eredeti tulajdonságait, színét.
Általában olyan festékanyag, ill. olyan homlokzatképzés nincs, mely az ismertetett főbb követelményeket maradék nélkül kielégítené. Ezért tervezéskor, valamint döntéskor az összes felmerülő tényező alapos mérlegelésével lehet a legmegfelelőbb felületképző megoldást meghatározni.
Felhasználásra kerülő anyagok
A műgyanta kötőanyagú homlokzat festés műveleti sorrend szerint az alapfelület anyagától és minőségétől függően előkezelő és impregnáló, mélyalapozó anyagok alkalmazása szükséges (ezekről részletesen a megfelelő alfejezetben adatok találhatók).
A nagyobb hibahelyeket, kitöréseket, felületi hibákat az eredeti vakolatnak megfelelő összetételben, és minőségben kőműves munkaként szükséges elkészíteni. Ezen javításokat igény szerint még az előkezelő, impregnáló alapozást megelőzőleg kell elvégeztetni. Felületkiegyenlítő anyagként általában a homlokzatképző anyag különleges tapaszfélesége, vagy simító anyaga használható, melyet a gyártó cég ajánl. Ezen tapaszféleségek leginkább a festékanyaggal azonos kötőanyagú termékek.
Amennyiben nincs a festékanyagnak gyári tapaszfélesége és a felületi egyenetlenség javítása külön igény, úgy alkalmazható mosott, szárított folyami homok 0,1-1,0 mm-es szitafrakciója homlokzat festékanyagnak megfelelő azzal összeférhető kötőanyagú tapasz is.
Műgyanta kötőanyagú homlokzatfestés alá előmeszelés, valamint gipszes glettsimítás nem alkalmazható. Műgyanta kötőanyagú homlokzatfestés alá csak olyan tapaszolás és simítás alkalmazható, amely önmagában felületi védelem nélkül is fagyálló és tartós időállósággal rendelkezik. (PL: DEKO-tapasz, BETKITT).
A műgyanta homlokzatfestékek hazai gyártmányválasztéka már kielégítő. A különböző hazai festékgyártó cégek általában a fejlett iparú országoktól átvett licence, know-how alapján korszerű homlokzatképző termékeket képesek előállítani. A gyártmányválaszték állandóan bővül, így a korábban előállított termékek kiszorítása mellett szélesebb területen alkalmazható típusok jelennek meg.
Kivitelezés
A tartós homlokzatfestéshez ideális filmképzési léghőmérséklet +20 °C, és a legnagyobb relatív légnedvesség pedig 65% (diszperziósnál és oldószeresnél egyaránt). Az építési munkahelyszínen ez a feltétel nem biztosítható minden évszakban és időben, ezért ezen értékektől bizonyos mértékben a felhordás során el lehet térni, csak a változásnak megfelelően a száradási idők módosulnak. Diszperziós műgyanta kötőanyagú festékeknél általában a legalacsonyabb léghőmérséklet értéke + 5 °C, míg a legnagyobb + 35 °C Természetesen a szélsőséges értékek nem hatnak kedvezően a filmképzésre.
Oldószeres homlokzatfestéseknél épületszerkezeti és munkásvédelmi szempontból +5°C-nál alacsonyabb hőmérséklet nem megengedett. Alapvető követelmény, hogy az alapfelületek szárazak legyenek. A kivitelezés folyamán az alapfelületek minősége döntő mértékben meghatározza a homlokzatfestés minőségét.
A műanyag alapú homlokzat-festékek alapvetően kétféle módon
- kézi úton,
- gépi berendezés segítségével hordhatók fel.
Bár ma még a kézi felhordási módszerek is elég elterjedtek, már egyre nagyobb jelentőségűek a termelékeny gépi berendezések. A gépi felhordás általában egyenletesebb, esztétikailag és műszakilag kedvezőbb felületképzést eredményez.
A homlokzatfestés kézi felhordás eszközei az ecsetek, kefék. Újabban elterjedt a különböző anyagú (perion, báránygyapjú, poliuretán habszivacs stb.) festőhengerek alkalmazása is. Ismertek ma már az úgynevezett „öntöltős” festőhengerek is, ahol a festőhengerek belsejébe szivattyú juttatja be a festékanyagot. Megfelelő hosszabbító nyéllel praktikusan alkalmazhatók (13. ábra).
13. ábra. Különböző anyagú (poliuretán-hab, ill. perionszálú teddiber) kézi festőhengerek, festéktartó edény, lehúzóráccsal. Öntöltős rendszerű (pneumatikus) festőhenger munka közben, a festékanyag továbbításához szükséges levegőt elektromos üzemű mini-kompresszor szolgáltatja
A gépi berendezések közül a levegős szórásnál az alkalmazott nyomástól függően alacsony (0,2-0,5 bar), közép (3-6 bar) és magas nyomású (6 bar feletti) eljárások ismertek.
A levegős porlasztású berendezések közül homlokzatfestékek szórására a nyomás alatti adagoló rendszerű, külön festékanyag tartályos 3-6 bar középnyomású készülékek használatosak. (Atlas-Copco, Kremlin, Volim Air stb.) (14. ábra).
14. ábra. Levegőporlasztású, nyomótartályos középnyomású „ATLAS-COPCO” típ. szóróberendezés. A készülék különböző típusú szórófejek alkalmazásával egyaránt alkalmas finom szemcsés, valamint sűrű festékanyagok szórására.
Az alacsony nyomású szóróberendezések általában 0,2-1,0 bar nyomáson dolgoznak, így ezeknél a kilépő festékanyag kevésbé porlasztódik, nem képez festékködöt. Sűrű, szemcsés anyagok szórására is alkalmas megfelelő szórófej használatával (Chiron és Hajdú típus). Viszonylagos kis teljesítményük és szakaszos üzemük miatt csak kisebb felületek esetén alkalmazhatók gazdaságosan (15. ábra).
15. ábra. Alacsony nyomású „Chiron” típusú szóróberendezés. A szórópisztoly típustól függően alkalmas festékszórásra, durva-sűrű anyagok fröcskölésére (dombormintázatok készítésére), ül. meleg szórásra.
16. ábra. Airless rendszerű dugattyús szivattyúval működő, levegő nélküli festékszóró berendezés elvi keresztmetszeti rajza.
Az utóbbi években a levegő nélküli (airless), nagynyomású festékszórók terjedtek el. Az elnevezés arra utal, hogy a szórandó anyag levegő nélkül kerül porlasztásra, oly módon, hogy a magasnyomású (kb. 80-300 bar) festékanyagot kis nyílású fúvókán préselik át. A fúvókán keresztül kilépő anyag felszabadulva a nagy nyomás alól nagyon finoman elporlad.
17. ábra. Forrószórásra alkalmas levegő nélküli festékszóró-berendezés elvi keresztmetszeti folyamat ábrája (cirkulációs rendszer)
Az airless szóróberendezésekben a festékanyagot kétféleképpen sűrítik:
- dugattyús vagy
- membrános szivattyúval.
A működési módját illetően megkülönböztetünk elektromos, légmotoros, és benzinmotoros kivitelű berendezéseket.
A légmotoros airless szóróberendezések levegő igénye viszonylag nagy, típustól függően: 0,5-2,0 m3/perc, a nyomásigényük pedig 5-8 bar (17. ábra). Az elektromos berendezéseknél nincs igény légkompresszorra; a dugattyús vagy membrános szivattyút különböző teljesítményű villamos motor vezérli. A fúvókák speciális anyagokból készülnek, amely (wolfram-karbid, vídia) a nagyüzemi nyomás miatt szükséges. A furat átmérője határozza meg az átfolyó festékmennyiséget, a kimeneti formája pedig a szórósugár alakját, kilépő szögét. A szórási szög 5-120° között változtatható, ezzel változtatható a szórt festéksáv hossza is egyben.
Előnyök:
- nincs festékköd képződés, ebből eredően lényegesen kisebb az anyagveszteség,
- az éles vonalú szórási szög pontos és éles határátmeneteket tesz lehetővé az egyes munkafogásoknál,
- nagyobb teljesítmény,
- vastagabb rétegek alakíthatók ki, ezáltal ugyanazon rétegvastagság kevesebb munkamenetben készíthető,
- kis súly, mozgékonyság,
- nagy hatósugár, a pisztoly és a szóróberendezés még 35 m tömlővel is üzemeltethető, vagy fúvóka hosszabbítókkal akár 5 m magasságig használható,
- viszonylag széles alkalmazási terület (a fúvókák megválasztásával az egészen híg festékanyagoktól kezdve a sűrű vastag rétegű anyagokig felhordható),
- nagyobb viszkozitású festékanyagok szórhatók, mint levegős készülékekkel.
Hátrányok:
- kis keresztmetszetű fúvókaméret miatt a dugulás, eltömődés veszélye nagyobb, ezért a festékszűrésre külön ügyelni kell,
- az átfolyó anyag mennyiség csak fúvóka cserével szabályozható.
A műanyag homlokzat festés technológiájának műveleti sorrendjét összességében csak nagy általánosságban lehet meghatározni, mivel ezek az anyagtípusonként is részben változhatnak.
Elvileg időrendi sorrendben egy homlokzatfestés a következő részműveletekből áll:
- alapfelület tisztítása, kaparás, dörzsölés,
- portalanítás,
- alapfelület minőségétől függően impregnáló beeresztés, mélyalapozás,
- felületi egyenetlenségek, hézagok, repedések igény szerinti kitöltése, tapaszolása,
- alapozó festés, (általában a homlokzatfesték hígított változatával),
- első festékréteg felhordása,
- második (fedő) réteg felhordása.
Munkavédelmi előírások
Munkavédelmi szempontból a vizes diszperziós kötőanyagú termékek egészségre káros koncentrációban mérgező anyagokat nem tartalmaznak. Az oldószeres festékanyagok típusoktól függően I. vagy II. tűzveszélyességi osztályba tartoznak, így alkalmazásuk fokozott gonddal és óvatossággal történjen.
Minőségi követelmények
Műgyanta kötőanyagú homlokzatfestés főbb minőségi követelményei a következőkben határozhatók meg.
Ezek:
- színállóság, és megfelelő tartósság (időállóság),
- homogén és egyenletes színhatás,
- a felhordási módtól függő egyenletes megjelenés,
- esztétikailag zavaró munkahézagok nem megengedettek,
- a kialakított rétegnek folytonosnak, vastagságának egyenletesnek kell lenni,
- kihagyás, repedés, alapfelülettől való leválás nem megengedett,
- öntisztulási hajlam,
- megfelelő rugalmasság, szilárdság, dörzsállóság, mosásállóság. Kivitelezési hibák javítása.
Felülvizsgálatok
A homlokzat festéseket rendszeres és időszakos felülvizsgálat alá kell vetni. A bevonaton előforduló mechanikai sérülésekből adódó hibákat az eredeti festékanyaggal és technológiával ki kell javítani. Nem célszerű a bevonat rendszer teljes tönkremenetelét megvárni, ezért a felújítási munkákat akkor kell elvégezni, mikor még az a fedő réteg ismételt felhordásával elvégezhető.
A műanyag homlokzat festék bevonatok tisztítására gépi eljárást dolgoztak ki, ahol nagynyomású vízpermettel (aktív mosószert tartalmazó oldattal) időszakosan tisztítják a homlokzatokat. Ez az eljárás különösen díszes, tagolt homlokzatok esetén, valamint érdes (nem sima) kivitelű felületképzéseknél alkalmazható. Ilyen felületek esetén a csapóeső nem minden esetben képes a felületet tisztán tartani. A homlokzat festés hibáit általában több tényező okozza, melyek lehetnek egyediek, ill. előfordulhatnak együttesen is. így pl. festékanyag alapfelület hibák, légköri jellemzőkből eredő meghibásodások okozhatnak károkat.
Alapanyagok, minőség
Csak jó minőségű és ellenőrzött festékanyagokat szabad felhasználni. Gyakori a lejárt tárolási határidejű termék – tekintettel arra, hogy a létesítmények átadási határideje az építőiparban gyakran csúszik – ilyen esetekben a bedolgozás előtt feltétlenül minőségi vizsgálattal ellenőrizni kell, hogy az előírt jellemzőit az anyag nem változtatta-e meg.
A diszperziós készítmények, tekintettel arra, hogy vízzel hígítható anyagok, így fagyveszélyesek. Alacsony hőmérsékleten (0 °C alatt) a diszperzió megbomlásának, szétválásának veszélye fennáll. Ugyanilyen jellegű meghibásodást eredményez a túl hosszú idejű (több év) tárolás is. Az ilyen jellegű hibák javítására általában nincs mód. Az oldószeres festékanyagoknál előfordul a felkeverhetetlen üledékképződés, a túlzott mértékű bőrképződés. Az ilyen jellegű termékeket felhasználni nem célszerű. A festékbevonat hibái felhordástechnikai, valamint a filmképzés ideje alatt ható légköri tényezőkből is adódhat.
Meghatározás
Külső falfelületek festése mész- vagy kazein tartalmú mészfestékkel.
Felhasználásra kerülő anyagok
Építési fehér mészpép (oltott mész), MSZ 108. Legalább 1,5-2,0 éven át vermelt minőségben, célszerűen lágy vízzel hígítva. Ipari savkazein, MSZ 3694. Lenolaj, MSZ 997. Lenolajkence, MSZ 998. Mész- és fényálló pigmentek: krómoxidzöld vasoxidvörös vasoxidsárga vasoxidfekete ultramarinkék „C” cementsárga „M” cementvörös „M” cementbarna „M” cementzöld „M” cementfekete „l”. Folyami finomhomok.
Kivitelezés
A munkavégzés feltételei:
- homlokzati mészfestést csak 10 °C feletti szerkezet- és léghőmérsékleten szabad végezni,
- nedves, párás, esős időben, illetve 75% relatív légnedvesség tartalom fölött a munka nem kezdhető el,
- az előbbi feltételek a homlokzati mészfestés teljes időtartamára, a bevonat teljes száradásáig érvényesek,
- a vakolat felületi szennyeződéseit, kiálló egyenetlenségeit kaparóvassal, spatulyával vagy csiszolással kell eltávolítani, majd ezután portalanítani.
A kivitelezés szerszámai, gépei
Acélspatulyák, kaparóvasak (rasketták), csiszolóvászon (MSZ 4541), csiszolópapír (MSZ 4542), korongecset, négyszögletes festőkefe (MSZ 10301), vedrek (MSZ 10754), sziták, keverőfák, meszelőgép.
A kivitelezés műveletei
Anyagelőkészítés
A homlokzati mészfestés anyagait felhasználás előtt 1-2 nappal beáztatják, többször átkeverik és 1 mm lyukbőségű szitán átszűrik. Az oltott mészpépet lehetőleg lágy vízzel felhordási konzisztenciára hígítják. Kazein nélküli mészfestés esetén az utolsó réteg kivételével minden réteg mészpépjét lenolajjal vagy lenolajkencével keverik. Színes, kazeines mészfesték készítésekor előbb a beáztatott pigmentet kell a mésztejbe adagolni, majd a színezett péphez a kazeint. Színezőanyagként csak mészálló és fényálló oxidpigmentek keverhetők be, a keverék össztömegére számított legfeljebb 10% mennyiségben.
Alapmeszelés
Az átkaparással, csiszolással letisztított és kiegyenlített, majd portalanított vakolatfelületet szívóképességtől függően 1-2 rétegben, lenolajtartalmú híg mészpép felecsetelésével előmeszelik.
Felületjavítás, simítás
Az alapmeszelt felület repedéseit, sérüléseit gipszet nem tartalmazó, finomhomok vagy márványliszt töltésű mészhabarccsal javítják. Külön előírásra a finomsimítást is ezzel a habarccsal, acélsimító segítségével készítik. A javítás (simítás) száradása után azt átcsiszolják és portalanítják.
Meszelés
Az alapmeszelt, majd javított felületre az előkészített mészfestékeket legalább 2 rétegben, ecseteléssel vagy gépi szórással hordják fel. Kazeint nem tartalmazó mészfestésnél az első réteg lenolaj adalékolással, a második anélkül készül. Kazeines mészfestés esetén a két réteg festékanyaga azonos. Az egy műveletben felhordott, száradt rétegvastagság 0,2 mm-nél több nem lehet. A homlokzaton használt mészfestékekbe festőtéglát nem szabad bekeverni.
Munkavédelmi előírások
Homlokzati mészfestésnél kiemelt fontosságú előírások:
- Ha a szembe mész kerül, vízzel kimosni tilos, e célra híg táblaolajat kell készenlétben tartani!
- Mészfesték szórásánál a szórókezelőt védőszemüveggel és védőkesztyűvel kell ellátni!
- Mészfesték színezésére mérgező hatású pigmenteket nem szabad használni!
Minőségi követelmények
A homlokzati színes mészfestés kiemelt minőségi követelményei:
- a bevonat egyenletes vastagságú legyen,
- a kész felületen leveles mállás, lepergés, elporlás nem engedhető meg,
- a bevonat sávos, ecsethúzásos, megfolyt nem lehet,
- színárnyalati eltérés, mintázott felületen eltolódás vagy kihagyás nem megengedett.
Kivitelezési hibák, javítás
Az alapfelület hiányos előkészítése miatt visszamaradó laza felületrészek vagy szennyeződések a mészfesték rétegtapadását rontják, leválását okoz hatják. A mészfesték száradásához elég időt kell hagyni, mert túl gyors száradás esetén (pl. tűző napon) a festék leporlik az alapról. Túl vastag réteg felhordásakor a levegő C02 tartalma nem képes a kötőanyagot mélységében karbonáttá alakítani. Nem előírt minőségű vagy helytelenül előkészített anyagok alkalmazásakor a festés foltos, szemcsés, csökkent tapadóképességű lesz.
Nem lúgálló és klímaálló pigmentekkel kevert homlokzati mészfestések a napfény hatására gyorsan kifakulnak. Felújításkor először bő langyos vizes lemosást végeznek, majd a nedvesített felületről minden tapadáscsökkentő régi festést lekaparnak, az átütési veszélyt jelentő zsír- és olajfoltokat eltávolítják. Részleges, vagy teljes felújítás csak ily módon letisztított alapfelületen kezdhető el, az előzőekben leírt műveleti sorrend betartásával.
Műszaki-gazdasági adatok
A homlokzati mészfestések élettartama az épülethomlokzatok mechanikai és klíma-igénybevételétől, valamint a szennyeződés sebességétől függően 2-8 év, ezután teljes felületen felújításra szorul.