A fűrészáru (más néven szelvényáru) a fűrészipari rönkök szálirányú fűrészelésével kialakított alapanyag, amelynek legalább két párhuzamos lapja van. A fűrészelt felületek rönkben elfoglalt irányától függően élesvágásról, prizmavágásról vagy forgató (tükrös) vágásról beszélünk.
A fűrészáru részei a következők:
- Lapok. A szélesebb hosszirányú felületek, egymással mindig párhuzamosak.
- Elek. A keskenyebb hosszirányú felületek.
- Bütüs végek. Fűrészelt véglapok (keresztmetszeti felületek), merőlegesek a lapokra.
A fűrészáru lehet szélezett és szélezetlen. A szélezett fűrészáru élei fűrészeltek. Az élek lehetnek párhuzamosak vagy nem párhuzamosak, de a lapokra mindig merőlegesek. A fenyő fűrészáru általában párhuzamosan szélezett, mivel a fenyőfa törzsek kevésbé sudarlósak. A szélezetlen fűrészárunak nincsenek fűrészelt élei. A lombos fűrészáru rendszerint szélezetlen.
Fűrészáru választékok és minőségi besorolás
A fűrészáru választékok kialakítását, méreteit és minőségi osztályozását szabvány írja elő. A fűrészárukat különböző méretekben forgalmazzák. A szélességi és vastagsági méret, illetve a kettő arányának függvényében a következő fűrészáru választékokat különböztetjük meg.
Ilyenek:
- Léc. Vastagsága kisebb, mint 40 mm, szélessége kisebb a vastagság kétszeresénél.
- Deszka. Vastagsága kisebb, mint 40 mm, szélessége nagyobb a vastagság kétszeresénél.
- Gerenda. Vastagsága több, mint 40 mm, szélessége kisebb a vastagság kétszeresénél.
- Palló. Vastagsága nagyobb, mint 40 mm, szélessége nagyobb a vastagság kétszeresénél.
A fűrészáru minőségi besorolása az előforduló fahibák fajtája, mérete és mennyisége alapján történik. A minőségi osztályt szélezett fűrészárunál az egyik bütün, szélezetlen fűrészárunál a keskenyebbik lap közepén a következő színjelzésekkel jelölik:
- K (kiváló): fehér;
- I. osztály: piros;
- II. osztály: kék;
- III. osztály: sárga;
- IV: osztály: fekete.
Fenyő fűrészáru választékok és minőségi követelmények
A fenyő fűrészáru minőségi besorolása:
- Deszka és palló:
- Ha rövid vagy normál hosszúságú, akkor K, I., II., III. és IV. osztály.
- Ha extrarövid, akkor egyetlen minőségi osztály.
- Léc. Egyetlen minőségi osztály.
- Gerenda. I., II. és III. osztály.
- Zárléc. és II. osztály.
Lombos fűrészáru választékok és minőségi követelmények
A lombos fűrészáru minőségi besorolása:
- Deszka és palló:
- Ha rövid vagy normál hosszúságú, akkor I., II. és III. osztály.
- Ha extrarövid, akkor egyetlen minőségi osztály.
- Léc. Egyetlen minőségi osztály.
- Gerenda és zárléc. és II. osztály.
A fűrészáru méreteinek és térfogatának meghatározása
Hosszúság (h). A fűrészáru két végén lévő – a hossztengelyre merőlegesen fűrészelt – bütük között mérhető legkisebb távolság.
Szélesség (sz). A fűrészáru hossztengelyére merőlegesen mért nagyobbik méret:
- Ezt párhuzamosan szélezett fűrészárunál a minta hossza mentén bárhol, de a végeitől legalább 15 cm-re mérjük.
- Ezt a nem párhuzamosan szélezett fűrészárunál a minta hosszának a felénél mérjük.
- Ezt a szélezetlen fűrészárunál a hosszúság felénél az alábbiak szerint mérjük:
- 38 mm vastagságig a keskenyebb lapon.
- 40 mm vastagságtól a keskenyebb és a szélesebb lap szélességéből képzett számtani középérték meghatározásával, egész cm-re kerekítve.
Vastagság (v). A darab hossza mentén bárhol, de a végeitől legalább 15 cm-re mért, hossztengelyre merőleges, kisebb méret.
Térfogat (V). A méterben kifejezett névleges hosszúság és a keresztmetszeti terület szorzata 0,001 m3-re kerekítve. (Famennyiséget minden esetben m3-ben számolunk és adunk meg!) A fűrészáru méreteit és térfogatát mindig légszáraz nedvességtartalom mellett adjuk meg. A profilra gyalult fűrészáru méreteit pedig illesztett állapotban értelmezzük!
A fűrészáruk megnevezései
Az építési gyakorlatban a fűrészáruk alábbi megnevezéseivel találkozhatunk :
- Tükrös áru. A lapfelületeken fafajtól függően bélsugár tükrök vannak. Ha a lapok pontos sugármetszésűek, álló évgyűrűs fűrészárunak is nevezzük az ilyen anyagot.
- Rajzos, flóderes (fekvő évgyűrűs) áru. A lapfelületek húrmetszésűek, az évgyűrűk parabolikus, elliptikus ívei láthatók.
- Zárt bélű fűrészáru. Magába foglalja a belet, amely a lapfelületekre is kifuthat.
- Bélátvágott fűrészáru. Túlnyomórészt az egyik lapfelületen tartalmazza a belet.
- Bélmentes fűrészáru. Olyan fűrészáru, amely egyáltalán nem tartalmaz belet.
- Boules áru. Jó minőségű, nagy átmérőjű rönkökből készül bútoripari célokra. A rönköt azonos vastagságú szelvényekre fűrészelik, és az anyagot a rönkben elfoglalt helyének megfelelően máglyázzák.
Furnérok
A furnér olyan vékony falap, amelyet furnér-ipari rönkből állítanak elő különböző eljárásokkal. 0,1-5,0 mm vastagságban készülnek.
A furnéripari rönk a fűrészipari rönkkel együtt a törzs legértékesebb része, és a fahibák szempontjából a legigényesebb erdei választék. A furnérokat tömörfa helyettesítő anyagok (rétegelt lemezek, bútorlapok) gyártására alkalmazzák, vagy tömörfát helyettesítő anyagok (pl. faforgács lap) felületeit borítják, nemesítik vele. Az alkalmazott gyártástechnológia alapján a furnéroknak, három csoportja létezik.
- Hasított (késelt) furnérok. A furnérrönk főzése vagy gőzölése és kérgezése után ún. prizmát állítanak elő. Furnérhasító gépen a prizmából furnérlapokat szeletelnek úgy, hogy a vágáslap a rönk hossztengelyével párhuzamos síkfelület legyen. A furnérokat szárítják, méretre szabják, majd kötegekbe rendezik. A hasítással előállított furnérlapok felülete húr- vagy sugármetszésű, és a fafajnak megfelelő rajzolattal rendelkezik.
- Hámozott furnérok. A furnérrönköt ebben az esetben is főzik vagy gőzölik és kérgezik, majd a furnérhámozó gépbe rögzítik. A rögzítés módjától függően a hámozás kétféleképpen történhet. Koncentrikusan, ha a rönköt a tengelyvonalában fogják be, így készülnek a műszaki furnérok, a lemezipari termékek alapanyagai. Excentrikusan, ha a rönköt (vagy a prizmát) nem tengelyvonalában, hanem attól eltolva fogják be. Az ilyen furnérlapok rajzolata markánsabb.
- Fűrészelt furnérok. Olyan értékes fafajoknál alkalmazzák, melyek nagyon kemények és nehezen hasíthatok, vagy főzés, gőzölés hatására elszíneződnek (pl. ében, paliszander). Az ilyen furnérok intarziák, míves asztalosmunkák alapanyagai. A fűrészelt furnérok vastagsága 4-5 mm.
A lemezipari termékek készítése során a tömör fát nagyobb méretű részekre osztják, majd hőre keményedő ragasztóanyag segítségével hőprésben újraegyesítik. Így részben megszűnnek az anatómiai irányok, csökken az anyag inhomogén és anizotrop jellege, nagyobb lesz a termék alaktartósága és szilárdsága.
Emellett a műgyanta ragasztónak köszönhetően nagyobb lesz a termék gomba-, rovar- és időjárásállósága. A lemezipari termékek megmunkálhatósága, felhasználási lehetőségei a tömörfához hasonlóak. A lemezipari termékeknek két csoportját különböztetjük meg: a rétegelt termékeket és a bútorlapokat.
Olvasmány
Rétegelt termékek
A rétegelt termékek műszaki furnérok ragasztásával készülnek. A furnérlapok szálirányától, vastagságától és rétegszámától függően rétegelt lemezekről, rétegelt idomokról (tömbökről) és rétegelt gerendákról beszélhetünk. Vannak olyan, újabb keletű rétegelt termékek, amelyek tömörfa lécek ragasztásával készülnek. Ezek a rétegelt falapok.
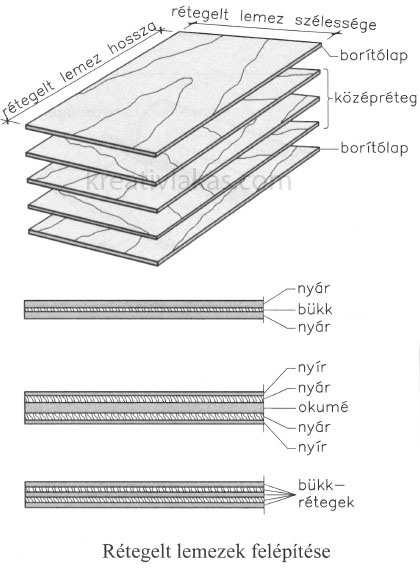
Rétegelt lemezek
A rétegelt lemezek páratlan számú műszaki furnérlap ragasztásával készülnek úgy, hogy a szomszédos rétegek száliránya egymásra merőleges. A rétegek lehetnek eltérő fafajúak és vastagságúak, de a szimmetria nagyon fontos. Ezt a páratlan rétegszám mellett a szimmetrikusan elhelyezkedő furnérok azonos vastagsága, fafaja és száliránya biztosítja. A rétegelt lemezeket vízszintes alátétekre helyezett rakatokban tárolják, méret és minőség szerint elkülönítve, jól szellőző belső terekben. Nedvességtartalmuk legfeljebb 15% lehet.
Rétegelt idomok, fatömbök
A rétegelt idomok 0,1-0,3 mm vastag ún. mikrofurnérokból készülnek. A keményfa (pl. bükk) furnérlapokat műgyantával (víz-, főzés- és időjárásálló, magas kopásállóságú fenol-formaldehid ragasztóval) impregnálják. A rétegeket egymásra merőleges vagy egymással párhuzamos száliránnyal hőprésben, magas hőmérsékleten és nyomáson vastag tömbökké ragasztják. Az ilyen páncélszilárdságú lapokból gépipari alkatrészek, fogaskerekek, golyóálló falak és ajtók készülnek.
Rétegelt furnér gerendák, épülettartók
A rétegelt furnérgerendák megnevezése LVL (Laminated Veneer Lumber), azaz rétegelt furnér épületfa. Bármilyen hámozott műszaki furnérból előállítható, de elsősorban fenyő és nyár fafajokból készül.
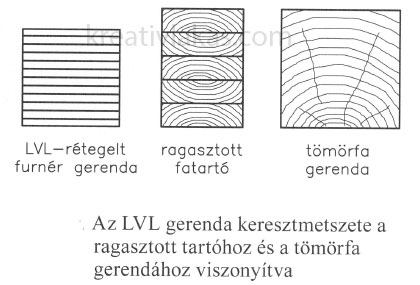
A 3 mm vastag furnérokat párhuzamos száliránnyal, fenol vagy poliuretán műgyanta ragasztóval, hőprésben ragasztják egymáshoz. így olyan nagy szilárdságú gerendákat, tartóelemeket lehet előállítani, amelyek teherbíró képessége meghaladja az azonos fafajú ragasztott tartókét vagy tömörfa gerendákét.
A termék további előnyei:
- A gyártás során a furnérlapokból a fahibákat kiejtik, majd a darabokat hossztoldják, így megszűnnek a belső feszültségek, a gerenda alaktartó és szilárd lesz.
- Gyengébb minőségű fafajok is hasznosíthatók (pl. nyár).
- Az alkalmazott műgyanta ragasztó- és adalékanyagok növelik az időjárás-, a gomba-és rovarállósságot.
- A gerendák hosszúsága akár 25 m is lehet.
Háromrétegű falemezek (falapok)
Tömörfa lécekből készülnek, ezért jellegükben közel állnak a természetes faanyaghoz. Minden réteget hossztoldott és táblásított lécek alkotnak. Az alaktartóság biztosítására a két borítóréteg száliránya merőleges a vastagabb középrész szálirányára . A ragasztás vízálló műgyanta ragasztóval történik. Alkalmazási területük a bútorgyártás.
Bútorlapok
A bútorlapok olyan, rendszerint háromrétegű tömörfa helyettesítő anyagok, amelyek egy középrétegből (magból) és kétoldali borításból épülnek fel. Az összes tömörfa helyettesítő anyag közül a bútorlapok a legrégebbiek. A magrész anyagának függvényében a bútorlapok lehetnek furnérbetétesek, lécbetétesek és takarék bútorlapok.
Olvasmány
Az agglomerált termékek forgácsaira aprított vagy rostjaira bontott faanyagból kötőanyag hozzáadásával, hőpréseléssel készülnek. Gyártásuk a 20. század közepén a műgyanta ragasztók megjelenésével kezdődött.
Gyártásához nyersanyagként felhasználhatók az alacsonyabb rendű vékony vagy hibás ipari rönkök, az ágfa, néhány termék esetén a kéreg és más lignocellulóz tartalmú anyagok (pl. nád), illetve a fűrész- és lemezipari hulladékok. A kötőanyag általában hőre keményedő műgyanta ragasztó (pl. fenol-formaldehid), speciális lapok esetén szervetlen anyag (cement vagy gipsz).
Olvasmány
Faforgács lapok
A faforgács lapok faaprítékból készülnek, amely lehet célforgács vagy hulladékforgács. Lényegében bármilyen tűlevelű vagy lombos fából előállíthatók. A len és kenderkóró aprítékából ragasztott forgácslapokat pozdorjának nevezzük. Ezek szilárdsága elmarad a faforgács lapokétól.
A forgácslapok vastagsága 6 és 38 mm közötti. Szerkezeti felépítésük alapján a faforgács lapok lehetnek egyrétegűek, háromrétegűek és folyamatosan rétegzettek. Gyártási módjuk alapján lehetnek síkpréselt lapok vagy dugattyúsán préselt lapok. A faforgács lapok többféle felületi bevonattal készülnek.
OSB lapok
Az irányított forgácsszerkezetű lapok (Oriented Strand Board) nagy felületű elemi forgácsból készülnek. A forgácsok a lap szomszédos rétegeiben egymásra merőleges száliránnyal rendeződnek. Szerkezetét tekintve tehát az OSB olyan faforgács lap, amely a rétegelt lemez-gyártás elvén készül.
A forgácsok hossza 75 mm, szélességük változó, vastagságuk 0,6 mm. A nyersanyag legnagyobb részt vékony erdeifenyő törzsekből áll, melyek erdőgyérítésekből kerülnek ki. A törzsön lehet fahiba, az ágfa is felhasználható. Forgácskészítés előtt a kérget eltávolítják, de kifejezetten padlólap rendeltetésű termékeknél a kéreg is felhasználható. A forgácslapokhoz képest az OSB lapokban lényegesen a kevesebb műgyanta ragasztó, mindössze 2,5%. Ezt a hőpréselésnél alkalmazott magas hőmérséklet és nyomás teszi lehetővé.
Az OSB lapok sűrűsége 640-660 kg/m3. Különböző vastagsági méretekben készülnek 6 és 25 mm között. Vannak csak száraz környezetben, valamint nedves körülmények között is használható, időjárásálló változatai.
Olvasmány
Farostlemezek
A farostlemezek elemi rostjaira bontott faanyagból, kötőanyag hozzáadásával vagy anélkül, hőprésben készülnek. Nyersanyagként bármilyen fafaj alacsonyabb rendű, gyérítésekből származó vékony rönkje, ágfája, fűrészipari darabos hulladéka, forgácsa és kérge is felhasználható. A kéregtartalmú lapok sötétebb, a kéregmentesek világosabb színűek (a kéregtartalom némileg csökkenti a lapok szilárdságát).
A farostlemezeket a gyakorlatban a sűrűségük alapján csoportosítjuk:
- Kis sűrűségű farostlemezek. 250-400 kg/m3 sűrűségű, 10-40 mm vastag lemezek. Fal- vagy födémborításként, hő- és hangszigetelési célokra alkalmazzák őket.
- Közepes sűrűségű farostlemezek (MFD). 650-850 kg/m3 sűrűségű, 3-40 mm vastag lemezek. A bútorgyártásban és a belsőépítészetben alkalmazzák őket.
- Nagy sűrűségű farostlemezek (HDF). Vastagságuk 2-8 mm, sűrűségük több, mint 850 kg/m3. Szintén a bútorgyártásban és a belsőépítészetben alkalmazzák őket.
A farostlemezek speciális adalékanyagok hozzáadásával víz- és időjárásállóvá, tűzállóvá tehetők.
Olvasmány
Parallam (furnércsíkokból préselt épületfa)
A parallam az agglomerált termékek csoportjában a legfiatalabb tömörfa helyettesítő anyag. Alapanyaga tűlevelű fafajok szíj ácsából hámozott műszaki furnér. Gerenda keresztmetszetűre préselt termék, amely a legnagyobb szilárdságú és keménységű faalapú építészeti anyag. Építőipari felhasználásával a tömörfa gerendákat, a ragasztott fatartókat válthatja ki. Ugyanakkora teher hordására alkalmas gerenda jóval kisebb keresztmetszetben gyártható, mint a tömörfa vagy a ragasztott fatartók.
A furnércsíkok szeletelése során a fahibákat kiejtik, az anatómiai irányok részben megszűnnek, ezért a késztermék megbízhatóan homogén szerkezetű, alak- és mérettartó lesz. A tömör faanyaghoz hasonlóan megmunkálható, szegezhető, csavarozható. Időjárás-, gomba- és rovarálló, amely tulajdonságait a műgyantának köszönheti.
Műszaki jellemzőknek nevezzük a faanyag fizikai, mechanikai és technológiai tulajdonságait. Ezek egymással összefüggésben állnak, és meghatározzák a fa felhasználási lehetőségeit. A műszaki tulajdonságok a faanyag szöveti és vegyi felépítéséből adódnak.
A sűrűség a faanyag legfontosabb fizikai tulajdonsága, univerzális jellemzője. Befolyásolja a többi fizikai tulajdonságot, a mechanikai és technológiai tulajdonságokat, meghatározza a különböző faszerkezetek tömegét. A sűrűség jele: p; mértékegysége: g/cm3 vagy kg/m3.
A fa olyan porózus, szilárd anyag, melynek szerkezetében mindig található valamennyi nedvesség és levegő. A szilárd részek mellett a víz és levegő jelenléte, mennyisége alapján a következő sűrűségtípusokról beszélünk.
Ezek:
- Abszolút száraz sűrűség (p0). Az abszolút száraz faanyag sűrűsége, ahol a faanyag nedvességtartalma u0 = 0%.
- Nedves sűrűség (pn). Tetszőleges u nedvességű faanyag sűrűsége.
- Légszáraz (normál) sűrűség (pl2). Az u = 12% nedvességű faanyag sűrűsége. Normál légköri viszonyok mellett, 20°C hőmérsékletű és 65% relatív páratartalmú levegőben mérhető.
- A tiszta sejtfal sűrűsége. A tökéletesen tömörített, pórusmentes faanyag sűrűsége, melyben sem levegő, sem nedvesség nem található. A faanyag rugalmassága miatt ez csak rövid ideig fenntartható állapot, és fafajtól függetlenül az értéke p = 1530 kg/m3.
A különböző fafajok sűrűségét csak azonos nedvességtartalom mellett szabad összehasonlítani, erre az abszolút száraz vagy a légszáraz sűrűséget szoktuk használni.
A sűrűséget befolyásoló tényezők
A faanyag sűrűségét számos tényező befolyásolja. Ezek a következők.
Fafaj, átlagos légszáraz sűrűségük alapján a mérsékelt égövi fafajok három csoportja:
- Nagy sűrűségű fafajok (p]2 > 700 kg/m3), pl. a gyertyán, bükk, akác, tölgy, eper, kőris.
- Közepes sűrűségű fafajok (p]2 = 550-690 kg/m3), pl. a szelídgesztenye, cseresznye, dió, juhar, vörösfenyő, tiszafa.
- Alacsony sűrűségű fafajok (p]2 < 550 kg/m3), pl. a hárs, fűz, luc-, jegenye-, erdei- és feketefenyő.
Nedvesség
A fa víztartalma lényegesen módosítja a sűrűséget. Nagyobb nedvességhez nagyobb sűrűség tartozik, de ez nem jelent „minőségi” sűrűségnövekvést. Ennek oka, hogy a nagyobb nedvesség rendszerint kisebb szilárdsághoz, keménységhez, kopásállósághoz vezet.
A faanyag törzsben elfoglalt helye
A sűrűség az élő fa keresztmetszete és hossza mentén egyaránt változik. A törzs belső részében található színes geszt mindig nagyobb sűrűségű, mint a szijács. A kéreg sűrűsége is változik: a belső, élő háncsrész mindig nagyobb sűrűségű, mint a külső héjkéreg. A háncs sűrűsége gyakran a törzsfáénál is nagyobb. Lazább, kisebb koronájú fafajoknál (pl. erdeifenyő, vörösfenyő) felfelé haladva a törzsfa sűrűsége folyamatosan csökken. Terebélyes koronájú fafajok esetén (pl. bükk, tölgy, lucfenyő) a törzsfa sűrűsége a korona alatti felső szakaszban ismét növekszik.
Olvasmány
Az évgyűrűk szélessége és a korai-késői paszta aránya. Magasabb a faanyag sűrűsége, ha nagyobb benne a tömör szerkezetű késői paszta aránya. Ez minden fafajra igaz. A két paszta aránya az évgyűrűk szélességétől és a termőhelyi körülményektől függ.
A nevelkedési (termőhelyi) körülmények. Minden fafaj esetén létezik egy ún. termelőhelyi optimum, amikor a legjobb minőségű, legsűrűbb faanyagot növeszti a fa. Idetartozik a faállományban elfoglalt hely, a hőmérséklet, a csapadék mennyisége, a napsütés intenzitása, a talaj típusa, tápanyagtartalma, kémhatása, a légtisztaság stb. Általában elmondható, hogy a zártállásban nevelkedő egyedek jobb minőségű, sűrűbb faanyaggal rendelkeznek, mint a szabadállásban vagy az erdőállományok perifériáján növekvő példányok.
Hőtágulás
A szilárd anyagok általános jellemzője, hogy felmelegedés hatására kitágulnak, lehűlésre pedig összehúzódnak. A hő okozta méretváltozásokat a hőtágulási együtthatóval (lineáris vagy térfogati) fejezzük ki, jele a. A lineáris hőtágulási együttható kifejezi, hogy a szilárd test egységnyi hosszmérete (lo = 1 m) mennyit változik (∆I) egységnyi hőmérsékletváltozás (∆T= 1K) hatására.
A fa hőtágulási mértéke különbözik a három anatómiai irányban: legnagyobb húrirányban, legkisebb szálirányban. A különböző fafajok hőtágulásai között nincs jelentős eltérés. A húr- és sugárirányú hőtágulási együttható néhány fémével megegyező nagyságrendű, a szálirányú pedig kb. 10-szer kevesebb.
Felmelegedés hatására a faanyag nedvessége csökken, emiatt elkezd zsugorodni. A felmelegedés ugyanakkor a száraz anyagban már hőtágulást okoz. Mivel a zsugorodás mértéke nagyságrendileg sokkal nagyobb, mint a hőtágulásé, a hő által okozott méretnövekedést gyakorlatilag elhanyagolhatjuk.
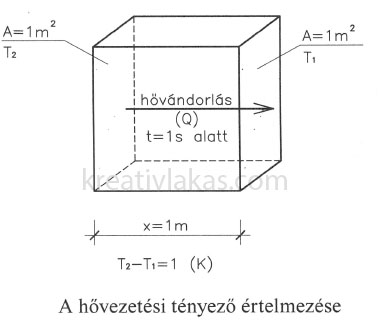
Hővezető képesség
Egy anyag hővezető vagy hőszigetelő képességét a hővezetési tényezővel (λ) jellemezhetjük. A hővezetési tényező kifejezi, hogy az anyag egységnyi keresztmetszetén (A = 1 m2), egységnyi idő alatt (t = 1 s) mennyi hő áramlik át két, egymástól egységnyi távolságra (x = 1 m) található felület között, ha a felületek közötti hőmérséklet-különbség egységnyi (∆T= 1 K).
Az alacsony hővezetési tényező jó hőszigetelő, a magas hővezetési tényező pedig jó hővezető képességre utal. A fa hővezetési tényezője nagyságrendekkel kisebb, mint a többi építészeti anyagé. Ebből következik, hogy a laza, porózus szövetű fafajok rosszabb hővezetők, mint a tömörebb szerkezetűek. Tehát a sűrűség csökkenésével jobb hőszigetelővé válik a faanyag.
Szálirányra merőlegesen a fa mintegy kétszer jobb hőszigetelő, mint száliránnyal párhuzamosan. A fa húrirányban némileg jobb hőszigetelő, mint sugárirányban.
A víz hővezetési tényezője kb. 2-4-szer nagyobb, mint a tömörfáé, és mintegy 20-szo-rosa a levegőének. Ebből következik, hogy minél alacsonyabb a faanyag nedvességtartalma, annál jobb hőszigetelő. A hőmérséklet emelkedésével romlik, csökkenésével javul a faanyag hőszigetelő képessége (a hővezetési tényező előbbi esetben nő, utóbbi esetben csökken).
A fa égési jellemzői
Magas hőmérsékleten a faanyag kémiai összetétele megváltozik, ezt termikus bomlásnak nevezzük. Ha ez a folyamat a levegő oxigénjének jelenlétében megy végbe, akkor égésről, ha a levegő kizárásával történik, akkor lepárlásról beszélünk.
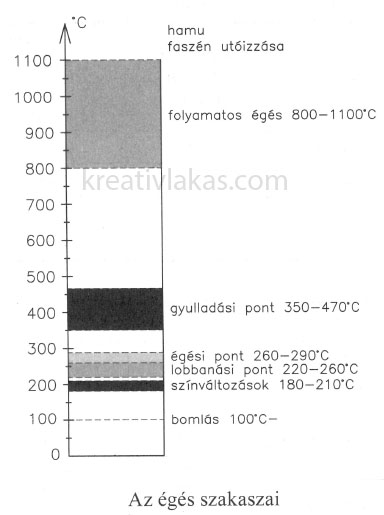
A levegő jelenlétében végbemenő termikus bomlás a következő szakaszokra bontható:
- 100°C felett elkezdődik a faanyag bomlása. Az illó- és könnyen bomló anyagok a vízgőzzel együtt távoznak. 120°C felett már mérhető a tömegveszteség.
- 180 és 210°C között a szín- és tömegváltozáson kívül nem következnek be jelentős változások a fatestben. Ennél magasabb hőmérsékleten viszont a bomlás jelentősen felgyorsul.
- 220 és 260°C között van a lobbanási pont. Ekkor már elég nagy mennyiségű gyúlékony szénhidrogéngáz szabadul fel a fatestből ahhoz, hogy szikra vagy nyílt láng hatására lángra lobbanhasson. Ezen a hőmérsékleten az égés még nem maradandó, csak külső lánggal tartható fenn. A pontos lobbanási hőmérséklet természetesen a fafajtól és annak nedvességtartalmától függ.
- 260 és 290°C között van az égési pont. Ezen a hőmérsékleten a korábban belobbant faanyag külső láng nélkül is tartósan ég, mivel a keletkező nagy mennyiségű gáz az égést folyamatosan táplálja.
- 350 és 470°C között van a gyulladási pont. Ekkor a faanyagból távozó éghető gázok külső lángforrás nélkül is meggyulladnak a levegő oxigénjének hatására.
- 800-1100°C a faanyag tartós, folyamatos égésének hőmérséklete.
- A szénhidrogéngázok teljes mennyiségének elégése után következik a láng nélküli égés, a faszén utóizzása.
- Az égési folyamat végén csak a hamu marad vissza, mely a faanyag szervetlen anyagainak összessége.
A faanyag éghetőségét az égési sebességgel jellemezhetjük. Ez kifejezi, hogy az égés során egységnyi idő alatt mekkora tömegveszteség következik be. További fontos égési jellemző a beégési sebesség, mely kifejezi, hogy egységnyi idő alatt hány mm-t halad előre az elszenesedés a fa vastagsága mentén (pl. az akácnál ez az érték 0,3 mm/perc, a lucfenyőnél 0,6 mm/perc, a nyárnál 0,8 mm/perc).
A sűrűség és szöveti felépítés együttes hatását tekintve a fafajokat éghetőség szempontjából négy csoportba soroljuk. Az alkalmazott faanyagoktól és kezelésektől függően a faalapú anyagok és termékek égési tulajdonságai jelentősen különbözhetnek.
Fizikai szempontból a hang olyan hullám, melyet egy rezgésben levő rugalmas test hoz létre (húr, membrán, levegőoszlop stb.) . A hanghullámokra jellemző fizikai paraméter a sebesség, az amplitúdó, a hullámhossz, a frekvencia stb.
Akusztikai szempontból valamely anyagot, így a fát is, a benne terjedő hanghullámok sebessége, az akusztikai ellenállás, a csillapodás, a hangelnyelés, a visszaverődés, a rezonancia alapján jellemezzük. A faanyag akusztikai tulajdonságainak fontos gyakorlati jelentősége van. Ilyen a fal- és padlóburkolatok hangszigetelő, hangelnyelő, hangvisszaverő képessége.
Az akusztikai tulajdonságok szoros kapcsolatban állnak a faanyag rugalmassági és sűrűségi jellemzőivel, ezért alkalmasak a fa sűrűségének, rugalmasságának, szilárdságának mérésére, egészségi állapotának vizsgálatára, rejtett hibáinak felkutatására.
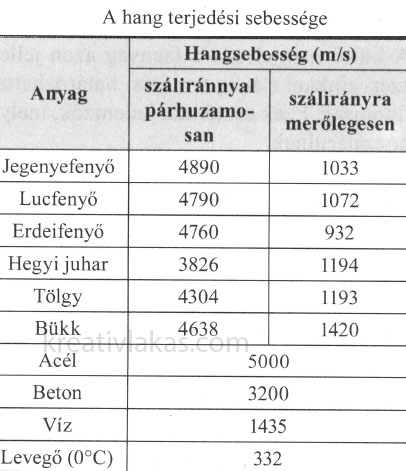
A fa hangvezető képessége
Az anyagok hangvezető képességét a hang, terjedési sebességével jellemezzük. A hang, terjedési sebességét alapvetően meghatározza a fafaj, azon belül pedig az anatómiai irány, a sűrűség, a nedvességtartalom és a fahibák.
A fa hangvezetési jellemzői a következők:
- Szálirányban a hang sebessége mintegy négyszerese a szálirányra merőleges értéknek; sugárirányban némileg nagyobb, mint húrirányban.
- Ugyanazon fafajon belül a sűrűséggel növekszik a hangterjedési sebessége. (Különböző fafajok közötti összehasonlításban ez nem érvényes.)
- A nedvességtartalom növekedésével nő a hangsebesség.
- A fahibák, betegségek szintén kedvezőtlenül hatnak a hangterjedési sebességére.
A fa hangszigetelő képessége
A hang terjedésekor súrlódás lép fel a hullám és a faanyag között. Ez az akusztikai ellenállás, melyet a faanyag kifejt a hang terjedésével szemben. A fában terjedés közben a hang gyengül, a hangenergia egy részét a faanyag elnyeli, és a hangerősséget csökkenti. Ezeket a tulajdonságokat hangelnyelésnek, illetve hangszigetelésnek nevezzük. A faanyag szerkezetétől függően nemcsak jó hangvezető, hanem jó hangszigetelő is lehet.
A hangszigetelés mértéke nagyban függ a sűrűségtől: minél lazább szövetű, porózusabb a faanyag, annál nagyobb mértékben képes elnyelni a hanghullámokat. A tömörfák hangelnyelési foka 3-20%. A különféle alacsony sűrűségű agglomérait termékeknél egyrészt megszűnik a szálirány, másrészt a hangelnyelő felület igen nagy az anyag porózussága miatt, így ezek lényegesen jobb hangelnyelő képességgel rendelkeznek, mint a tömörfák.
A sűrűségen kívül a hangelnyelési és hangszigetelési képességet a fanedvesség, az anyagvastagság, a hang frekvenciája és a szövetszerkezet is befolyásolja.
Melyek:
- A fanedvesség növekedése rontja a hangszigetelő képességet.
- Az anyagvastagsággal és a frekvenciával növekszik a hangelnyelő képesség.
- Az inhomogén szövetszerkezet rontja a hangszigetelési képességet.
A külső megjelenés a faanyag azon jellemzőinek összessége, melyeket különböző érzékszerveinkkel (látás, tapintás) határozhatunk meg. Ilyen a szín, a rajzolat, a fény, a szöveti finomság. Ezek esztétikai jellemzők, melyek a faanyag használati értékéhez nagymértékben hozzájárulnak.
A fa színe
A fa természetes színét sárga, vörös, barna árnyalatok határozzák meg. A sejtfal alkotóinak a színe minden fafaj esetén, ugyanaz (a cellulóz fehéres, a lignin vörösbarna). A sejtekben lerakódott járulékos- és festékanyagok miatt a szín fafajonként mégis különböző, a fehértől a feketéig számos árnyalatú lehet.
A mérsékelt égövi fafajok színskálája szűkebb, mint a trópusi fajtáké. Néhány mérsékelt égövi fafajnál is előfordulnak extrémebb színhatások (pl. a cseresznye zöldes, az akác zöldes, aranyló fénye, a szilva lilás árnyalata). A legélénkebb, illetve a legsötétebb színek a trópusi fafajokra jellemzők (pl. ében, paliszander, mahagóni, meranti).
Egy-egy fafaj színe nem egyöntetű, vagyis többféle színárnyalatból tevődik össze. A színes geszt sötétebb, mint a szijács (a színtelen geszt és a szijács színe között nincs eltérés). A késői paszta sötétebb színű, mint a korai paszta. Egyes fahibák (pl. a vaseresség) szintén megváltoztatják a fa természetes színét. A különböző termőhelyekről származó egyedek igen eltérő színűek lehetnek.
A külső károsító hatások lényeges színváltozást okozhatnak. A gombafertőzés, az élő fatörzs mechanikai sérülései, a hőmérsékleti szélsőségek álgesztesedést, és ezzel színbeli tarkaságot eredményeznek (pl. barnabélű kőris, álgesztes bükk, nyár stb.).
A beltérben használt faanyag színe a napfény és levegő hatására mélyül, ha eredetileg világosabb árnyalatú volt, és fakul, ha sötétebb árnyalatú volt. Egyes fajok színe csak a döntést követő száradás után alakul ki (pl. az éger).
A különféle fafeldolgozási technológiákhoz is lényeges színváltozás kapcsolódik. A gőzölés markáns színmélyülést, illetve a felületek színbeli tarkaságának kiegyenlítését okozza: a fehér színű bükk vörössé, a zöldes, aranybarna akác sötétbarnává, a csíkozott dió egyöntetű barnává változik stb. A felületkezelő anyagok (műgyanta lakkok, természetes filmképzők) szintén mélyítik a felületek színét. A természetes szín, pácolással, fehérítéssel teljesen megváltoztatható.
A fa rajzolata
Rajzolatnak nevezzük a makroszkópos szerkezeti részek által a faanyag felületein létrehozott jellegzetes mintázatot. A rajzolat leginkább szembeötlő részét az évgyűrűk ívei adják.
A vágási iránytól, tehát az anatómiai metszettől függően a fa rajzolata háromféle lehet:
- A bütün az évgyűrűk koncentrikus (vagy excentrikus) körívek formájában helyezkednek el, de fafajtól függően hullámosak is lehetnek. A bélsugarak az évgyűrűk ívére merőleges, hosszú, világosabb színű, sugárirányú vonalakként vehetők észre.
- A sugármetszeten az évgyűrűk párhuzamos csíkos-vonalas, ún. frízes rajzolatot hoznak létre. A bélsugarak kisebb-nagyobb méretű fényes pöttyök, foltok vagy az évgyűrűk vonalára merőleges csíkok, sávok formájában jelennek meg (bélsugártükrök).
- A húrmetszeten az évgyűrűk parabolikus, lángnyelvszerű, ún. flóderos rajzolatot alkotnak. A bélsugarak hosszanti, alacsonyabb-magasabb, sötétebb színű vonalak vagy orsó alakú vonalkák formájában jelennek meg.
A fa rajzolata természetesen nem csak a vágási iránytól, hanem a fafajtól is függ. A rajzolatot kialakító makroszkópos szerkezeti részek nem minden fafaj esetén láthatók egyforma mértékben:
- A tűlevelűek rajzolata igen egyszerű, de határozott: az évgyűrűk színben eltérő korai és késői pasztái hozzák létre.
- A gyűrűslikacsú lombos fák szintén határozott, markáns rajzolattal rendelkeznek, amit az évgyűrűk pasztáinak eltérő színe és porózussága okoz.
- A szórtlikacsú lombos fák rajzolata általában kevésbé markáns. Vannak kifejezetten elmosódott, semleges rajzolatú fafajok, melyeknél még az évgyűrűhatárok is nehezen vehetők ki (hárs, nyár, éger). Más szórtlikacsúak esetén az évgyűrűhatárok többé-kevésbé láthatók, a pászták színben elkülönülnek egymástól (bükk, dió, juhar). Ezek határozottabb rajzolatú fafajok.
A makroszkópos szerkezeti részeken túl a fa rajzolatának kialakításában a fahibáknak is jelentős szerepük, lehet. Ilyen fahiba a csomorosság, a fodrosság, a csavartrostúság (pl. a mahagóni, okúmé csavarodott rostkötegei), a göcsösség (főleg a tűlevelűeknél), a hullámos évgyűrűszerkezet (pl. gyertyán, vörösfenyő). Ezek a szöveti sajátosságok egyedivé teszik az adott faanyagot, így növelik az esztétikai értékét.
A fa fénye
A természetes fafelületek általában mattak, de vannak jellegzetesen fényes felületű fafajok (ilyen az akác, a szilva, a mahagóni stb.). Legnagyobb mértékben a vágási irány befolyásolja a fényt: a sugármetszeti felületek a legfényesebbek a bélsugártükrök csillogása miatt. A bélsugarakban elraktározott keményítőszemcsék átvágása ugyanis selymes fényt kölcsönöz a felületnek.
A keresztmetszet a legmattabb felület. A fa természetes fényének gyakorlati jelentősége azért nincs, mert a fatermékek felületeinek fényét a felületkezelés (lakkozás, viaszolás, olajozás, politúrozás) határozza meg.
Mechanikai tulajdonságoknak nevezzük a fának külső erők alakváltoztató hatásával szemben tanúsított ellenálló képességét. Mechanikai tulajdonságai alapvetően meghatározzák a faanyag műszaki felhasználhatóságát.
A fa mechanikai tulajdonságai két csoportba sorolhatók: rugalmassági és szilárdsági jellemzőkre. A fa egyik legfontosabb műszaki jellemzője, hogy viszonylag alacsony sűrűsége (súlya) mellett magas szilárdsággal és nagyfokú rugalmassággal rendelkező anyag, mely széles körű felhasználási lehetőségeket biztosít. Ez teszi lehetővé többek között azt, hogy az építő-, gép- és járműipar felhasználja.
A fa rugalmassága
A rugalmasság a szilárd anyagok azon tulajdonsága, hogy külső erő hatására képesek megváltoztatni, a terhelő erő megszűnése után pedig vissza tudják nyerni eredeti alakjukat és méretüket. Annál rugalmasabb egy anyag, minél nagyobb deformációt képes elviselni maradandó alakváltozás nélkül. A fa rugalmas anyag. A külső erőhatás alól felszabadulva a fa részben visszanyeri eredeti méreteit.
A rugalmasság fontos jellemző a fa mechanikai megmunkálása, hámozása és hasítása, valamint hajlítása során. A rugalmasság a faanyag tömörítésénél is fontos jellemző. Tökéletesen pórusmentes faanyag, ún. tiszta sejtfal csak elméletben, illetve csak rövid időre állítható elő.
Igénybevétel, alakváltozás
A fából készült anyagokat, elemeket felhasználási helyüknek megfelelően különböző jellegű és mértékű erőhatások, igénybevételek érik. Ezek az igénybevételek a faelemek különféle alakváltozásait okozzák.
Egyszerű igénybevétel a húzó, a nyomó, a hajlító, a nyíró és a csavaró igénybevétel. Igénybevétel okozta alakváltozás a megnyúlás, az összenyomódás, a behajlás, az elcsúszás, a csavarodás. Ezek az erőhatás mértékétől függően kétfélék lehetnek.
- Rugalmas alakváltozás. A faelem a külső erő alól felszabadulva visszanyeri eredeti alakját és méreteit.
- Maradó alakváltozás. A faelem az igénybevétel megszűnése után már nem nyeri vissza eredeti formáját és méreteit.
Az igénybevétel lehet statikus, ha a külső erő nagysága időben állandó, vagy időegység alatt és felületegységre vetítve egyenletesen növekvő. Dinamikus az igénybevétel abban az esetben, ha hirtelen, lökésszerűen éri a faelemet (ilyen pl. az ütő-hajlító igénybevétel).
A fa rugalmasságát befolyásoló tényezők
- Fafaj. Ez határozza meg legnagyobb mértékben a rugalmasságot. Általánosságban elmondható, hogy a kemény lombos fák a legrugalmasabbak, nem sokkal maradnak el ezektől a tűlevelűek, és a legkevésbé rugalmasak a lágy lombos fák. Kiemelkedően rugalmas faj a bükk, a gyertyán, a kőris, a vörösfenyő.
- Sűrűség. Ugyanazon fafajon belül a növekedésével a rugalmasság is növekszik.
- Anatómiai irányok. A faanyag rostirányú rugalmassága többszöröse a szálirányra merőleges terhelésnél mérhető rugalmasságnak.
- Nedvességtartalom. Növekedésével a kötött víz tartományában a rugalmasság csökken. A szabad víz tartalma már nem befolyásolja a rugalmasságot.
- Hőmérséklet. A faanyag rugalmassága 20°C-on a legnagyobb. A hőmérséklet emelkedésével a rugalmasság egyre csökken, 100°C-on az eredeti értéknek már csak mintegy 60%-át teszi ki.
- Évgyűrűszerkezet és fahibák. A sűrű, egyenletes évgyűrűszerkezet növeli a faanyag rugalmasságát, a fahibák pedig csökkentik azt.
Olvasmány
A fa szilárdsága
Amikor egy elemre valamilyen igénybevétel hat, a külső erő alakváltoztató hatásának ellensúlyozására az elemben belső erők ébrednek. A külső erőhatás növekedésével együtt a belső erők mértéke is növekszik. A belső erők fellépése a faelemben feszültséget okoz. Feszültségnek nevezzük a belső erők felületegységre jutó nagyságát
- Szilárdság. Az anyag különböző igénybevételekkel (nyomással, húzással, hajlítással, nyírással stb.) szembeni ellenállása. Ha az igénybevétel nagyobb feszültséget okoz, mint az adott anyag részecskéit összetartó erő, az anyag szerkezete megbomlik: eltörik, elszakad, elreped stb. A különböző igénybevételeknek megfelelő szilárdság az a feszültség, amelynél ez bekövetkezik.
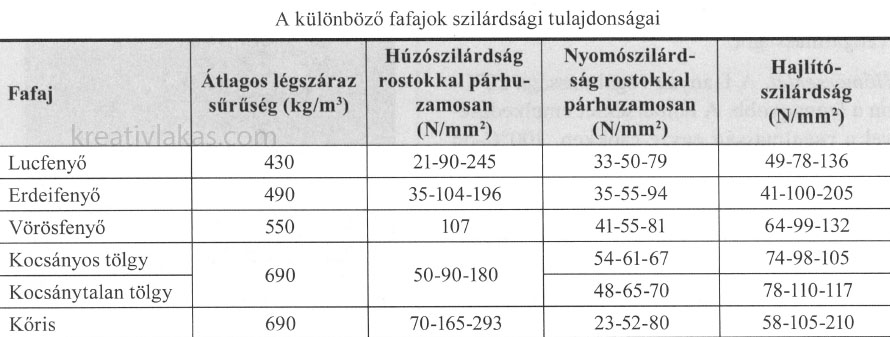
- Húzószilárdság (szakítószilárdság). A fa száliránnyal párhuzamosan mért húzószilárdsága 20-30-szorosa a rostokra merőleges értéknek. A göcsök, a hullámosság és az egyéb fahibák csökkentik a faanyag húzószilárdságát.
- Nyomószilárdság. A fa száliránnyal párhuzamosan mért nyomószilárdsága többszöröse (5-7 szerese) a rostokra merőleges értéknek. Legalacsonyabb a lágy lombos, legmagasabb a kemény lombos fák nyomószilárdsága.
- Hajlítószilárdság. Hajlító igénybevétel esetén a faanyag keresztmetszetében kétféle feszültség jön létre: a nyomóerőhöz közelebb eső (homorú) oldalon nyomófeszültségek, a másik oldalon pedig húzófeszültségek ébrednek. A nyomott és húzott rész határán helyezkedik el az ún. semleges réteg, melyben a feszültség értéke zérus. Minél távolabb esnek a szálak a semleges rétegtől, annál nagyobbak a bennük ébredő feszültségek. A fa hajlítószilárdsága hosszanti rostirány esetén nagy, más irányokban gyenge. A fahibák jelentősen ronthatják a faanyag hajlítószilárdságát.
- Nyírószilárdság. Nyíró igénybevételről beszélünk akkor, ha a külső erő a nyírt felület (metszet) mentén az alkatrész két részét egymáshoz képest elcsúsztatni igyekszik. A nyírószilárdság értéke a rostokra merőlegesen 3-4-szer nagyobb, mint azokkal párhuzamosan. A legnagyobb értéke 8%-os nettó fanedvességnél mérhető.
A fa szilárdságát befolyásoló tényezők
A fa inhomogén és anizotrop anyag, ezért szilárdsági és más mechanikai jellemzőit (keménység, kopásállóság) szöveti felépítése és külső paraméterek is befolyásolják. A szilárdságot befolyásoló elsődleges tényező a fafaj. Ugyanazon fafajon belül pedig a sűrűség, az anatómiai irány, a nedvességtartalom, a fahibák, a kémiai összetétel (pl. a gyantatartalom), a terhelés ideje, a fa egészségi állapota, a hőmérséklet.

A szilárdságot befolyásoló tényezők:
- Sűrűség. Ugyanazon fafajon belül a sűrűség növekedésével a faanyag szilárdsága is nagyobb lesz.
- Fafaj. Minden fafajta esetén meghatározható egy adott igénybevételhez tartozó átlagos szilárdság. A termőhelytől, klimatikus viszonyoktól, a fatörzsben elfoglalt helyzettől függően azonban a sűrűség, és ezáltal a szilárdság értéke igen tág határok között változhat.
- Anatómiai irány. Az igénybevételek többségénél a száliránnyal párhuzamos terheléshez tartozó szilárdság sokszorosa a szálirányra merőleges szilárdságnak. így húzásra, nyomásra, kihajlásra sokkal jobban terhelhető a faanyag száliránnyal párhuzamosan, mint arra merőlegesen. Vannak azonban olyan igénybevételek is, melyeknél a száliránnyal párhuzamos terhelés eredményezi a kisebb szilárdságot, ilyen például a nyírás.
- Nedvességtartalom. A nedvességtartalom növekedésével csökken a faanyag szilárdsága. A legszilárdabbnak az abszolút száraz faanyag tekinthető. Kivételt képez a nyírószilárdság, melynek értéke 8%-os nedvességtartalom esetén a legnagyobb.
- Fahibák. A göcsök, a hullámos vagy csavarodott rostok, a görbeség csökkentik a szálirányú húzó- és nyomószilárdságot, a hajlítószilárdságot.
- Kémiai összetétel. A tűlevelűek magas gyantatartalma növeli a sűrűséget, ezzel a szilárdságot is, ugyanakkor a rugalmasságot csökkenti. A színes geszt a sejtekbe berakódott gesztanyagok miatt szilárdabb, de kevésbé rugalmas, mint a szijács.
A fa keménysége
A keménység az anyag felületi szilárdsága. Azzal az ellenállással jellemezzük, amelyet a szilárd anyag kifejt egy másik, keményebb anyag behatolásával szemben.
A gyakorlatban a faanyag jellemzőjeként a sűrűség helyett gyakran a keménységet használjuk. Puhafát, kemény fát és középkemény fafajokat különböztetünk meg egymástól. A gyakorlati felhasználások során a keménységnek fontos szerepe van ott, ahol a fafelületek fokozott igénybevételnek, kopásnak vannak kitéve (pl. padló- és útburkolatok, lépcsők, küszöbök, munkafelületek, csúszólécek stb. esetén).
A fa keménységének mérésére több hasonló elven működő eljárás létezik, melyek mindegyike a fa keményebb anyag benyomásával szemben kifejtett ellenállását veszi alapul. A legismertebb eljárás a Brinell-Mörath-féle módszer.
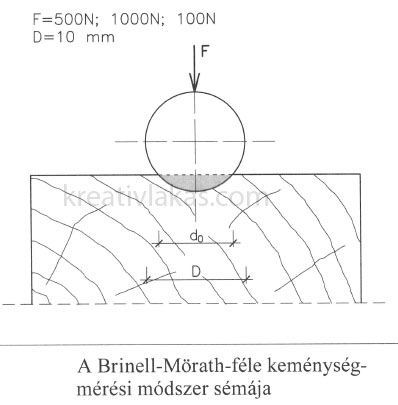
A Brinell-Mörath-féle mérési módszerrel egy 10 mm átmérőjű acélgolyót meghatározott erővel a fa próbatest (50x50x50 mm) felületébe nyomnak.
A Brinell-Mörath-féle mérési módszer több hibalehetőséget is hordozhat magában. Egyes széles évgyűrűk esetében az acélgolyó 10 mm-es átmérője túl kevés, ráadásul a bütüfelületen hasítóhatást is kifejt. A benyomódási kör átmérőjének mérése (d) is pontatlan lehet, főleg ha a mélyedés nem szabályos kör, hanem ellipszis alakú. A háromféle nyomóerő alkalmazása a különböző fafajok közötti összehasonlítást teszi bizonytalanná.
A Janka-féle mérési módszernél egy 11,128 mm átmérőjű acélgolyót pontosan a feléig a próbatest felületébe nyomunk.
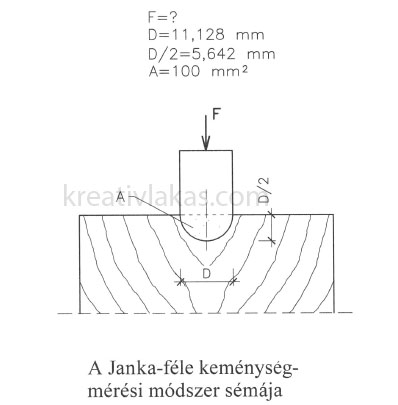
A benyomódott felületet ismerjük, így a benyomódáshoz szükséges erőt mérjük. A Janka-féle keménységet is az erő és a felület hányadosaként számoljuk. Az eljárás hátránya, hogy nagy a benyomódási mélység, így hasító hatás jelentkezik.
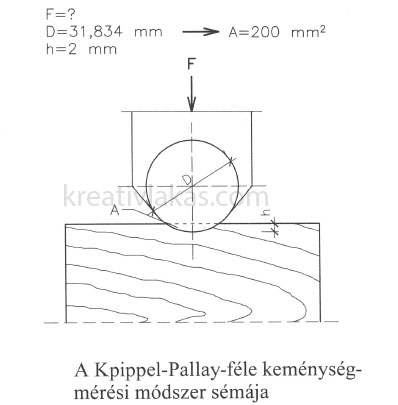
A Krippel-Pallay-féle módszer lényege, hogy a 31,834 mm átmérőjű acélgolyót 2 mm mélységig nyomjuk az anyagba. Így a 200 mm2 felületen fejtjük ki a nyomóerőt, amelyet külön mérünk. A keménységet az erő és a felület hányadosaként kapjuk.
A nagyobb sűrűségű fafajok rendszerint keményebbek is, valamint a faanyag száliránnyal párhuzamos bütükeménysége legalább kétszerese a szálirányra merőleges keménységnek.
Olvasmány
Magasabb sűrűségű tömörfához vagy tömörfa helyettesítő anyaghoz nagyobb szeg- és csavarállóság tartozik. A nedvesebb faanyag szeg- és csavarállósága nagyobb. Tömörfánál száliránnyal párhuzamosan mindig kisebb a szeg- és csavarállóság, mint szálirányra merőlegesen.
Faforgács lapok esetén a lappal párhuzamos (élbe ütött vagy behajtott) szeg- és csavarállóság mindig kisebb a lapra merőleges értéknél. A közepes sűrűségű forgácslapok, valamint a cement- és gipszkötésű lapok szeg- és csavarállósága alulmúlja a tömörfáét. A lappal párhuzamos és lapra merőleges értékek között nincs számottevő különbség.
A faanyag kopásállósága
Ha a faanyag felülete súrlódásnak van kitéve, kopást szenved. A kopásállóság szoros összefüggésben áll a felületek szilárdságát kifejező keménységgel. Mindkét mechanikai tulajdonságnak ott van jelentősége, ahol a fafelületek fokozott igénybevételnek vannak kitéve: padló- és útburkolatok, lépcsők, küszöbök stb. esetén.
A kopásállóság kifejezhető a felület elhasználódásakor bekövetkező tömeg-, térfogat- vagy vastagsági veszteséggel. Meghatározása többféle módszerrel lehetséges (homokfúvásos eljárás, csiszolásos eljárások).
A kopásállóság mértékegysége vastagsági csökkenésnél mm/100 fordulat, tömegveszteségnél g/100 fordulat. A kopásállóság egyszerűbb kifejezésére a különböző fafajokat a bükkhöz hasonlítjuk úgy, hogy a bükk kopásállóságát egységnyinek tekintjük. A viszonyszámok jól szemléltetik, hogy a legsűrűbb és a legkeményebb mérsékelt égövi fafajok közé tartozó akác és gyertyán egyben a legjobb kopásállósággal is rendelkezik. A kötött és szabad víztartalom növekedése egyaránt csökkenti a kopásállóságot.
A faanyag természetes szárítása szabad térben (szabad levegős szárítás), megfelelően kialakított máglyaterekben történik. A környezet paramétereit a meteorológiai körülmények adják. A mérsékelt övezetben a természetes szárítással elérhető egyensúlyi nedvességtartalom 12-18%. A természetes szárítással általában nem érhető el a kívánt nedvességtartalom, ezért mindenképpen követi egy mesterséges szárítási eljárás.
A máglyák helyes felépítése biztosítja a faanyag egyenletes száradását és a száradási hibák (vetemedések, repedezések) megelőzését. Többféle máglyázási technológia létezik, alapelveik viszont megegyeznek. Alapvető szabály, hogy egy máglyába csak azonos fafajú és vastagságú faanyag kerülhet.
A természetes szárítás hosszadalmas folyamat. Időtartama a korábban említett tényezőktől függően 3 és 10 hónap között változik.
A faanyag természetes száradásának időszükségletei
[table id=77 /]
A természetes szárítás előnyei:
- Kíméletes, egyenletes száradást biztosít, amely során minimálisra csökken a repedések és vetemedések kialakulásának esélye.
- Nincs szükség szárítóberendezésre, nem igényel energia ráfordítást.
- Hátránya:
- A folyamat az időjárás miatt kevésbé irányítható.
- A száradás folyamata lassú, hosszadalmas.
Olvasmány
Hagyományos máglyák
A hagyományos (szekrényes) máglyákat szabványos méretű betontuskókra építik. A tuskókon vasbetonból vagy egészséges fából készült (min. 15*15 cm keresztmetszetű) keresztgerendákat helyeznek el. Ezekre kerül a faanyag legalsó sora, melynek talajtól mért távolsága min. 40 cm. A máglya belsejében mindig nagyobb a légnedvesség, ezért a vízszintes sorokat úgy alakítják ki, hogy a máglya közepe felé haladva a faanyagok közötti hézagok egyre nagyobbak.
Ez biztosítja az optimális légcsatornákat, ezzel együtt a levegő áramlását. Az egymás fölötti sorok közé egyenlő vastagságú hézagléceket kell helyezni, egymástól max. 1,00 m távolságra. Az egyes rétegekben lévő lécek pontosan egymás fölött helyezkednek el. A máglya magassága a rakás módjától függ: kézi máglyázásnál max. 3,00 m, gépi esetén max. 6,00 m. A kész máglyát ferde tetővel kell letakarni, mely a faanyagot a csapadéktól és a közvetlen napsütéstől is védi.
Egységrakatos máglyák
Az egységrakatos máglya abban különbözik a szekrényes máglyától, hogy egy máglya több egymásra helyezett, külön-külön mozgatható egységrakatból áll. Az egységrakatok kialakításakor a faanyagok közötti távolságot nem növelik a rakat belseje felé haladva.
Ezúttal ugyanis nem a légcsatornák kialakítása a cél, mivel ezt a módszert a kombinált, természetes és mesterséges szárítás esetén alkalmazzák. A fő szempont itt az, hogy az egységrakatok mozgathatók legyenek, és méreteik a szárítókamra méreteihez igazodjanak! Két egymásra helyezett egységrakat közé min. 10*10 cm keresztmetszetű alátétfákat tesznek, így a targoncák villái beférnek.
Rakodólapos máglyák
Rakodólapos máglyákat rendszerint bútorlécek és parkettafrízek természetes szárításánál alakítanak ki. A kisméretű máglyák alá helyezett rakodólap a szállítást segíti elő.
Olvasmány
Konvekciós szárítók
A konvekciós szárítók a faanyagok mesterséges szárítására alkalmazott szárítóberendezések. A faanyag felületeivel érintkező szárítóközeg levegő-vízgőz keverék, mely ventillátorokkal működtetve folyamatosan áramlik. A légáramlás eltávolítja a nedves (telített) levegőt, és helyébe alacsonyabb nedvességtartalmút szállít.
A légcsere egy csappantyún keresztül zajlik. A magas hőmérsékletű szárítóközeg a faanyaggal érintkezve felmelegíti annak felületeit, így a száradás mindig a külső rétegekben kezdődik el. Az anyag közepe csak lényegesen később melegszik fel, így nedvessége a szárítás teljes időtartama alatt magasabb lesz, mint a felületeké. A szárítás időtartama a kezdeti nedvességtartalomtól függően 3 és 45 nap között változik.
A szárítás folyamata három szakaszra bontható:
- I. szakasz: felfűtés. A szárítási folyamat kezdetétől a szárítási hőmérséklet eléréséig tart. A hőmérsékletet fokozatosan kell növelni. A hőmérséklet-tartomány 30 és 100°C, a páratartalom 20 és 100% között szabályozható. A felmelegítés időtartama annyi óra, amennyi a faanyag cm-ben kifejezett vastagsága (pl. 50 mm = 5 cm vastag pallók esetén a felfűtési idő 5 óra). A faanyag száradása itt még nem kezdődhet el, ezért ebben a szakaszban a levegő folyamatosan telített állapotban van.
- II. szakasz: száradás. A szárítási hőmérséklet elérésétől a végső nedvességtartalom kialakulásáig tart. A fanedvesség értékének függvényében három különálló fázisra osztható:
- 1. fázis. A kezdeti nedvességi állapottól addig tart, amíg a felületek elérik a rosttelítettségi határt. Ez a szárítás legkritikusabb szakasza: túl magas hőmérséklet vagy túl száraz levegő hatására a felületek túl gyorsan száradnak, és ekkor megszakadhat a belső víztartalom felületek felé való áramlása.
- 2. fázis. A rosttelítettségi határ elérésével kezdődik, és addig tart, amíg a felületek elérik a szárító levegő paramétereinek megfelelő egyensúlyi nedvességet (a faanyag belsejének még magasabb a nedvességtartalma). Ebben a fázisban a szárítás menete felgyorsítható (a hőmérséklet növelésével és a relatív páratartalom csökkentésével).
- 3. fázis. A keresztmetszet belsejében is kialakul a végső egyensúlyi fanedvesség.
- III: szakasz: kiegyenlítés. A száradási szakasz végén a rakatokban és az egyes faanyagok vastagsága mentén a nedvesség nem egységes. A kiegyenlítés során a szárítókamrában növekszik a levegő páratartalma, és csökken a hőmérséklete. Ezáltal a túlszárított felületi rétegek nedvességet vesznek fel, az esetleg túl nedves belső részek viszont tovább tudnak száradni. Ezzel kiegyenlítődik a faanyag nedvességtartalma, és megszűnik (vagy minimálisra csökken) az a veszély, hogy a belső feszültségek miatt károsodjon a faanyag.
A konvekciós szárításnál előforduló száradási hibák:
- Kérgesedés. Belső repedésekhez vezet a bélsugarak mentén.
- Sejtzsugorodás. A legsúlyosabb száradási hiba. Túl intenzív szárítás hatására a sejtüregekből gyorsan távozó szabad víz helyére nem kerül elég gyorsan levegő, a szomszédos sejtek nyomása összeroppantja a sejtfalakat.
- Teknősödés. Húrmetszésű faanyagnál fordulhat elő, ha a szárítás nem egyenletes a faanyag két lapján.
- Elszíneződés. Magas hőmérséklet hatására a nagy lignin- és csersavtartalmú fafajok színe jobban sötétedhet.
- Gyantakiválás. A magas gyantatartalmú tűlevelű fajoknál fordul elő. 80°C-nál magasabb hőmérsékleten a gyanta megömlik, és a faanyag alsóbb rétegeibe szivárog.
Kondenzációs szárítók
A kondenzációs szárítás egy zárt rendszerben végzett, konvekciós elven működő folyamat. A konvekciós szárítókhoz hasonlóan a szárítóközeg itt is levegő, mely a fafelületekhez szállítja a meleget, és elviszi onnan a párát. A különbség az, hogy a rakaton már átáramlott, meleg és nedves levegő nem távozik el a rendszerből, hanem egy szárítóaggregáton keresztül átvezetve ismét visszakerül a kamrába.
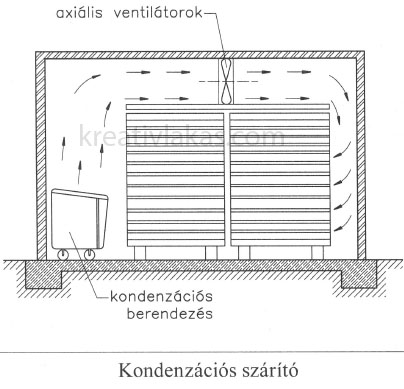
A szárítóaggregát legfontosabb része a hűtő hőcserélő. Ennek első szakasza a „hűtő”, melyen áthalad a kamrából kilépő meleg és nedves levegő. A hűtés hatására a légnedvesség jelentős része kondenzvíz formájában kicsapódik, és elvezethető. A lehűtött, száraz levegő továbbáramlik, és a hőcserélő második, „meleg” szakaszán ismét felmelegszik, majd visszakerül a szárítókamrába.
A szárítási folyamat teljesen automatizált. A szárítás 25-50°C hőmérséklet-tartományban zajlik. A kondenzációs szárítás hátránya, hogy lassú folyamat, a felfűtési idő például 1-3 nap. Előnye viszont, hogy az alacsony hőmérséklet és a lassú folyamat miatt a száradás rendkívül kíméletes, nem jönnek létre káros feszültségek.
Olvasmány
Vákuumszárítók
A vákuumos szárítás azon a fizikai elven működik, hogy minél kisebb a légköri nyomás, annál alacsonyabb a víz forráspontja. Ezt alapul véve, alacsony nyomáson jóval alacsonyabb hőmérséklet mellett megy végbe a száradás. A vákuumszárítókban a faanyag felmelegítését nem levegő biztosítja, hanem a felületekkel közvetlenül érintkező fűtőlapok.
A vákuumszárítás folyamata négy szakaszra bontható:
- szakasz: felfűtés.
- szakasz: vákuum létrehozása.
- szakasz: kondenzáció.
- szakasz: kondenzvíz elvezetése.
A vákuumos módszer az alacsonyabb hőmérsékletnek köszönhetően a konvekciósnál is kíméletesebb száradást biztosít, ezért különösen előnyös a parkettagyártásban. A kezdeti nedvességtartalomtól függően a szárítás időtartama ez esetben 3-9 nap.
A vákuumszárítás hátránya, hogy csak olyan egyedi kialakítású (henger alakú) tartályokban végezhető a szárítás, amelyek 900 N/cm2 falfelületi nyomást is kibírnak. Ez rendszerint jelentős költségekkel jár.
Olvasmány
Faanyagok gőzölése
A faanyagok gőzölésének célja többféle lehet:
- A műszaki tulajdonságok javítása. Főleg a bükk és akác faanyagok esetén a gőzölés hatására kiegyenlítődnek a növekedésből származó belső feszültségek, így a belőlük készült parketták és egyéb fa alkatrészek kevésbé vetemednek, repedeznek. Javul a szilárdság, megmunkálhatóság, tartósság. A gőzölt faanyag könnyebben szárítható, telíthető.
- Esztétikai. Gőzölés hatására minden fafaj színe sötétedik. Egyes fafajok esetében a színbeli tarkaság megszüntetésére alkalmazzák: a sárgászöldes akác vagy a szürkés csíkozottságú dió színe egyaránt sötétbarnára mélyül. Gőzölés hatására a bükk egyébként nagyon esztétikus fehér színe rózsaszínre változik (vörös bükk). A gőzölés a faanyag teljes keresztmetszetében színváltozást idéz elő.
- Fertőzések megszűnt etetése. A rovarok lárvái és a legtöbb farontó gombafajta 50-60°C-nál magasabb hőmérsékleten elpusztul.
- Technológiai. A rönköket furnérkéselés vagy hámozás előtt, a tömörfa alkatrészeket hajlítás előtt, a forgácsokat rostosítás előtt (farostlemez gyártásnál) gőzölik. Magas hőmérséklet és légnedvesség együttes hatására a faanyag ideiglenesen képlékeny anyaggá alakul.
A repedések elkerülése érdekében biztonsággal gőzölni csak a rosttelítettségi határnál magasabb nedvességtartalmú faanyagot szabad, illetve optimálisan az élőnedves fát lehet.
A gőzölés hőszigetelt falú, légmentesen záródó gőzölő aknában, -harangokban vagy -kamrában történik, gőzölési menetrend alapján. A 100°C feletti hőmérsékleten történő gőzölést speciális nyomásálló gőzölőhengerekben végzik.
A gőzölés három szakaszra bontható:
- szakasz: felfűtés.
- szakasz: gőzölés.
- szakasz: lehűtés.
A gőzölési menetrend szakaszonként meghatározza a folyamat időtartamát és hőmérsékletét.
Mindkét paraméter a gőzölt anyag fafajától, vastagságától és a gőzölési céltól függ:
- A gőzölési hőmérséklet fafajtól függően 40-100°C lehet.
- A gőzölési idő 20 és 140 óra között változik, ez magába foglalja a felfűtéshez, gőzöléshez és lehűtéshez szükséges időt.
- A levegő relatív páratartalmának hőmérséklettől függetlenül minden esetben 100%-nak kell lennie.
Az előforduló gőzölési hibák:
- Repedezéseit. A gőzölt faanyag nedvessége a rosttelítettségi határnál alacsonyabb, vagy túl gyors a felmelegedés a felfűtési szakaszban.
- Egyenetlen elszíneződés. A gőz eloszlása nem egyenletes, vagy a gőzölt faanyag nedvességtartalma változó.
- Túlzott elszíneződés. Túl hosszú a gőzölési idő vagy túl magas a hőmérséklet.
A faanyagok magas hőmérsékleten végzett hőkezelése
A faanyag legújabb keletű termikus kezelése, melyet a skandináv országokban fejlesztettek ki. Alapját az a favédelmi módszer jelenti, melyet őseink évszázadokon át használtak: a faanyagok külső felületeinek elszenesítésével olyan védő szigetelőréteg jön létre, amely a faelemet a biológiai károsítóktól és a tűztől is védi. A mai korszerű hőkezelt tömör faanyag fakereskedelemben használt megnevezése „thermowood”.
A hőkezelés egy zárt nyomásálló tartályban történik, 190-210°C-os hőmérsékleten. Ezzel a speciális eljárással a faanyag teljes keresztmetszetét kezelik, és hatására megváltozik a sejtfalak szerkezete. Ennek következtében már nem vesznek fel és nem adnak le vizet, tehát a fa nem dagad vagy zsugorodik, nem repedezik és vetemedik. Ezzel a faanyag rendkívül tartóssá és időjárásállóvá válik: védőszeres kezelés nélkül bármilyen kültéri felhasználásra alkalmas (kültéri falburkolatok és járófelületek, épületszerkezetek). A hőkezelt faanyagokat elsősorban a kültéri burkolatoknál alkalmazzák.
A hőkezelt faanyag színe jelentősen mélyül (pl. a hőkezelt erdeifenyő sötét vörösbarnára változik), mégpedig a faanyag teljes keresztmetszetében. Az eljárás hátránya, hogy a hőkezelt faanyag ridegebb lesz, könnyebben hasad, és nehezebben megmunkálható, mivel a rostok a könnyen kiszakadnak.
A faanyag modifikálása
A faanyagok modifikálása során a faanyagot különböző kémiai kezelésnek vetik alá. A kezelés célja a faanya tulajdonságainak megváltoztatása (javítása). Ilyen eljárás a polietilén-glikolos (PEG) és az ammóniás kezelés.
Polietilén-glikolos kezelés esetén a viaszos anyag átitatja a fa szerkezetet, és kiszorítja belőle a vizet. A faanyag megdagad. Ennek következtében csökken a dagadási és zsugorodási hajlam és a faanyag jelentősen tartósabb lesz. A polietilén-glikolos kezelés a faanyag színét nem befolyásolja.
Ammóniás kezelés
Az ammóniás kezelés során a faanyag jelentősen elszíneződik, emellett plasztifikálódik is, vagyis könnyen alakíthatóvá válik. A kezelés folyékony ammóniával, ammónium-hidroxiddal vagy ammóniagázzal történik. Napjainkban az utóbbi kettő a gyakoribb.
Az ammóniagázos kezelés (ammóniás füstölés) során a faanyagot ammóniagőzben tartják, miközben a párolgó ammónia a fa csersavtartalmával reakcióba lép, és hatására a faanyag elsötétedik. Az ammóniás kezelést követően a faanyagban egyenlőtlenül eloszló ammónia rendszerint az őszi pasztában nagyobb. Minél szárazabb a faanyag, annál több ammóniagázt képes felvenni.
A parkettagyártás szempontjából az ammóniás kezelésnek a faanyag színváltozása miatt van lényeges szerepe. A kezelés következtében a faanyag színárnyalata jelentősen sötétedik, rajzolata élesebbé válik. Ezzel a faanyag esztétikai értéke nő.
Olvasmány
Az eljárás egyszerű, ebből adódóan otthoni környezetben is kivitelezhető, a szükséges anyagok pedig könnyen beszerezhetők. Az ammóniagázt a háztartási szalmiákszeszből (ammónium-hidroxid, NH4OH) nyerik, mely 5%-os ammóniatartalmú.
A „füstölést” egy jól zárható edényben végzik, melyben külön-külön elfér a sötétíteni kívánt fatárgy és a kisebb nyitott edénybe (pohárba) kiöntött szalmiákszesz. Az edényt lezárva az ammónia párolgásával a faanyag folyamatosan sötétedik. A kezelés időtartama 1 és 30 óra között változhat a kívánt árnyalat függvényében.
A távolságméréshez – a mérendő távolság függvényében – összehajtható mérővesszőt, mérőszalagot, esetleg vonalzót használhatunk. Ezek a méretek pontos felvitelére (távolságok, vastagságok stb.), meghatározására alkalmasak.
- Mérővessző. Csuklósan összehajtható, 18-20 cm-es tagokból álló eszköz, hossza 1-2 m, anyaga fa vagy műanyag. A mérőeszközzel végérintős méréseket lehet végezni, azaz a mérés során mindig a mérőeszköz végét illesztjük a kiindulási ponthoz.
- Mérőszalag. 2, 3, 5, 10, 20 m hosszú, tekercsbe csavarható szalag. Anyaga fém vagy műanyag. A méretosztások milliméteres, centiméteres nagyságúak lehetnek.
- Tolómérő. A pontosabb mérésekhez használjuk. Mérőlécből és mérőpofából áll. Anyaga fém vagy műanyag. Az eszközzel szélesség és hosszúság, külső átmérő, belső lyukátmérő, lyukmélység mérhető.
- Ceruza (ácsceruza). A parketta és fapadló elemein a vágási vonalak előrajzolásához használjuk. Az ácsceruza lapos keresztmetszetű, nagyméretű ceruza. A hegyét ék alakúra kell faragni. Az építőipar számos területén alkalmazzuk.
- Zsinór. A padlóburkolat kitűzéséhez használjuk. Az egyenes vonal mellé rendezhető szerkezeti elemek elhelyezéséhez nyújt segítséget.
- Derékszög. Fából vagy fémből készülő 90°-os vonalzó. Derékszög jelöléseket általában különböző illesztések, leszabások elkészítéséhez és azok ellenőrzéséhez használunk.
- Szögmérő. Segítségével a szükséges szög nagysága mérhető fel (és ellenőrizhető). A szögmérő állítható szárai közé rajzolható a beállított szög nagysága. Napjainkban már használhatunk korszerű digitális szögmérőket is.
- Vízmérték. Alapvetően az egyenesek és síkok vízszintes és függőleges kitűzésére alkalmazott eszköz. A fapadlóknál a faelemek beállításához és a kész szerkezet ellenőrzésére használjuk. A vízmértékben találhatunk egy enyhén íves üvegcsövet, melyet általában alkohollal töltenek meg úgy, hogy egy buborék maradjon benne. Az íves kialakítás miatt a közepén elhelyezkedő buborék a vízszintes irányt mutatja. A buborékot tartalmazó üvegcsövet (libellát) fa-, műanyag vagy fémtokba foglalják. A legtöbb vízmértékben egy függőleges és egy vízszintes libella található. A 2-3 m hosszú vízmértékeket libellás öleslécnek nevezzünk.
- Körzők. Az esetlegesen előforduló íves vágási vonalak előrajzolásához használjuk. (Például a parkettaelemek csövek körüli leszabásához.) Adott távolságok másolására is alkalmazzuk. Kisebb körök, ívek felrajzolásához körsablon is használható.
A szakszerű és pontos mérések és jelölések alapvető feltétele, hogy az alkalmazott eszközök mindig megfelelő állapotban legyenek. Az elhasználódott vagy sérült eszközökkel pontatlanok lesznek a mérések és jelölések, ez pedig a padlóburkolat helytelen kialakításához vezethet.