Fogalma
A pamutból készült, természetes alapanyagú hang- és hőszigetelő anyagok (kül- és beltéren egyaránt) 80-90%-át a textiliparból kikerült hulladékból állítják elő.
A pamut alapanyaga
A pamutszál anyagának mintegy 96%-a cellulóz. Ezenkívül van benne egy kevés fehérje, valamint pektinek, viasz, fém-oxidok, pigmentek stb. Sűrűsége 1,5 g/ cm3. 120 °C-ig bírja a hőt, ekkor sárgulni kezd. 150 °C-on meggyullad, és élénk lánggal, jellegzetes szagot árasztva ég. A savak oldják, a lúgoktól megduzzad és csavarulatai kisimulnak, így fényesebbé válik. A szerves oldószerek nem károsítják. Igen sok vizet (száraz súlyának kb. 25%-át) tud megkötni, ezért nehezen szárad. Nedvesen megduzzad, szálai rövidülnek – mosáskor ezért zsugorodnak, „mennek össze” a pamutáruk.

Gyapot
Meglehetősen erős, amit az ún. szakítóhosszal fejeznek ki: ez az az elméleti hosszúság, amilyen hosszú szál saját súlya alatt elszakadna. A pamut szakítóhossza fajtától függően 27-54 km. Terhelés alatt megnyúlik, a szakadásig ez a nyúlás 6-10%-ot érhet el. A napfény sárgítja. Jó elektromos szigetelő, de elektrosztatikus feltöltődésre nem hajlamos. Kiválóan színezhető és fehéríthető.
A pamut a gyapotnövény (Gossypium) magjait burkoló finom szálak halmaza. A gyapotszálat a textilipari szaknyelvben a leszedést és a szálaknak a magoktól való elválasztását (degrenálás) követő állapotától nevezik pamutnak. Az egyik legfontosabb textilipari nyersanyag, egyike a legősibb növényeknek, amelyet az ember termeszt.
A pamutszálak csavarodott szalag alakúak, hosszúságuk 5-60 mm, szélességük 10-30 pm. Minél vékonyabb és minél hosszabb szálú a pamut, annál értékesebb. A szokványos textilipari eljárásokkal csak a 10 mm-nél hosszabb szálak dolgozhatók fel. A jó minőségű, érett pamutszál keresztmetszete vese alakú, belül bélüreg található. Érés alatt a szál a zárt tokban hullámosan fejlődik ki, és emiatt a szálfalat alkotó fibrillák elcsavarodnak.
A pamut története
A gyapot egyike a legősibb növényeknek, amelyet az emberiség termel. Dél-Amerikában és Indiában több ezer évvel ezelőtt is voltak már gyapotültetvények. Mexikói barlangokból 7000 évesnek becsült, Indiában kb. 5000 éves pamutszövet-maradványok kerültek elő, de ismerték és használták a mai Peru területén, a Nazca- és a Moche-kultúrában is.
Indiából a Kr. e. 3. évezredben került át a gyapot Mezopotámiába, Egyiptomba, majd Kis-Ázsiába és Görögországba. Ismerték Kínában, Japánban és Elő-Ázsiában is. Időszámításunk elején honosodott meg az arab országokban, onnan került Szicíliába, majd Spanyolországba. Nagy keletje volt a pamutszöveteknek az ókori Rómában. A 13. században genovai és velencei kereskedők Kis-Ázsiából szerezték be a pamutot, aminek feldolgozásával elsősorban észak-német és svájci takácsok foglalkoztak.
A 18. századi ipari forradalom a pamutfeldolgozásban is nagy fejlődést eredményezett. Az első olyan gépet, amely a szálakból álló szalag (az ún. előfonal) nyújtását és sodrását egyesítette, John Wyatt készítette 1738-ban Birminghamben. A fonógép feltalálójának azonban az angol James Hargreaves tekinthető, aki 1764-ben elkészítette „Spinning Jenny” elnevezésű, 8 orsóval működő gépét. Richárd Arkwright 1769-ben szabadalmaztatta „Water Frame” elnevezésű, vízzel hajtott, folyamatos fonógépét. Ezután a szövést kellett gyorsítani, hogy fel tudja dolgozni a sok fonalat, amelyet John Kay újítása, a repülő vetélő tette lehetővé, amit már 1733-ban feltalált, de csak az 1770-es években terjedt el.
E két fonógép működési elvét használta fel Sámuel Crompton, aki 1779-ben szabadalmaztatta „Mule Jenny” elnevezésű gépét. A név (mule = öszvér) arra utalt, hogy két különböző működési elvet egyesített. Eli Whitney 1793-ban kifejlesztette az degrenálógépet, majd 1815-ben Edmund Cartwright a mechanikus szövőgépet.
A ma is rendkívül elterjedt gyűrűs orsó John Thorpe 1828-ban bejelentett találmánya. A turbinás fonást a 20. század közepén csehszlovák mérnökök fejlesztették ki, azóta világszerte elterjedt.
Gyártása
Gyártása során először a pamutszálakat kifésülik, lazítják, amivel a szálakat párhuzamosítják (kártolás), majd ezt követően mechanikailag stabilizálják és adalékszerrel kezelik. Penészesedés ellen és tűzállósági tulajdonságainak fokozása érdekében kevés adalékszert, 3-8% bórsavat adagolnak hozzá.
Sajnálatos módon alapanyaga Európában csak kis mennyiségben érhető el, főleg Ázsiából importálják. A gyapottermesztés során meglehetősen sok növényvédő szerrel kezelik, ráadásul hosszú a szállítási procedúra, ezért ára meglehetősen magas.
A pamut tulajdonságai
Megújuló alapanyagból készül, előállításának csekély az energiaigénye, újrahasznosítható, komposztálható. Előállításakor nem alkalmaznak illékony szerves vegyületeket, a végtermékek nem tartalmaznak bőrirritációt okozó anyagokat. Termikusan stabil, kémiailag semleges, bőrbarát, ezért fiziológiai tulajdonsága kiválóak. Jó nedvszívó és légáteresztő képessége miatt kellemes közérzetet és belső klímát biztosít.
7.14. táblázat. A pamut alapanyagú hőszigetelések fontosabb anyagtulajdonságai
[table id=393 /]
Magas szintű minőségi követelménynek is megfelelnek mind a gombafertőzésekkel szembeni, mind pedig a tűz- és füstellenállóság szempontjából.
 Pamut alapú hőszigetelő paplan
Pamut alapú hőszigetelő paplan
Nagy vízfelvétele miatt érzékeny a rothadásra, ezért nem szabad olyan helyen alkalmazni, ahol nedvességhatásnak van kitéve (pl. homlokzatok)! Bőrbarát. Mivel rágcsálók és rovarok számára nem tartalmaz táplálékforrást, ezért állati eredetű kártevők ellen nem kell védeni.
Alkalmazása
Pamutból készítenek 50-180 mm vastag szigetelőpaplanokat, 4-10 mm vastag szigetelőfilceket, szigetelőcsíkokat. Mindegyik termék kapható alumínium- vagy üvegszövet fátyol kasírozással is (pl. UltraTouch termékek). Mindezen túl a cellulózszigeteléshez hasonlóan ömlesztett formában is felhasználható. Elsősorban szarufák közti hőszigetelésként alkalmazzák, de alkalmas könnyűszerkezetes falak vázkitöltő hő- és hangszigetelésére is.
Alapanyaga
A kender az egyik legősibb ipari növény. A kezdetektől fogva nem táplálkozási céllal, hanem a rostjáért termesztették. Magyarországon, Romániában, Szerbiában, Bulgáriában, de egész Nyugat-Európában jóformán megszűnt az ipari, azaz a hasznos kender termesztése.
A kendernek lényegesen durvább rostja van, mint a lennek, ezért felhasználása is sokoldalúbb. Finomabb rostjából vásznat, a durvábból zsineget, kötelet, zsákot, ponyvát, sőt, újabban szálerősítéses kompozit anyagokat is készítenek belőle. A kender elsődleges megmunkálása lényegében azonos a lenével: feltárás (a rostok elválasztása a kóró egyéb szöveteitől áztatással, amit szárítás követ), a kórok törése, majd a rostok és a fás részek szétválasztása tilolással.

A kender fontos textilipari nyersanyag. Rostjai erősek, nedvességnek jól ellenállnak. Műszaki szövetek, vitorlavásznak, ponyvák, hevederek, zsákok, kárpitos kellékek, kötelek, zsinegek stb. készülnek kenderfonalból. A kenderkócból szintén fonalat fonnak, de ez csak alárendeltebb célokra használható. A nem fonható kenderkócot tömítőanyagként használják pl. vízvezeték-csatlakozások tömítésére, vagy a kárpitosiparban tömőanyag gyanánt.
A kendermagból kisajtolt olaj étolajként, kence gyártására vagy szappan és kozmetikai cikkek készítésére is használható. A sajtolásnál visszamaradt olajpogácsa állati takarmányozásra is alkalmas. A pozdorjából cellulózt, papírt és hőszigetelő lapokat gyártanak.
Gyártása
A kender a legrugalmasabb és legerősebb természetes rost, amit rovarok és rágcsálók sem támadnak. A hőszigetelés előállításához a növény rostjait használják fel, amelyet nyalábokba gyűjtenek, megpörkölnek, majd hozzáadott természetes adalékanyagokkal és ragasztókkal (többnyire burgonyakeményítővel) préselnek belőle hőszigetelő szőnyegeket, tekercseket. A cellulózszigeteléshez hasonlóan tűzvédelmi tulajdonságainak javítására bórsavval vagy bóraxszal kezelik. Penészedéssel és kártevőkkel szemben jól ellenáll, páraáteresztő, azonban szinte elhanyagolható nyomószilárdsága miatt nagyobb igénybevételek esetén nem építhető be.
Tulajdonságai
A kenderrost alapanyagú hőszigetelő táblák rugalmasak, beépíthetőségük felhasználóbarát. Feldolgozásuk egyszerű, vágás közben nem okoznak viszketést, nem karcolnak, egyszerű eszközökkel méretre szabhatók, a vágáskor keletkező hulladékdarabokkal pedig könnyedén szigetelhetők a kisebb rések.
Előnyei: környezetbarát, megújuló alapanyag; oldószermentes; egészségre ártalmatlan; nem szúr, nem irritál; gyorsan, könnyen beépíthető; a szálas szigetelőanyagoknál jobb a nyári meleg elleni védelem.
7.13. táblázat. A kenderalapú hőszigetelő termékek fontosabb tulajdonságai
[table id=392 /]
Alkalmazása
A kenderalapú hőszigetelések felhasználási területei: tetők, födémek, falak szigetelése; szarufák közötti szigetelés; famennyezetek szigetelése; egyéb tetőszerkezeti elemek közötti szigetelés; könnyűszerkezetes faházak szigetelése; fémszerkezetes házak szigetelése; előtéthéjazatok szigetelése; kiszellőztetett (légréses) héjazatok alatti szigetelés.

A) Hőszigetelő táblák és tekercsek
Tekercses és táblás kiszerelésben is kapható. A tekercsek 800 x 120, ill. 800 x 62,5 cm méretben készülnek. A kenderrost alapú hőszigetelő táblák 120 x 60 cm-es méretben 4-24 cm vastagságban kaphatók, de a gyártóknál általában egyedi méretben is rendelhető. A táblák átlagos hővezetési tényezője (A) 0,039-0,050 W/m-K. Emellett nagy a hőtároló képességük is. A nap folyamán elnyelik a meleget, majd azt mintegy 12 órás késleltetéssel adják le a belső terek felé, akkor, amikor kívül hűvösebb van. így nyáron a helyiségekben kellemes hűvöset, míg télen kellemes meleget teremtenek.
B) Kender adalékanyagú falazóelemek
A kender szárából nem csupán hőszigetelő táblák és paplanok, hanem kender adalékanyagú falazóelemek is készíthetők. A Lime Technology nevű brit vállalat építőanyaga a 2000-es években jelent meg az építőanyagok piacán. A falazóelemet kender, víz és meszes kötőanyag keverékéből állították elő.
Az egyszerűnek tűnő találmány azért is forradalmi, mert napjaink zöldépítészeti megoldásait szem előtt tartva minimális ökológiai lábnyomú lakóhelyet nyújt erős és tartós anyagból. Az így épült háznak emellett kiváló hőszigetelő és hőtartó tulajdonságai vannak, jó a páraáteresztő képessége, ellenáll a tűznek, és nem utolsósorban gyors és gazdaságos módszerrel épül. A kenderből készült ház pedig, ha egyszer lebontásra kerül, ledarálás után felhasználható tápanyag-utánpótlásra a földeken.

Kísérletek folynak továbbá olyan különleges betonokkal, amelyekhez a húzószilárdság növelése céljából, szálerősítés gyanánt kenderszálakat adagolnak. A kenderszálak betonban való tartóssága azonban egyelőre kérdéses, így ez az alkalmazásmód még kísérleti stádiumban van.
A kender leggyorsabban megújuló természeti erőforrásaink közé tartozik, így a kendertermesztésben rejlő lehetőségek kiaknázásával a környezetünkért és a fejlődésünk fenntarthatóságáért is sokat tehetünk.
Fogalma
Európában mára jelentős mértékűvé vált a len mint kül- és beltéren, hőszigetelési célú felhasználása. A lenrostból rugalmas hőszigetelő paplanokat vagy merev táblákat készítenek, amelyek az ásványgyapotokhoz hasonlóan használhatók fel és építhetők be.

A modern lenipar akkor fejlődött ki, amikor Philippe Henri de Girard francia mérnök és feltaláló 1810-ben szabadalmaztatta a len nedves fonását. Ő alapította Párizsban az első lenfonógyárat. Az Egyesült Államokban kísérleteztek először lenből készült hőszigetelő lemezekkel is. Az 1910-es években, Minnesota államban Flaxlinum és Fibroleft néven forgalmazták őket.
Lenrost alapanyaga
A lenrostokat a len kultúrnövénynövény szárából nyerik. 70-120 cm szára egyenes és merev. Belső szerkezetét tekintve a lenrostban lévő molekulaláncok elrendeződése kristályos, láncai egyenesek. 65-80%-ban cellulózt tartalmaz, ami mellett megtalálható még a viasz, apektin (ragasztó) és a lignin (fás rész). Sejtjeinek hossza 5-70 mm, átmérője 8-70 mikron.

Az elemi szálak szakítószilárdsága 95 N/mm2, nyúlása 1-2,5%. 75-90 °C-ig nem károsodik, felette szakítószilárdsága csökken, sárgul, barnul, majd elszenesedik. Nagy, sárga lánggal ég, égett papír szaga van, égésterméke szürke hamu. Az ultraibolya sugarak károsítják, szakítószilárdságát csökkentik. Nedvességfelvétele jó, gyorsan szívja a nedvességet és gyorsan szárad. A lúgok duzzasztják, savakra kevésbé érzékeny, de erős savakban elbomlik.
Lenrost története
A len az emberiség ősi kultúrnövénye, rostját ruhák, zsinegek és kötelek készítésére már a történelem előtti időkben is használták. Az egyiptomi múmiákat lenvászonba göngyölték. Az ókori görögök a magjából táplálékot, a rostjából ruhát, köteleket, hálót készítettek. A rómaiak a Tiberis-folyó mentén termesztett lenből
A lenrost gyártása
A len az egyik legrégebbi kultúrnövényünk. A szigetelőtermékek alapanyaga a lenrost. A lenrostokat natúr ragasztóval (keményítővel) stabilan összeragasztják. Gyakran a textilipar maradványtermékeinek szálait is hozzáadják, ill. szintetikus rostokat. Ezek később nehezítik a komposztálását. A könnyű éghetőség megakadályozása és a kártevőkkel (penészgombák, állati kártevők) szembeni ellenálló képesség javítása érdekében bóraxszal és bórsavval kezelik. Könnyen feldolgozható, mivel rendkívül bőrbarát.
A lenrost tulajdonságai
Az ásványi szálas hőszigetelő anyagokhoz képest a legnagyobb különbség a szálak összetartására szolgáló ragasztóanyagban van, formaldehid helyett ugyanis természetes ragasztót (többnyire burgonyakeményítőt) alkalmaznak. A paplanszerű vagy táblás kiszerelésben is kapható hőszigetelő anyag gyártási energiaigénye rendkívül kicsiny, ugyanis nincs szükség a kőzet, ±11. az üveg szálasításához olvasztási energiára.
A könnyebb beépítés érdekében készítenek rétegelt szerkezetet is (pl. két farostlemez fegyverzet közé be-épített lenréteg). A len szálából készült szigetelőtermékek tekercs és lap formában is kaphatók. Előnyös tulajdonsága kiváló hő- és hangszigetelő képessége, jó páraáteresztő tulajdonsága.
7.12. táblázat. A lenrost hőszigetelés fontosabb anyagtulajdonságai
[table id=391 /]
Alkalmazása
Felhasználási területei: szarufák közt ható hő- és hangszigetelés tetőtérben, külső falszerkezet hőszigetelése könnyűszerkezetes épületekben, szerelt válaszfalak hangszigetelése, fagerendás födémek hő- és hangszigetelése, aljzatszerkezetek lépéshang gátlása. Használható homlokzati falak hőszigetelésére is, ilyenkor előnyös mészvakolatot használni.
Fogalma
A cellulózszigetelés alapja a fa természetes rostja, amely minden, fából készített papírban megtalálható. Alapanyagát újrahasznosított újságpapírból nyerik, amit pelyhekké alakítanak, majd bóraxszal és magnézium-szulfáttal kevernek.
Története
A cellulózalapú szigetelések a legrégebbi szigetelőanyagoknak tekinthetők, mivel számos formában (pl. szalma, gyapot, fűrészpor, újságpapír, kender) ősidőktől fogva alkalmazzák őket. A cellulózalapú hőszigetelések elterjedése Skandináviában és Észak-Amerikában (pl. Kanada) jelentős múltra tekint vissza, ahol az emberek a történelem kezdetei óta rá voltak kényszerítve otthonuk hatékony hőszigetelésére, elsősorban a téli hideg ellen.

A 20. század elején a faforgácsot és a fűrészport előszeretettel használták szigetelőanyagként, hiszen fűrészipari melléktermékként nagy mennyiségben állt rendelkezésre, és a mesterséges anyagokéhoz képest ára jóval alacsonyabb volt. Papírrétegek közé csomagolva olyan építőanyagot készítettek („balsa wool”), amelynek kiváló hőszigetelő tulajdonságai voltak. Szélesebb körben azonban nem tudott elterjedni, mivel vízállósága és tűzállósága sem volt megfelelő, és a különféle kártevők (gombák, rágcsálók) könnyen megrongálták.
Az ömlesztett és szórt cellulóz alapanyagú hőszigetelések elsőként az 1920-as években Skandináviában jelentek meg. Erdőgazdálkodási melléktermékből, esetleg újrahasznosított újságpapírból készültek.
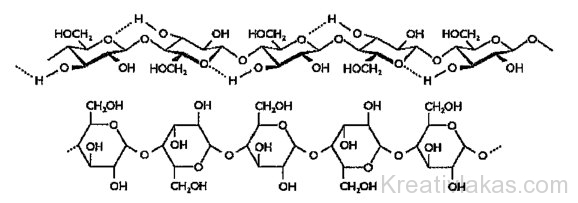
7.45. ábra. A cellulózmolekula részlete
A cellulóz a földön előforduló leggyakoribb szerves anyag, mert a növények vázanyagának nagy része cellulóz: a fa 40%-a, a gyapot 50%-a, a len és a kender 80%-a. A vatta és a papír szinte teljes egészében cellulózmolekulákból áll. A tiszta cellulóz fehér színű, szobahőmérsékleten szilárd anyag. Vízben, híg savban, híg lúgban és szerves oldószerekben nem oldódik, ezért kiváló vázépítő.
A két világháború között készültek cellulóz alapanyagú lemezek is. Az 1930-as években préselt farostlemezeket forgalmaztak táblás kiszerelésben. Forgalmaztak hullámosított rétegből összeállított bitumenes papírlemezeket is, ezek azonban könnyen korhadtak, és legfeljebb padlások hőszigetelésére voltak alkalmasak.
Nagy cellulóztartalmú növényi rostokból forgalmaztak olcsó, ámde lágy és nedvszívó szigetelőlemezeket. Beépítéskor külön vízszigetelő réteget igényelt, fedővakolatába dróthálót kellett tenni. A cellulózból, kovaföldből és mészből gőznyomás alatt készült anyag kevésbé volt hajlamos a rothadásra. Mindkét terméket az 1930-as években alkalmazták.
Gyártása
A cellulóz (régiesen: sejtkemény e vagy sejtanyag) egy összetett szénhidrát. A cellulóz szó a francia sejt (cellule) és egy bizonyos fajta cukor (glükóz) összetételéből ered. Béta-D-glükózból (köznapi nevén szőlőcukor) származtatott poliszacharid (nagy molekulájú szénhidrát).
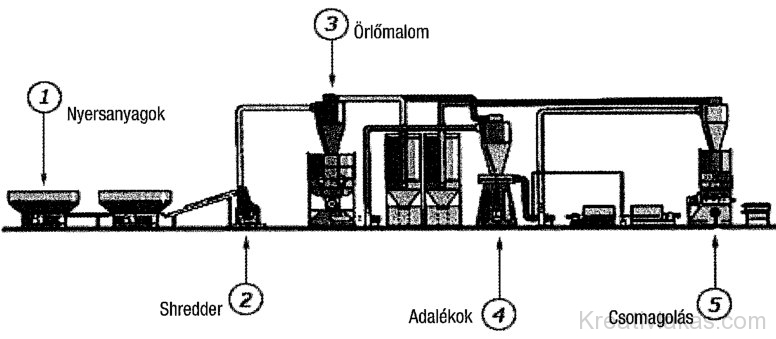
7.46. ábra. A cellulózszigetelés gyártásának technológiai sorrendje
A cellulózszigetelés nyersanyaga kezeletlen, használt újságpapír. A gyártás a válogatással eredetileg kezdődik, majd az alapanyag először egy tisztító kabinba kerül, ahol megtisztítják az idegen anyagoktól és csírátlanítják. A fémeket (pl. gemkapcsokat) elektromágnessel távolítják el.
A gyártástechnológia harmadik lépésében a megtisztított anyag az őrlőmalomba kerül, ahol először a durva-, majd pedig a finomőrlés következik. Fontos, hogy az őrlés minél alaposabb legyen, ugyanis a cellulózrost mérete és levegővisszatartó képessége befolyásolja, hogy később mennyire roskad meg és milyen mértékben vezeti a hőt.
Következő lépés az őrölt, pelyhesített alapanyaghoz adalékanyagok (bórax, borsó és foszfátok) hozzáadása. Erre tűzvédelmi megfontolások miatt van szükség, valamint amiatt, hogy az anyag védve legyen rágcsálóktól, rovaroktól, gombáktól és más kártevőktől. Az utolsó fázis a csomagolás, amikor a kész hőszigetelő anyagot műanyag zsákokba töltik.
Tulajdonságai
A cellulózrostok és a közöttük lévő levegő kiváló hőszigetelő képességet biztosítanak, a bórax tűzzel szemben ellenállóvá teszi, a magnézium-szulfát vagy más néven keserűsé pedig távol tartja a rovarokat, gombákat és rágcsálókat, valamint védi a korhadástól.
A kis hővezetési tényezőt és biztos térkitöltést a cellulóz hőszigetelés nagy rétegvastagság esetén is biztosítja. A cellulóz hőszigetelés jobb hőszigetelő képességű, mint az ásványgyapot szigetelések, amely tulajdonságát erősíti a bedolgozási technológiája is, aminek köszönhetően képes akár a legkisebb üregeket is kitölteni. Ezzel hézagmentes szigetelés alakítható ki, ez pedig jelentősen csökkenti a hőhidak kialakulásának kockázatát.
7.11. táblázat. A cellulózszigetelés fontosabb anyagtulajdonságai
[table id=390 /]
A cellulózszigetelés képes a levegő páratartalmától függően nedvességet felvenni vagy leadni. Ennek köszönhetően javítja a belső tér komfortját, ugyanis szabályozni tudja a belső tér páratartalmát, miközben hőszigetelési tulajdonságai nem változnak.
A cellulózszigetelés újrahasznosított anyagból készül, így előállításához jóval kevesebb energia szükséges, mint a hagyományos anyagok (pl. ásványgyapotok) esetén. Teljes mértékben újrahasznosítható, kivitelezése gyors, egyszerű, időtakarékos, ráadásul nem jár hulladékképződéssel. Az adalékszereknek köszönhetően kártevőktől mentes, ellenáll a rothadásnak, gombásodásnak. Nagy tűz-állóságú, az éghető szigetelések között a legjobb minősítésű hőszigetelő anyag.
Alkalmazása
A cellulózszigetelések kiválóan alkalmasak új épületek tetőszigetelésére, meglévő épületek utólagos tetőszigetelésére, kis energiafelhasználású házak, zárófödémek, közbenső födémek, aljzatok, belső és külső szerelt falak, valamint homlokzatok szigetelésére.

A cellulózszigetelés kivitelezése gép használata nélkül, manuálisan, vagy pedig egy kifejezetten erre a célra készült speciális befúvógéppel történik. Ilyenkor az összetömörített agyagot a befúvógép fellazítja, majd nagynyomású levegővel fújja be egy csövön keresztül a szigetelendő felületre vagy üregbe. Az ily módon befújt szigetelőanyag tökéletesen kitölti a rendelkezésre álló üreget, a szerkezet legapróbb réseibe is bejut, így összefüggő szigetelést biztosít.
Bedolgozási módok:
- laza feltöltéses technológia,
- szigetelő pellet,
- nyílt befújásos technológia,
- zárt befújásos technológia,
- felületre fújt technológia.
A) Laza feltöltés
Laza feltöltés alkalmazható abban az esetben, ha aljzatok alatti vékony úsztatóréteg készül. Ez a legegyszerűbb technológia, hiszen a szigetelési munka manuálisan, gép felhasználása nélkül is megoldható.
Vízszintes szerkezetek nem terhelhető szigetelésére alkalmas. A kényelmesebb kézi feldolgozhatóság érdekében az anyag betöltése a zsákokba lazább, kevésbé tömörített, mint a befújásos technológiához szükséges szigetelőanyag. A szigetelés kivitelezése: a szigetelőanyagot a kívánt rétegvastagságban egyenletesen kiöntik, majd ezt elsimítják, és a megfelelő szintbe hozzák.
B) Szigetelő pellet
A szigetelő pellet a gép használata nélkül bedolgozható cellulóz hőszigetelések másik típusa. Ez a cellulózrostból álló granulátum padlószigetelés készítésére alkalmas. A 3-8 mm szemcsenagyságú granulátumot kézzel elszórják a felületen, majd 30-80 mm vastagságban elsimítják. Teherhordó szigetelőréteg készítésére is alkalmas.
C) Nyitott befújás
Nyitott befújás alkalmazható új vagy meglévő fagerendás födémek köztes és zárófödémek tökéletesen résmentes szigetelésére. A padlástér ebben az esetben nem járható.
D) Zárt befújásos technológia
Ez a technológia akkor használatos, ha az anyagot zárt térbe kell bejuttatni. Ilyenkor az anyag a rendelkezésére álló teret teljesen hézagmentesen kitölti. A befúvógép az összetömörített anyagot fellazítja, majd nagynyomású levegővel fújja be egy csövön keresztül a szigetelendő üregbe. A zárt térben a papírszálak méretpontos, hézag- és hőhídmentes, egyenletesen eloszlott szigetelőpaplant alkotnak. A befújáshoz speciális befúvógépet és csövet alkalmaznak. A befújásos technológia a kivitelezést jelentősen egyszerűsíti és lerövidíti, ugyanis az anyagot nem kell az épületen belül kézi erővel mozgatni, és minden szerkezet a földszintről szigetelhető.
A technológia alkalmas borított fafödémek, homlokzatok, valamint könnyűszerkezetes épületek falainak, födémjeinek hőszigetelésére. Előszeretettel alkalmazzák szarufák közti hőszigetelésre is. Nagy hőtehetetlenségi együtthatója miatt nagy a felmelegedés fáziseltolódása, ezáltal nyáron jelentősen később melegszik fel az épület.
E) Felületre fájt technológia
A speciális, felületre fújt technológia egy olyan nedves kivitelezési mód, amely egyrészt lehetővé teszi a függőleges irányú, nyitott, szabad felületek hőszigetelését, másrészt alkalmazható mennyezetek, boltozatok hangszigetelő, hangelnyelő rétegének létrehozásához. Ezzel a fajta bedolgozási móddal műemlék épületek külső falának párazáró réteg nélküli, belső oldali, vakolható hőszigetelése is kialakítható.
F) Cellulóz hőszigetelő paplanok
A feltöltéses és a befúvásos technológia mellett újabban cellulózból is készítenek könnyű és rugalmas hőszigetelő paplanokat, amelyek elsősorban járható és nem járható padlásfödémek, vázas falszerkezetek, valamint magastetők szarufák közötti hőszigetelésére alkalmasak.
Fogalma
A kukoricaszár blokk egy mezőgazdasági hulladékból előállított, új építőanyag, amely a forgalomban lévő hagyományos, természetes hőszigetelő anyagokhoz hasonló tulajdonságú, azonban alapanyagából adódóan előállítási költsége jóval kisebb. Alapanyaga kukoricaszár mint mezőgazdasági hulladék, amelyet megfelelő méretűre történt aprítás után vízálló, tömbösítő ragasztóval kevernek, majd összepréselnek.
Története
Ismeretes, hogy az emberiség régóta igyekezett megoldani a mezőgazdasági melléktermékek – így a kukoricaszár – építőipari hasznosítását is. A népi építészetben gyakran előfordult, hogy veremházakban kukoricaszárral bélelték a gödör oldalfalát. Ilyenkor a sarokoszlopok vonalában ásónyomnyi mélységű árkot ástak, ebbe néhány centiméter vastag, kukoricaszárból font falat állítottak, amelynek felső végét a koszorúgerendához rögzítették. A gödör oldala és a földház fala között keletkezett üreget szalmával, szőlővenyigével, gazzal vagy más növényi anyagokkal töltötték ki, hogy a homok be ne folyhasson a bélelés anyagát képező növényi anyagok hézagai között.
Főleg Közép- és Kelet-Európa területén fordult elő, hogy a népi lakóházak, vályogházak vagy faházak falának külső felületét télen a learatott kukorica szárával takarták be, ezzel is némileg javítva a falszerkezet hőszigetelő képességét. A kukoricaszár építőipari hőszigetelő termékké fejlesztése azonban még évszázadokig váratott magára.
Az első próbálkozások őshazájában, az amerikai kontinensen történtek. Az amerikai lowa State University professzora, Orland Russel Sweeney úttörő munkát végzett a mezőgazdasági melléktermékek hasznosítása ügyében, s figyelmét a kukoricaszárban rejlő lehetőségek kötötték le.
Már az 1920-as években kísérletezett, hogy a kukoricaszárból papírt, cukrot és alkoholt készítsen, mígnem 1929-ben Dubuque (lowa, USA) városában megalapította a Maizewood Products Company nevezetű üzemét, ahol a kukoricaszárból a mesterséges faanyaghoz hasonló szigetelőlemezeket kezdett gyártani.
Üzemében a közeli farmerektől vásárolt kukoricaszárat feldarabolták, majd két órán keresztül főzték 100 psi (font per négyzethüvelyk), azaz nagyjából 700 kPa gőznyomás alatt. Ezt követően megmosták, megtisztították, és a növényi szálakat még apróbbra darabolták. Az így kapott alapanyagot átmosták, majd gyantával keverték, hogy a végterméknek víztaszító tulajdonságot biztosítsanak. Ezután finomszecskázó gépekkel újból feldarabolták, majd a terméket laza formában pihentették az utolsó gyártási lépcső előtt. Ennek során a nedves anyagot elterítették a formázó-gép felületén, és a felesleges vizet hagyták, hogy elpárologjon, mielőtt a nyersanyag a présgépbe került.

Ezt követően táblát formáztak belőle, amit 20 láb nagyságú (kb. 6 m) darabokra vágtak és kiszárítottak. A táblák széleinek egyenetlenségeit levágták, majd különféle nagyságúra feldarabolták őket.
Sweeney és kollégája, Lionel Kenneth Arnold számos publikációt jelentetett meg a kukoricaszárból készült termékek gyártásáról, tudományos érdeklődésüket azonban az anyagvizsgálatok nem kötötték le, inkább a műanyaggyártással és a szójaolaj hasznosításával kezdtek foglalkozni. Ekkor vásárolta meg a Maizewood céget a Celotex Company, s a kukoricaszárból készült termék gyártása is megszűnt. A második világháború után egy rövid ideig Csehszlovákiában gyártottak olyan, háromrétegű építőlemezt, amelynek középső rétege két farostlemez közé kasírozott kukoricacsutkából készült.
Az 1950-es években az amerikai R. L. Lewis fejlesztett ki olyan szigetelőlemezt, melynek egyik alkotóelemét a kukoricaszár adta. Az előzetes kezelés során a kukoricaszárakról a leveleket és a külső, viaszos rétegét eltávolították, rovarriasztó anyaggal lepermetezték, furnérlemezre kasírozzák, majd alumíniumborítással látták el, ami biztosította időjárás- és tűzállóságát. A táblákat rögzítőelem nélkül, horonyeresztékes kapcsolattal lehetett illeszteni, kötőanyaga műanyag volt. Az éves termés ingadozása, a rövid betakarítási idő és a viszonylag nagy tárolási igények miatt azonban gyártása nem tűnt gazdaságosnak, így készítésével az 1960-as években felhagytak.
Az 1970-es években ismét felvetődött az ötlet a kukoricacsutkából készült építőlemezek készítésére. Főleg ázsiai kutatók vizsgáltak a kukoricacsutkából és formaldehid kötőanyagból készült szigetelőlemezeket, amelyeknél jó szilárdsági tulajdonságokat, de viszonylag gyenge (0,096 W/m x K) hőszigetelő képességet állapítottak meg.
Jelenleg is folynak kutatások szerves alapú kompozit anyagokkal kapcsolatban. Léteznek fa-műanyag-kompozit (Wood Plastic Composite, WPC) és természetes rost-kompozit (Natural Fiber Composite, NFC) anyagok is. Gyártásuk során legtöbbször újrahasznosított műanyagot (polietilén, polipropilén) és valamilyen szerves anyagot (fa, kukoricaszár, növényi rostok) használnak különféle százalékos összetételben.
Mindezeket összefoglalva megállapíthatjuk, hogy a 20. század első harmadától léteztek ugyan próbálkozások a kukoricaszár építőipari hasznosításával kapcsolatban, s néhány termék forgalomba is került, de a későbbiekben ismertetendő, kukoricaszárból készült blokkokhoz hasonló termék máig nem jelent meg a piacon. Egyediségét és eredetiségét igazolja, hogy feltalálója, Szűcs Imre a terméket 2008-ban a Magyar Szabadalmi Hivatalban bejelentette.
Alapanyaga
A kukorica (Zea mays) a pázsitfűfélék családjába tartozó lágy szárú növény, őshazája az amerikai kontinens. Európába a gyarmatosítás ideje alatt került, azóta az egyik legfontosabb, hatalmas területeken termesztett szántóföldi növényünk. Jellemző hasznosítási módja a szemestakarmány és a silókukoricaként való felhasználás.
Csak Magyarországon kb. 1,2 millió hektáron termesztenek kukoricát. Látható, hogy a többi fontosabb mezőgazdasági melléktermékkel összehasonlítva a kukoricatermesztésből származó anyagok számítanak a legjelentősebbnek, ráadásul a többi melléktermékkel ellentétben a kukoricaszár hasznosítása a legkevésbé megoldott.
A szakirodalomban fellelhető információk alapján a kukoricaszár összetételét tekintve 38-45% cellulózt (1000—1500 szőlőcukoregységből álló fonalszerkezetű óriásmolekula), 19-26% hemicellulózt (cellulózkísérő anyag), 17-26% lignint (faanyag) és 6% hamut tartalmaz. A kukoricaszár állati takarmányozásra csak kismértékben alkalmas, ugyanis a késői betakarítás miatt a szár elöregszik, tápanyagokban szegény.
7.8. táblázat. Magyarország legfontosabb, szántóföldön termesztett növényei
[table id=387 /]
7.9. táblázat. Pontosabb mezőgazdasági melléktermékek Magyarországon
[table id=388 /]
A vetésterület közel 5%-án összegyűjtendő kukoricaszárat leggyakrabban felszecskázzák, és trágyázásra használják. A visszaforgatott kukoricaszár elvileg javítja a talajszerkezetet és jelentős mennyiségű tápanyagot ad a földnek (pl. a gabonanövény által felvett kálium 40%-át), amit az utónövény a következő évben hasznosítani tud, azonban a nagy cellulóztartalmú kukoricaszár talajba juttatása káros, ún. szénhidráthatást válthat ki, ami csak nagy mennyiségű nitrogéntartalmú műtrágyával ellensúlyozható.
A kukoricaszár másik elterjedt – kevésbé környezetbarát – hasznosítási módja a biomasszaként való elégetés, ami nagy mennyiségű C02-kibocsátással jár. Az elégetéshez ráadásul betakarítani, majd pelletálni vagy brikettálni kell, ami szintén nagy költséget jelent. Felvetődött a bioüzemanyag alapanyagaként való hasznosítási lehetősége is, azonban nagy mennyiségű (>80%) etanol kinyerése a kukoricaszárból nehézkes. Ráadásul – lévén a bioüzemanyag is végső soron elégetésre kerül, ami szintén C02-kibocsátással jár – továbbra sem jelentheti feltétlenül a legkörnyezetkímélőbb felhasználási módot.
Az elmondottakból leszűrhetjük tehát a következtetést, hogy az évente óriási mennyiségben keletkező kukoricaszár – mint mezőgazdasági melléktermék – hasznosítása nem megoldott, sőt, indokolt, és gazdasági előnyei miatt egyenesen szükségszerű. Ennek egyik lehetősége a kukoricaszár építőipari felhasználása.
Kötőanyaga
A kukoricaszár blokk kötőanyaga faragasztó, A ragasztóanyag az MSZ EN 204 szabvány szerinti D3 vízállósági csoportba sorolandó. Belső térben olyan helyen alkalmazható, ahol gyakori a folyó víz, a kondenzvíz rövid ideig tartó hatása, vagy hosszabb időn át nagyobb a relatív légnedvesség. Kültéri felhasználása olyan esetekben megengedett, ahol a szerkezet az időjárás közvetlen hatásai ellen védett. Műszaki adatlapja szerint nagy szilárdságú kötést, oldószerekkel és nagy hőmérséklettel szembeni ellenállást biztosít.
A ragasztó kötőanyaga polivinil-acetát polimer 5%-os vizes diszperziója. Műanyag kannás kiszerelésű, 30 kg-os csomagokban kapható. Ideális tárolási hőmérséklete +5-25 °C, az így tárolt termék 12 hónapig használható fel. 15 °C alatt nem szabad használni, bár -30 °C-ig fagyálló! A termék nehezen gyullad, a terméket tartalmazó anyag oltható vízzel, habbal, szén-dioxiddal és száraz porral is. Személyekre vonatkozó óvintézkedések nincsenek, csatornahálózatba és élővízbe önteni nem szabad! Nem minősül veszélyes árunak, ezért szállításkor jelölést nem igényel. Le-bomlására vonatkozó adatokat nem állnak rendelkezésre.
Gyártása
A kukoricaszár blokk anyagi összetételéről és gyártástechnológiájáról szóló dokumentumot (Szabó Zoltán: Kukoricaszár tégla — Innovációs projekt, Homatech Kft., 2009) a feltaláló jutatta el a szerzőhöz. Az alább közölteken kívül egyéb információkat (pl. saját kísérleteiről készült jegyzőkönyvek) nem hozott nyilvánosságra. Az említett tanulmány szerint a kukoricaszár blokk előállítása öt lépésben történik: aprítás, keverés, kötőanyag-hozzákeverés, formázás (préselés) és szárítás.
A) Aprítás
Első lépés az alapanyagként használt, megfelelően finomra szecskázott apríték előállítása. Az aprítás során figyelembe kell venni, hogy túl nagy apríték esetén a keverés és a préselés nem eredményes. A túl nagy részekre nem jut teljes felületen kötő- vagy ragasztóanyag, így a szilárdsága, belső összetartó képessége elégtelen lesz, egyenetlen lesz a rostszerkezet, sok lesz a rostok közötti légrés.
Az apríték méretének csökkentése a préselés szempontjából kedvező, de túl kis apríték esetén a kötő vagy ragasztóanyag felhasználás túlzottan megnő, mivel ennek a fajlagos felülete jelentősen nagyobb lesz, s így vele együtt a kötőanyag-szükséglete is.
Ezért mindezek figyelembevételével a gyártó próbálgatással optimalizálta az apríték ideális méreteit. Kísérleteik azt mutatták, hogy a 3-5 cm közti mérettartomány a legmegfelelőbb, mert ekkor képes a kötő-ragasztó anyag egyenletesen bevonni az aprítékot, és az – megfelelő préserő esetén – szinte tökéletesen felveszi a présforma alakját. Az apríték előállításához különböző aprító-, ill. komposztáló berendezéseket használtak.
B) Keverés
A keverés a téglák előállításának nagyon fontos eleme, mert ezáltal lehet elérni a leggazdaságosabb kötőanyagarányt. A 3-5 cm közti száraz aprítékot egyenletesen, a szétosztályozódás elkerülésével kell elkeverni. A keverési időt 2-3 percben határozták meg. Nagy teljesítményű kézikeverő alkalmazásával az alapanyag préselhetővé, homogénné válik.
C) Kötőanyag hozzákeverése
A keverési arány meghatározásánál a legfontosabb szempont a stabil kötés biztosítása az alapanyag részecskéi között. A gyártó 10 kg megkevert aprítékhoz 0,4 kg faragasztót adagolt. Ez az arány (10:0,4) a keveréksűrűségből és a testsűrűségből számított hézagosságból határozható meg.
Ez azt jelenti, hogy a 60 x 30 x 30 cm-es blokkméret esetén a blokk súlya 12 kg, és ehhez a mennyiséghez 0,5 kg ragasztó szükséges. A keverési idő az egyszerre keverendő anyagmennyiségtől függ. A gyártó által végzett vizsgálatok alapján, ha egyszerre egy elemet készítünk, akkor a keverési idő 5-8 perc. Természetesen nagyobb keverő és több alapanyag esetén ez az idő változhat.
D) Préselés
A kukoricaszár tégla előállításának legfontosabb lépése a préselés. A gyártó előzetes kísérletei alapján meghatározta, hogy egy téglához kb. 140-160 1 aprítékra van szükség. A préseléshez több speciális berendezést készített. A legalkalmasabbnak a legnagyobb hidraulikus prés bizonyult, ami képes 160 1 aprítékot kötő anyaggal együtt 30 cm-re összenyomni. Az így kapott prototípusok megfelelnek az építkezésre.
A rendelkezésre álló max. préserő 4 t (40 kN), vagyis felületegységre vetítve 0,2 N/mm2. Ezzel állította elő a gyártó a 60x30x30 cm-es kukoricaszár blokkokat.
E) Szárítás és tárolás
A frissen készült tégláknak préselés után száradási időt kell biztosítani. Tavasszal, nyáron és kora ősszel a természetes száradás szellős helyen, 10 °C feletti hőmérséklet esetén két nap alatt lezajlik. Természetesen minél melegebb van, a végtermék annál hamarabb szárad. Hidegebb léghőmérséklet esetén meg kell oldani a szárítást, ugyanis 5 °C alatt a száradási idő már 3-4 napig is eltarthat. A késztermék fedett helyen bárhol tárolható, könnyedén alakítható, fűrészelhető, hornyolható, szegezhető, csavarozható.
Tulajdonságai és alkalmazási lehetőségei
A kukoricaszár blokk jelenleg nem kapható kereskedelmi forgalomban. A győri Széchenyi István Egyetem Építőanyag vizsgálati és Épületfizikai Laboratóriumban 2009-2012 között végzett kísérletek alapján azonban megállapíthatjuk, hogy a kukoricaszár blokk az anyagtulajdonságai alapján jól hasznosítható szigetelőanyagnak tűnik.
Méretállandósági vizsgálatok alapján arra következtethetünk, hogy kis hőingadozásnak, ill. páratartalom-változásnak kitett környezetben (pl. épületek belső, fűtött terében) nagy biztonsággal alkalmazható. Nagyobb hőmérsékletnek, ül. nagy hőingadozásnak kitett helyeken csak nagyobb mérettűrésekkel szabad alkalmazni! Meg kell jegyezni, hogy a méretváltozások nagy részben a gyártástechnológia pontatlanságaiból eredhettek. A hiányosságokat annak fejlesztésével (pl. gépesítés) könnyedén ki lehet küszöbölni.
Szilárdsági tulajdonságai közül a rostra merőleges húzószilárdsága, ül. nyomószilárdsága bizonyult a többi szigetelőanyagéhoz képest kisebbnek, míg rosttal párhuzamos húzószilárdsága, valamint hajlítószilárdsága nagyobbnak. Szilárdsági paraméterei semmiképp sem teszik alkalmassá arra, hogy nagy teherbírású szerkezet készülhessen belőle (pl. többszintes épület teherhordó fala, nagy fesztávú födémek, áthidalók), azonban a szalmabálához hasonlóan vázkitöltő falként vagy kisebb szintszám (1-2) esetén akár teherhordó falként is alkalmazható lehet.
Kiváló hőszigetelő képessége alapján egyértelműen indokolt hőszigetelő anyagként való használata. Szilárdsági tulajdonságai és kiváló hőszigetelő képessége alapján elképzelhető zárófödémek, padlásfödémek hőszigeteléseként való alkalmazása. Kisebb sűrűség esetén farostlemezre kasírozva – nagyobb sűrűség (ezzel együtt nagyobb nyomószilárdság) esetén akár kasírozás nélkül is – alkalmas lehet járható padlástér hőszigetelésére is.
Ugyancsak alkalmazható lehet – a kenderszálhoz és a gyapjúhoz hasonlóan – tetőtér-beépítések szigetelésére, szarufák vagy fogópárok közti szigetelésre, természetesen megfelelő nedvesség elleni védelem (párazárás) együttes alkalmazásával.
Mindezeken túl a kukoricaszár blokk gipszkarton burkolattal ellátva, ami eltakarhatná felületi egyenetlenségeit, alkalmas lehet könnyűszerelt válaszfalakban vázkitöltő falként. Beépíthető esetleg kiegészítő hangszigetelésként válaszfalakban vagy lakáselválasztó falak közé. Elképzelhető továbbá összeépíthető elemekből álló önálló szerkezetként akár építőlemezre kasírozva vagy azzal burkolva, ahol az építőlemez burkolatnak csupán esztétikai funkciója lenne.
Kiváló hőszigetelő képessége, ill kis dinamikai merevsége alapján a kukoricaszár blokk alkalmazása lehetséges úsztatott födémek hő- és/vagy hangszigetelésére is (természetesen itt is a megfelelő technológiai szigetelés egyidejű alkalmazásával). Ahhoz viszont, hogy biztonsággal beépíthető legyen, meg kell vizsgálni tartós terhelés alatti lassú alakváltozását is.
Sajnálatos módon a kukoricaszár blokk mind ez ideig egyetlen épületbe sem lett beépítve, még kísérleti jelleggel sem. Ez elsősorban annak tulajdonítható, hogy az anyag az építésztervezők számára kevéssé ismert, gyártása pedig jelenleg manufaktúra jellegű. A kukoricaszár blokk további hátránya a vonatkozó műszaki szabályozások és a szakirodalom hiányossága, valamint az új, ismeretlen építőanyagokkal szembeni bizalmatlanság.
7.10. táblázat. A kukoricaszár blokk legfontosabb anyagtulajdonságai
[table id=389 /]
Fogalma
A szalmabála jellemzően egy-két szintes falszerkezetek építésére, ill. padlásfödémek szigetelésére alkalmas, de használható réteges falszerkezet hőszigetelő rétegeként, vagy favázas épületek kitöltő falazataként is.

7.27. ábra. Préselt szalmabála
A szalmaház préselt szalmabálákból készült, kívül-belül agyag vakolattal burkolt épület. Ritkább esetben készülhet belőle teherhordó bálafal, ahol nincs szükség további tartószerkezetre. Azonban gyakoribb esetben a szalmaház mechanikai stabilitását favázszerkezet biztosítja. Ebben az esetben a szalma az épület falának, esetleg födémének fő alkotóeleme.
A szalmaház építése nem terheli a környezetet, fűtési költsége minimális. Természetes szellőzése és hőtehetetlensége miatt télen-nyáron kellemes komfortérzetet biztosít. Szalmából építhetők önálló házak, valamint két- és háromszintes épületek – akár közösségi célokra is.
A szalmabála története
Már a történelem korai szakaszában is előfordultak olyan épületek, amelyek egyes szerkezetei (fal, tető) szalmából készültek. Az igazi szalmabála-építés akkor kezdett elterjedni, mikor az 1850-es években feltalálták a bálázógépet, ami lehetővé tette, hogy géppel szabályos, egységes méretű szalmabálákat lehessen előállítani. Az első, szalmabálából készült épületek az 1880-as években épültek az Egyesült Államok Nebraska államának sivatagos vidékein.
A rabszolga-felszabadítás utáni évtizedekben belső népvándorlás indult meg az ország határain belül. A főleg Európa országaiból származó, többmilliós népesség bevándorlása következtében fokozott lakásigény lépett fel, ezzel egy időben nagymértékű, mezőgazdasági ismeretekkel rendelkező szabad munkaerő is megjelent.
Az Egyesült Államok és Kanada területén hatalmas területek voltak, amelyek egyaránt alkalmasak gabonatermesztésre és állattartásra is. így alakultak ki a területre oly jellemző, nagy területű farmok. Európával ellentétben az Egyesült Államokban nem a szárazalmos tartás volt jellemző, hanem a szilajtartás és a vándorló legeltetés. Ennek következtében a farmokon nem használták fel a szalmát olyan nagymértékben, mint Európában.
Ezek a tényezők segítették elő a bálázott szalma helyszíni építési felhasználását és a fokozott lakásigény együttes kielégítését. Az építés során szerzett tapasztalatok többféle megoldást is kiérleltek.

Ráadásul ezen a területen a szalmabálán kívül -amely egyébként olcsón és nagy tömegben állt rendelkezésre – más építőanyag nem volt. A lakásépítés rendkívül sürgető volt, így kézenfekvő volt a bálázott szalma helyszíni építési felhasználása a fokozott lakásigény kielégítésére. A lakosság szalmabálákból kezdett házakat építeni magának, eleinte ideiglenes jelleggel. Később, hogy otthonosabbá tegyék őket, kívülről bevakolták, s végül ezek évtizedekig megmaradtak. Préritüzes területeken háromszor vakolták a szalmabála házakat, az így keletkezett, mintegy 8 cm vastag, vályogjellegű vakolat tűzbiztossá tette az épületeket.
Az első dokumentált, szalmabálából készült épület 1896-1897 között épült iskola volt, amit állítólag egy legelő tehéncsorda pusztított el 1902-ben. A kezdeti nehézségek ellenére azonban a következő 50 év alatt közel 70 szalmaház (templom, iskola, lakóház) épült Nebraska területén, amelyekből napjainkban még több is áll. A szalmabálából készült épületek – építéstechnikájának környezettudatos mivolta miatt – napjainkban is népszerűek. Jellemzően egykét szintes falszerkezetek építésére, ill. padlásfödémek szigetelésére alkalmas, de használható réteges falszerkezet hőszigetelő rétegeként, vagy favázas épületek kitöltő falazataként is.
A szalma – lévén mezőgazdasági hulladék – olcsó volt és jókora mennyiségben állt rendelkezésre, ezért 20. század első harmadában kísérletezni kezdtek a préselt szalmából készült szigetelőlemezekkel. Az első ilyen szigetelőlemezt 1935-ben Svédországban fejlesztette ki Theodor Dieden. Az első, préselt szalmából készült hőszigetelő terméket Stramit néven Torsten Mossesson hozta forgalomba az 1940-es évek végén, ez vázkitöltő szigetelésként világszerte elterjedt. Magyarországon Szolomit néven létezett szalmából vagy nádfélékből préselt, vékony acélhuzalokkal összefogott könnyű tábla, amelyet elsősorban vasbeton szerkezetek hőszigetelésére használtak, de ritkán önállóan, válaszfalként vagy kiállítási épületek falaként is megjelenhetett.
Szalmabála gyártása
A szalmát különböző méretben és formában bálázzák. Az építkezésre szánt bálák kötözése szempontjából megkülönböztetünk kéthuzalos és háromhuzalos hasáb bálákat. A szalmabálás építkezéshez alkalmazható (kéthuzalos) bálák méretei: 32-44 x 50 x 50-120 cm, amelyből 50 cm vastag falat lehet rakni. Az átlaghosszúság 80 és 90 cm között mozog, ami főként annak tudható be, hogy ma már nem gyártanak kisebb bálázógépeket. A bálák átlagos halmazsűrűsége p = 80-120 kg/m3. Magyarországon a 40 x 50 x 80 cm méretű bálák terjedtek el. Létezik továbbá az ún. Háromdrótos préselt bála is, méretei 32-44 x 62,5 x 116-125 cm, ez azonban Magyarországon nem használatos.

Építési alkalmazásuk során fontos, hogy a bálák, amennyire csak lehetséges, sűrűk és tömörítettek legyenek. A bálák tömege 15-30 kg között mozog. A szalmabálákat huzal szorítja össze. A huzalok anyaga lehet polipropilén, természetes anyagú kender, valamint fémdrót. Utóbbi előnye, hogy tűz esetén is egyben tartja a bálát, mivel nagy hőmérsékleten sem károsodik.
A jól elkészített báláknál a huzalok annyira feszesek, hogy a bála és a zsineg közé az ember ujja nem fér be. A huzalok kb. 10 cm-re helyezkedjenek el a szélektől, a megfelelő formatartás miatt. Az építkezésre szánt bála nedvességtartalmának kisebbnek kell lennie, mint 15 m/m %. Az építés helyszínén a bálákat le kell takarni, mindennemű nedvességhatástól óvni kell, mindezek mellett az oldalirányú szellőzést meg kell oldani.
A szalmaház alapvető építőanyaga a szalma, egész pontosan a szalmabála. Az egymásra pakolt szalmabáláknak kitűnő hőszigetelő képességük van. Mivel a szalmabálák teherbíró képessége nem felel meg napjaink igényszintjének, az épület stabilitását fából ácsolt vázszerkezet biztosítja, majd ennek rácsai közé töltik a hőszigetelő gabonaszalma-bálákat. A szalma falszerkezet mindkét oldalát legalább 5-7 cm agyagvakolattal látják el, erre a tűz- és mechanikai károsodások megakadályozására van szükség. Ezenkívül fontos szerepe van a légzárás és a páraáteresztés biztosításában. Végül a vakolatot kazeinos mészfestéssel kezelik a felület védelme érdekében.
Szalmabála tulajdonságai
A szalmaház amellett, hogy jó hő- és hangszigetelő, nagymértékben környezetbarát is, mert olcsó mezőgazdasági mellékterméket hasznosít újra, amelynek szállítási és tárolási költsége is alacsony. Primer energiaigénye szintén rendkívül csekély, hiszen a felhasznált építőanyagok előállítása nagyrészt megújuló energiaforrásokat vesz igénybe, ráadásul a felhasznált természetes anyagoknak nincs károsanyag-kibocsátásuk.
A visszamaradt anyagok megsemmisítése nem károsítja a környezetet, kicsi a beépített energia. A szalma és fa keletkezése C02-elnyeléssel jár, így az átlagos szalmaház építése C02-semleges. karbantartása, javítása, fenntartása egyszerű eszközökkel, kis energiaráfordítással, általában házilagosan is elvégezhető, hiszen nem igényel különösebb szakképzettséget.
Kis energiafelhasználású épület is építhető belőle, ugyanis a 60 cm vastag, két oldalán szalmás vályogvakolattal ellátott szalmabála fal hőszigetelési értéke 20-30 cm ásványgyapottal egyenértékű. Kisebb a beruházási költség is, hiszen kisebb teljesítményű fűtési berendezésre van szükség. Nyári időszakban általában nem igényel semmiféle mesterséges hűtést, ugyanis a szalma -mint szerves anyag – nagy hőtároló képességű.
A szalmaház rovarok és rágcsálók elleni védelme igen kényes kérdés. Amerikai tapasztalatok szerint a termeszjárta területeken a rizsszalma alkalmazása előnyös. Mezőgazdasági szakemberek szerint a rozs vagy zab szalmája nem olyan kellemes a rágcsálók számára, különösen, ha benne maradnak a tokiászok. A rágcsálók a búzaszalmát kedvelik leginkább. Ez ellen a vályogházaknál alkalmazott módszerekkel lehet védekezni, vagyis folyamatos odafigyeléssel, karbantartással és a hibák, kirágások gyors javításával. Műszaki megoldás rágcsálók ellen, ha a fal alsó és felső síkja körül sűrű fémhálóval védjük meg a szerkezetet.
Mivel a szalma érzékeny a nedvességre, így a falakat nedvességhatásokkal szemben is védeni kell. A vályogházaknál alkalmazott módszerek itt is járatosak. A víz távoltartására alkalmasak a nagy kinyúlású ereszek, a megfelelő tereprendezés és a tereplejtések kialakítása, a vizes szerelvények falon kívüli vezetése és a vizeshelyiségek szigetszerű elhelyezése.
Szalmabála esetén a tűzállóság is kulcskérdés. Tűzállósági vizsgálatokat elsőként az Egyesült Államokban végeztek, de kísérletek voltak hazánkban is. Az Egyesült Államokban az ASTME E-119 szabvány szerint vizsgáltak egy vakolatlan és egy külső-belső oldalán kohósalak adalékanyagú cementvakolattal ellátott szalmabála falszerkezetet.
A hőmérsékletet 3 lépcsőben emelték, az első 5 percben 1000 °F-re (539 °C), a 30. percben 1550 °F-re (843 °C), 1 óra elteltével pedig 1750 °F-re (954 °C). A kísérletek azt mutatták, hogy a vakolatlan falszerkezeten 30 perces tűzterhelés során sem láng, sem forró gáz nem jutott át a tűztől védett oldalra, bár a 34. percben már lángáttörést tapasztaltak. A tűztől védett oldalon 30 perc után a hőmérsékletemelkedés 11,5 °C volt, míg a tűzhatásnak kitett oldalon a hőmérséklet 1691 °F (921,7 °C) volt.
7.7. táblázat. A szalmabála fontosabb anyagtulajdonságai
[table id=386 /]
A vakolt falszerkezetet 120 perces tűzhatásnak tették ki, és azt tapasztalták, hogy a kísérlet végeztével nem keletkezett lángáttörés a tűztől védett oldalon, csupán a vakolat repedezett meg. Mindeközben a tűztől védett oldalon a hőmérséklet csupán 63,1 °F-el (17,3 °C) növekedett, míg a tűzhatásnak kitett oldalon 1942 °F (1061 °C) volt.
Míg az Egyesült Államokban a komplett falszerkezet tűzállóságát (vakolatlanul és vakolattal együtt), addig a magyarországi vizsgálatok a szalmabála alapanyagát vizsgálták. A hazai kísérleteket az MSZ EN 11925-2 szerint végezték, s az eredményeik azt mutatták, hogy a szalmabála tűzállósága függ a kötőanyag minőségétől, valamint a szalmabála tömörségétől. Amennyiben könnyen éghető kötőanyagot alkalmaztak, az gyorsan elégett.
Ennek következtében a szalmabála szétesett, nagy mennyiségű oxigén áramlott a bála belsejébe, ami így könnyedén lángba borult. Megfigyelték azonban, hogy a szalmabála tűzzel szembeni ellenálló képessége a tömörség növelésével javítható. A nagy tömörségű szalmabálák a lánghatásra nyílt égés helyett elszenesedtek, s a külső, elszenesedő rétegek meggátolták az oxigén bejutását a bála belsejébe. Mindez hasonlatos a fa égéséhez, ahol a külső, elszenesedett réteg tűzzel szembeni védelmet nyújt a belső részeknek.
Kanadai Nemzeti Kutatási Tanács tesztelte a bevakolt szalmabálákat tűzbiztonsági szempontból. A bevakolt felület két órán keresztül volt képes ellenállni 1000 °C hőmérsékletnek, mielőtt bármilyen károsodást szenvedett volna. Megállapították, hogy a szalmabálák megfelelő mennyiségű levegőt tartalmaznak ahhoz, hogy jó szigetelőértéket biztosítsanak, de nem eleget ahhoz, hogy táplálják a tüzet.
Alkalmazása
Napjainkban a szalmabálából készült ház az egyik legkedvezőbb megoldás a környezetvédelem iránt elkötelezett építkezők számára. A felhasznált anyagok az építési hely közeléből származnak, előállításuk, feldolgozásuk nem igényel fosszilis energiát. A szalmaház sárhabarcs nélküli teherhordó szalmafala építése esetén a bálákat kötésben kell elhelyezni. Az alapozásba betonacél tüskéket helyeznek el, ezekbe lehet beletűzni az első bálasor elemeit. A többi bálasort úgy kell lefűzni, hogy legalább négy bálasor mindig össze legyen tűzve. A letűzésre alkalmasak a betonvasak, de akár a mogyoróvesszők is. A letűzés azért fontos, hogy a váz nélküli bálafalak oldalirányú terhelés esetén ne mozduljanak el.
Mivel jellemzően földszintes épületek készülnek ilyen technológiával, ezért a szalmafalak magassága nem jelentős, a kihajlás a vaskos szerkezet miatt nem jelent veszélyt. A lefűzés mellett azonban fontos, hogy a sarkoknál is sarokmerev kapcsolatot kell kialakítani. Ezt lehet rétegelt lemezből készült, L alakú elemmel, vagy két végén meghajlított betonvassal. Utóbbi esetben ügyelni kell arra, hogy a vasak lehetőleg a bála közepén haladjanak át. A behajlított szakaszok hossza 15-15 cm legyen, az átkötő szakasz hossza akkor megfelelő, ha eléri a min. 50 cm-t.
A favázas vagy létravázas épületek esetében a szalmabála nyomószilárdsága nem játszik szerepet, hiszen a tartószerkezeti funkciót a vázszerkezet biztosítja, amelynek elemei a szokásos módon méretezhetők.
A bálákat kézzel helyezik be, különösebb eszközigénye nincs. A bálák általában megfelelően tömörek, ökológiai lábnyoma nagyon csekély. Fő alapanyaga az építkezés környezetében fellelhető, feldolgozásához tehát nem kell fosszilis energiát alkalmazni, a szállítás környezetterhelése pedig minimális. Az építkezés során keletkező hulladékot a természet képes lebontani. A szalmaházépítés két legfontosabb alapanyaga, a szalma és a fa megújuló forrásnak számít.
Alapozásként alkalmazható a peremgerendával erősített vasalt síklemez. Előnye, hogy az építkezés ideje alatt megfelelő aljzatot, munkafelületet biztosít. Ezenkívül nagy hőtároló tömeget jelent, ami egyrészt a napenergia-hasznosítás, másrészt a nyári hőcsillapítás miatt lehet hasznos. Hátránya, hogy általában nagy a betonszükséglete, és a talajon fekvő padló hőszigetelése általában műanyaghab hőszigeteléssel oldható meg, ami szintén rontja az épület ökológiai értékelését.
Magyarországon elterjedtebb megoldás a jóval kevesebb betont igénylő sávalap készítése. A lemezalappal szembeni hátránya kiküszöbölhető, ha a sávalapok elkészültével a lehető leggyorsabban elkészül a feltöltés és az aljzat, ami biztosítja a munkavégzéshez szükséges felületet.
Teherhordó szalmabála falazat többféle módon is készíthető
A vályogtéglákból készült falakhoz hasonló módszer esetében a bálákat sárhabarccsal, szalmatörekes vályoghabarccsal lehet egymáshoz kötni. Ezzel a szerkezeti megoldással kétszintes vagy tetőtér-beépítéses épületek is építhetők, fafödémmel. A sárhabarcsba rakott fal esetében fontos az ülepedés figyelembevétele, vagyis a nyílászárókat vaktokos szerkezetként érdemes kialakítani.
A bálákat a behelyezés után érdemes kissé beütögetni, és a sorban az utolsó bálát a vázszerkezet közé beszorítani. A bálákat függőleges lefűzővasakkal össze kell tűzni, a fal elkészítése után a kialakult falsíkot egyenletesre vágják.

Koszorúk kialakításánál a legfontosabb, hogy a fedélszék a terheit a falra egyenletesen adja át. Ezért minden esetben létravázas szerkezetű vagy teherelosztó rétegelt lemezre épített koszorút érdemes kialakítani.
A szalmafal elkészítése után általában szükség van a felület durva egyenetlenségeinek megszüntetésére. Erre a legelterjedtebb eszköz a fűszegélynyíró. A fűszegély nyíróval hatékonyan, gyorsan és jó minőségben lehet elvégezni ezt a munkát. A lehullott szalmatörmelék további beépítésre alkalmas: a vályoghabarcsba keverve nagyszerű vakolóanyagot ad, de lehet vele az esetleges réseket tömíteni, vagy akár vissza lehet ásni a kertben.
Vakolás előtt
A vakolás megkezdése előtt a szalmafalra legtöbb esetben rabichálót tesznek, ugyanis a szalmafalra – a vályogfalakhoz hasonlóan – többrétegű, vastag vakolatréteg (agyagtapasztás) kerül. Rabicháló nélküli vakolás esetében az első réteget nagy erővel kell rádobni a falra, hogy az jól bekössön a szálak közé. Ehhez a megoldáshoz igen nagy mennyiségű agyagvakolatot kell előkészíteni, ami jelentős fizikai munkát igényel, viszont gyorsabb és biztosabb is, ezért sokszor célszerűnek bizonyul a rabichálós vakolaterősítés. A rabichálót a tartószerkezethez (különösen ajtók, ablakok mentén, a vázszerkezet elemeinél) is rögzíteni kell.
A rabicháló elkészítése után az esetlegesen adódó üreget, folytonossági hiányokat szalma betömködésével kell megszüntetni. Az alapvakolat felhordása után meg kell várni a megfelelő szilárdulást (ez vályogvakolat esetén elég hosszadalmas), és csak ezután hordhatók fel a következő rétegek. A felületi repedezettség megelőzése érdekében a vályogvakolatba szalmatöreket, lószőrt vagy kendervagdalékot is érdemes adagolni.
A vizes szerelvényeket és a fűtési vezetékeket nem szabad szalmafalban vezetni! Fürdőszoba és konyha tervezésekor a gépészeti vezetékekhez vendégfalat kell készíteni. Sok esetben jól alkalmazhatók a falon kívüli vezetékek. Az elektromos vezetékek és szerelvények esetében is megfelelő lehet a falon kívüli vezetékezés. Más esetben a dugaljak rögzítését faékre szerelt dobozokkal oldják meg. A vezetéket vezetőcsőben kell elhelyezni, amelyeket a rabicolás előtt kell a falra szerelni és a hálóhoz rögzíteni.
Fogalma
A nádszövet évszázadok óta kedvelt építő- és tetőfedő anyag. Tradicionálisan tetőfedésre használták, de az elmúlt évtizedekben gyártott nádpallókat homlokzati falak, belső falak, födémek hő- és hangszigetelésére is alkalmazták. Magyarországon jelentős mennyiségű nád terem, amiből több cég gyárt tetőfedő nádat vagy nádpallót.
Mindezen kívül kerti pihenők szél és belátás elleni védelmére, pavilonok tetejének kialakítására, ill. kerítéselemként is használják. Könnyen drótozható, szegezhető, darabolható.

7.24. ábra. Nádpalló hőszigetelésre
Története
A növényi rostok és egyéb növényi eredetű anyagok hőszigetelő célzatú alkalmazása a világ számos vidékein elterjedt. A trópusokon (Afrika, Óceánia) élő őslakosok évezredek óta szárított tengeri fűből vagy nádból készült házakban éltek.
A mérsékelt és a hideg éghajlatokon a learatott gabona szárát és a nádat inkább tetőfedésre használták. A nád száraz, üreges szárának jó hőszigetelő képessége széles körben ismert volt, így a náddal fedett lakóépületek a világ számos pontján megjelentek. Elterjedésük a kora középkorra tehető, elsősorban Európa és Amerika északi vidékén.
A növényi eredetű anyagok további feldolgozása során születtek meg a 19. század végén, ill. a 20. század elején a különféle növényi rostból készült szigetelőlemezek. Az első ilyen anyagok ugyan olcsók voltak, nedvszívó képességük azonban sok gondot okozott, ezért külön vízszigetelő réteget igényeltek. Az 1920-as években terjedtek el a gomba- és rétegvédelemmel ellátott nádrostból készült szigetelőlemezek, amelyeket bitumennel kezeltek, viszont ezek a termékek páratechnológiai problémákat (páralecsapódás, lecsapódott pára elvezetése) okoztak.

Elsősorban alárendelt épületek (mezőgazdasági épületek) szigetelésére használták a 19. század folyamán a nádpallókat, ugyanis ez a szigetelőanyag – az előzőekkel ellentétben – kevésbé volt hajlamos a rothadásra és rosszabb volt a nedvszívó képessége. A 20. század elején még bitumennel kezelt nádpallók is megjelentek, de nem terjedtek el széles körben ingatag minőségük (nád, bitumen) és tűzveszélyességük miatt.
1920-ban az amerikai Celotex Company préselt cukornádból gyártott hőszigetelő lemezeket hozott forgalomba, amelyeket épületszigetelésen kívül hűtővagonok hőszigetelésére is használtak. Tűzveszélyességük miatt a Celotex-lemezek nem voltak kellően biztonságosak, ezért később továbbfejlesztették, gomba- és féregvédelemmel látták el, és egyik vagy mindkét oldalt azbesztcementtel vonták be őket. Kritikus pontjuk volt a páralecsapódás kérdése.
Gyártása
Alapanyaga, a közönséges nád az egész világon megtalálható. Európában sokfelé gyakori, Magyarországon is jelentős mennyiségű nád terem. A nád éppen úgy, mint a gyékények, az állóvizek nádasainak egyik jellegzetes növénye, amit évezredek óta használnak épületek építőanyagaként. Elsősorban elfásodott, üreges szárát hasznosítják.
A learatott nádat a parton nagy kúpokba összerakva tárolják, és helyben vagy koncentráltan telephelyeken előre feldolgozzák. Annak során az aratott kévékből a törött és rövid szálakat, valamint a gyékény vagy sás részeket eltávolítják, és egységnyi kévékbe kötik, amelyeket tetőfedő nádként hasznosítanak, vagy tovább feldolgozzák nádpallónak, nádszövetnek, amelyet ugyancsak az építőipar hasznosít.
A nádlemezek készítése során a nádat ásványi vagy kémiai kötőanyag nélkül egymással párhuzamosan futó drótpárok közé préselik, és a párhuzamos drótokat drótkapoccsal kötik össze. A préselési nyomást úgy szabályozzák, hogy a nád természetes keresztmetszete megmaradjon, s a nádlemezzel egy, a parafáéhoz hasonló szigetelőképességet lehessen elérni.
Tulajdonságai
A nádból készülő hőszigetelő lemezek előnye, hogy mind a hőszigetelő mind a vakolattartó funkciókat képesek ellátni. A nádszálak közé bezárt levegőnek köszönhetően a lemezek jó hang- és hőszigetelők. A nád egy ökologikus szigetelőanyag, amely megújuló nyersanyagból készül, nem tartalmaz kémiai kötőanyagokat.
7.6. táblázat. A nádpalló hőszigetelések legfontosabb anyagtulajdonságai
[table id=385 /]
Alkalmazása
A nád szigetelőanyagként való alkalmazásával egy vegyszermentes, egészséges élettér hozható létre. Az energiatakarékos gyártási folyamatoknak és a környezetbarát anyagfelhasználásnak köszönhetően a nádlemezek óvják a környezetet. Remekül alkalmazhatók vályogfalak szigetelésére. A jelenleg forgalomban lévő nádlemez szigetelőtermékeket különféle táblaméretben gyártják, 20, 30 és 50 mm vastagságban. Ezekkel különféle vastagságokat lehet elérni attól függően, hogy hány rétegben (max. 3) használjuk.
A falazatra való elhelyezés kevésbé problémás. Az egy vagy akár több rétegben készülő szigetelést alátétes dűbelekkel lehet a falszerkezethez rögzíteni (6 db/m2, 10×90-200 acéldűbel vastagságtól függően). A nádat mechanikai és tűz elleni védelme miatt külső oldalról feltétlenül vakolni kell! Javasolható, hogy a nádpallókra stukatúr nád vagy rabicháló kerüljön, amelyek segítik a vakolat tapadását, ugyanis a nádpalló nyers felülete olyan tömör, hogy a vakolat nem tud kellő tapadófelületet kialakítani.
Vakoló-anyagként javasolt mészhabarcs, javított mészhabarcs vagy cementvakolat. Lehetséges még vályogvakolattal védeni a nádpallókat, de a vályog kevésbé tartós, mint az előbb felsorolt anyagok. A nádpalló a szerkezetben kialakuló páratechnikai problémákra kevésbé érzékeny, mivel az anyag üregszerkezete el tudja vezetni az esetleg feldúsuló párát.

A nádpallókat padlásfödémbe is be lehet építeni, bár ez a felhasználási mód több problémát is felvet. A tábláknak ugyanis jelentős térfogatsúlyuk van (120-220 kg/m3), és a kellő vastagságú (kb. 20-30 cm) hőszigetelés súlya már jelentős terhet jelent. A szerkezet súlyát tovább növeli, hogy 5-10 cm-es vályogtapasz-tással érdemes ellátni a vízszintesen fektetett nádpallókat. Ez a réteg a födém tűzbiztonságát és a födém járhatóságát biztosítja. Nem megoldott ugyanakkor a rágcsáló elleni védelem. A nádpallók teljes vályogos körbeburkolása a födém szélein sokszor nehézkes, ill. a vályogborításon évek során keletkező repedések lehetőséget nyújtanak arra, hogy egerek, pelék költözzenek a szigetelésbe.
A nádpalló javasolt nem beépített padlásterek utólagos hőszigetelésére. Ezeket a kereskedelemben kapható, 6-8 cm vastag táblásított termékeket ütköztetéssel kell elhelyezni a padlástér deszkázatára. Ha ezt 8 cm vastagon betapasztjuk (agyag-föld-növényrost keverékkel), akár járható padlásteret is készíthetünk belőle.
Fogalma
A forgácslap olyan ipari fatermék, amelyet közvetlenül e célra készített faforgácsból vagy a fa megmunkálása során keletkezett hulladékforgácsból kötőanyag adagolással, hőközléses préseléssel készítenek. Anyaga fenyőfából vagy lombos fából, ill. a kettő keverékéből készült forgács. Kötőanyaga hőre keményedő műgyantaragasztó.
Története
A „mesterséges fa” elnevezésű első szabadalom a német Ernst Hubbardtól származik, aki 1887-ben falisztből és albuminalapú szerves ragasztóanyagból hőpréseléssel állított elő faforgács lapokat. 1889-ben a német Kramer szabadalmaztatott egy faforgács és lenszövet összeragasztásából nyert, mesterséges faanyagú terméket.
A forgácslap-gyártás ötlete az Egyesült Államok Indiana államában tevékenykedő Watson nevű úriembertől származik, aki 1905-ben jegyeztette be szabadalmát forgácslapok gyártásáról. Azt javasolta, hogy különböző alakú farészecskékre hordjanak fel ragasztóanyagot, a részecskéket pedig több rétegben, eltérő szálirányban helyezzék egymásra, és így préseljék lappá. 1905-1941 között több kutató is tett ajánlatot forgácslapok előállítására, közülük F. Pfohl 1935-ös szabadalma a legjelentősebb, aki egy- és háromrétegű lemezek gyártására tett javaslatot.
A faforgács lap gyártástechnológiájával kapcsolatos kísérleteket a német feltaláló, Max Himmelheber kezdte el az 1930-as években azzal a céllal, hogy növelje a faipari hulladékok (főleg faforgács és fűrészpor) felhasználását, ami ebben az időszakban 40%-os hatásfokkal működött. Így készítette el az első faforgács lapot 1932-ben. A tömeggyártás elindításának nagy lökést adott, hogy a második világháború alatt Himmelheber a német légierőhöz került, ahol a műgyanták használata elterjedt, és a repülők burkolására nem a drága furnérlapokat, hanem a sokkal olcsóbban előállítható faforgács lapokat kezdték alkalmazni.
A második világháború alatt és után – elsősorban Németországban – több üzem és kutatóhely foglalkozott a gyártás megvalósításával. így a Westdeutsche Sperrholzwerken vállalatnál W. Roos és munkatársai karbamid-formaldehid műgyanta kötőanyagot használtak a furnérhulladék felhasználására épült forgácsüzemben. 1943-ban Németországban már 10 000 t forgácslapot gyártottak.
A forgácslapok üzemszerű gyártását 1941-ben Németországban a Torfit-művekben kezdték. Szárított fenyő fűrészporból, 8-10% fenol-formaldehid kötő-anyag bekeverésével, egyszintes hidraulikus hőprésben állítottak elő lapokat. A 2×3 m méretű termék préseléséhez 0,8-1,0 MPa fajlagos nyomású, 160 °C hőmérsékletű préslapokat használtak. Ily módon 4-25 mm vastagságú fűrészpor lapokat préseltek. A gyártástechnológiája azóta sem változott, azt leszámítva, hogy az évek során hatékonyabbá vált a termelés, és többféle ragasztóanyag is forgalomba került.
Kiemelkedő érdemeket szerzett a forgácsipari kutatások és a gyártás megvalósítása terén Fred Fahrni. Tudományosan foglalkozott a forgácslapok szerkezetével, a műgyanta és a tömörítés hatásaival. O fejlesztette ki elsőként a könnyű, háromrétegű forgácslapok előállítását. A középrétegben már durvább forgácsot, a fedőrétegben vékony, lapkás forgácsot alkalmazott. Kutatómunkája a máig is élvonalban álló Novopan-eljárásban valósult meg. Az első ilyen üzem 1946-ben a Keller cég rétegeit lemez gyárában épült Klingnau városában, Svájcban. A gyártáshoz forgácsológépeket, szárítókat, gyantafelhordó gépeket, terítőgépeket fejlesztettek ki. Ez volt az első teljesen gépesített üzem.
A kutatás új szakaszát W. Klauditz nyitotta meg, aki munkatársaival 1947-ben Braunschweigben kezdte meg a forgácslapgyártás technológiájával összefüggő kutatómunkáját. Lényeges volt a forgácslapok szilárdságképzésével foglalkozó kísérletsorozatuk. Meghatározták az optimális forgácsméretet, a sűrűség és a szilárdság összefüggéseit, a gyantatartalom hatását a szilárdságra.
Az üzemi kutatásokban a Holig-Homogenholzwerke GmbH, az Interwood, a Triangel és a Behr cég hozott hasznosítható eredményeket, Az elméleti kutatások és gyakorlati eredmények azt mutatták, hogy a tisztán hulladékanyagokból (fűrészporból, gyaluforgácsból stb.) dolgozó forgácslapgyártás – az akkori körülmények között – nem lehet kellően gazdaságos, a laptulajdonságok nem javíthatók. Ekkor kezdték bevezetni a tűzifa jellegű faanyagok forgácsolását. Az így nyert szeletelt célforgáccsal már jobb minőségű forgácslapot tudtak gyártani, kisebb kötőanyag-felhasználással. Ezzel a jobb minőségű termékkel be lehetett törni a bútoripar területére is.
1949-1953 között már több országban elterjedt a forgácslapgyártás. Elsősorban a bútoripar hasznosította, de az Egyesült Államokban az építőipar már ebben az időszakban is jelentős mennyiséget hasznosított.
Különleges eljárások is kialakultak, mint pl. a folyamatosan működő Bartrev-préssel dolgozó gyártás, vagy 0. Kreibaum dugattyús préssel működő üzeme. 1954-1955 között olyan jelentős újításokkal találkozhatunk, mint E. Schnitzler súly- és térfogat-szabályozással működő terítőgépe vagy Himmelheber szóróhengeres és E. Greten légsodrásos terítőgépe. A forgácslapgyártás nem csak fa hulladékbázison fejlődött, kialakult a len- és kenderpozdorja lapok gyártása is, ezek létjogosultságát a len- és kenderfeldolgozás hulladékanyagai adták.
A faforgács lap anyagai
Elvben minden lignocellulózt tartalmazó rostos anyag alkalmas forgácslap gyártására, széles körben azonban csak a faanyagokat és néhány egynyári növény (len, kender) maradékát használják. Általában az erdőgazdasági termékek közül a forgácsfának és az erdei aprítéknak, a faipari hulladékok közül pedig a fűrész-, lemez- és asztalos üzemi hulladéknak van jelentősége. Alkalmas továbbá a kérgezési hulladék is, ami a kettő közti átmenetet képezi.
A forgácslapok minősége és gyártásuk gazdaságossága nagymértékben függ a forgácsszemcsék összeragasztására használt kötőanyagoktól, ezért a forgácslapipar fejlődésével párhuzamosan együtt járt a kötőanyagok fejlesztése is. Kezdetben főleg véralbumint és kazeinenyveket használtak, de emellett még növényi eredetű, sőt, szilikáttartalmú ragasztókkal is készültek forgácslapok. Azonban az így készült termékek nedvességgel szembeni ellenálló képessége gyenge volt. Megfelelő eredményt csak a műgyanták kifejlesztését követően sikerült elérni. A fenol-, ill. a különböző fenolhomolog-, majd később a karbamid-gyantákkal nagy szilárdságú és különböző klimatikus hatásoknak is jól ellenálló lapokat gyártottak.
Adalékanyagként többnyire víztaszító anyagokat, ritkábban gomba- és rovarkárosítók elleni védőanyagokat használnak. Ezeket a forgácslap minőségének javítására többnyire a kötőanyaghoz keverve, azzal együtt, vagy permetezéssel viszik fel az előkészített forgácsra. Hatásukra általában romlik a műgyanta ragasztószilárdsága, ezért csak annyi használható fel belőlük, amennyi a forgácslap szilárdságát jelentős mértékben nem csökkenti, és egyéb más károsító hatása sincs.

A vízállóság növelése érdekében jó eredmény érhető el a forgácsnak még a kötőanyag felvitele előtti hőkezelésével, vagy kis kondenzációs fokú fenolgyantával, etilénglikollal vagy alumínium-kloriddal való impregnálása. Ezek az eljárások azonban általában drágák, emiatt a vízfelvevő képesség csökkentésére víztaszító anyagokat használnak, elsősorban paraffint, esetleg petrolátumot, vagy egyéb hasonló ásványolaj ipari mellékterméket (pl. kationaktív diszperziókat).
A forgácslapok gombafertőzéssel szembeni ellenálló képességének növelésére különböző védőszerek (fungicid anyagok) használatosak. Erre a célra olyan anyagok alkalmasak, amelyek a forgácslap kötőanyagával jól összeférnek, a gyártás során a viszonylag magas préselési hőmérsékleten nem bomlanak, és nem szublimálnak, a forgácslap szilárdsági értékeit jelentős mértékben nem csökkentik, az egészségre nem ártalmasak, kellemetlen szaguk nem rontja a forgácslap minőségét, védőhatásukat sokáig megőrzik, és felhasználásuk is gazdaságos.
Ilyen anyag lehet a pentaklór-fenol, a réznaftenát, a dinitrofenol-nátrium, a nátrium-fluorid, a nátrium-szilikofluorid, amelyekből a forgácslap tömegéhez viszonyítva többnyire 0,2-1,5% mennyiséget használnak. A védőszereket általában a kötőanyaghoz keverik vagy oldat alakban permetezéssel viszik fel a forgácslap felületére.
Felületkezelés során a forgácslapokra védőréteget visznek fel, hogy egyrészt vízzel és a külső hatásokkal szembeni ellenálló képességüket, másrészt esztétikai megjelenésüket növeljék. Attól függően, hogy ez az anyag folyékony vagy szilárd állapotú, megkülönböztetünk felületképző és felületbevonó anyagokat. Felületképzésre olyan folyékony vagy felvitel után meg-folyósodó filmképző anyagokat használnak, amelyek a felülethez tapadva megszilárdulnak, és összefüggő réteget képeznek. Forgácslapok felületkezelésére alapozóanyagokat (telítetlen poliészter, telítetlen akril-gyanta, savra keményedő poliuretán, cellulóz-nitrát), lakkokat és zománcokat használnak.
A felületbevonó anyagok szilárd állapotú, vékony lemezek vagy fóliák, amelyeket általában ragasztással visznek fel a forgácslap felületére. Forgácslapok bevonására alkalmas a textil, a bőr, a furnér és a különböző műanyag lemezek. Ipari felhasználásra azonban – a természetes eredetű furnéron kívül — főleg cellulózvázas impregnált termékeket, cellulózvázas laminátokat vagy egyéb felületbevonó anyagokat (pl. PVC-fóliák) használnak.
Forgácslapok gyártása
A forgácslapok többféle eljárással készíthetők. Először a faanyag előkészítése, kérgezése történik. Ezt követően a faanyagokat aprítják, forgácsolják, majd az így kapott anyaghalmazt kiszárítják. Rövid tárolás, pihentetés után osztályozzák, majd a faforgácsot kötőanyaggal és impregnálószerekkel keverik. Ezt követően jön a forgácspaplan terítése, előpréselése, majd a hőpréselés, amit a klimatizálás, végkikészítés, szélezés és csiszolás követ.
A forgácslap gyártása során előállított forgácsot célforgácsnak nevezzük. A hengeres fa és a hosszabb darabos hulladék célforgáccsá vágásának alapvetően két módszere van. Az egyiknél a faanyagot először aprítékká, majd az aprítékot forgáccsá, a másiknál a faanyagot közvetlenül forgáccsá vágják. A rövidebb, darabos maradék anyagok feldolgozásához az első módszer használatos.
A fejlesztés első szakaszában számos konstrukciós típust hoztak létre, azonban széles körben csak a késtárcsás, a késtengelyes és a késfejes gépeket használják. Az apríték feldolgozására alkalmas a késgyűrűs forgácsvágó gép. Eleinte a hengeres, hosszolt faanyag feldolgozásához alkalmasabbnak mutatkoztak a késtárcsás forgácsvágó gépek, amelyek előnye a vékony, 0,2 mm vastagságú forgács, ami jobb minőségű. Síkban forgácsolnak, a vágott forgács elvezetése egyenes vonalú, ezért a forgács egyenletes vastagságú, kevésbé görbült, töredezett.
A késtengelyes forgácsgépben az alapanyag hossztengelyével párhuzamosan, a hengeres szerszámtest palástján elhelyezett kések forgácsolnak. Az alapanyag folyamatos harántirányú mellékmozgást végez, A kések élvonala kisebb-nagyobb mértékben eltér a vágásirányra merőlegestől, így a vágóerőnek él-irányú komponense is van, ezért metszve vág.
A forgácsolást követő utóaprítás célja a vágott, lapos forgácsok hosszúsági és szélességi méreteinek egységesítése. Erre a célra elterjedt géptípusok a kalapácsos őrlők, az ütőcsillagos őrlők, a tányéros őrlőgépek
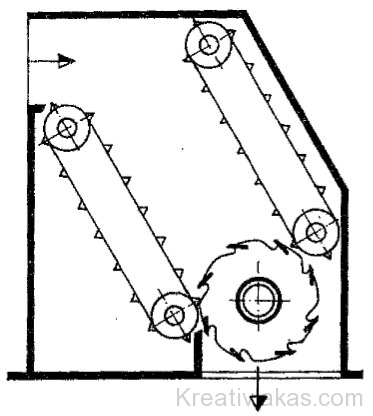
7.20. ábra. Késtengelyes forgácsológép elvi rajza
Keresztirányú őrlőgépeket használnak az alapanyag kíméletesebb finomítására, amikor kevesebb a rosttörés és egyenletesebb összetétel jön létre. Fémet vagy egyéb szennyeződést tartalmazó anyagok esetén (pl. bútorok, talpfák, szaruzatok) körmös aprítógépet használnak, amelyből a nagyméretű szennyező anyagok egy rugós billenőajtón esnek ki, a kisebbeket mosással távolítják el.
A forgácsolás és őrlés után az elkészült alapanyag tárolása, adagolása és szállítása következik. Ez egyrészt azért fontos, mert különféle technológiai okok miatt (egyenletes forgácskeverés, késcsere, géphibák) szükség lehet a forgács tárolására. Másrészt a következő munkafázisokban (szárítás, osztályozás, gyantafelhordás, terítés) fontos, hogy a forgácsadagolás egyenletes és szabályozható legyen. A forgácsszállításra léteznek mechanikus és levegőárammal működő szállítóberendezések.
A forgácslapok gyártása során a feldolgozandó alapanyag nedvességtartama 25-120% nettó nedvességtartalom közt változik. Kisebb a gyaluforgácsé és a huzamos ideig tárolt faanyagé, nagyobb a frissen beérkező faforgácsé és az erdei aprítéké. A forgácslapok kötőanyaga a hőprésben keményedik meg, ezért itt a műgyantával kevert forgácselegy nedvességtartalma nem haladhatja meg a 10-12%-ot, ellenkező esetben a nagy víztartalom lelassítja a műgyanta kötési folyamatát, a keletkező gőzök a lapon belüli rétegelválásokat, lap robbanásokat okozhatnak. A10-12% elegynedvesség eléréséhez a forgácsanyagot 2-5%-ra kell szárítani. A szárítás során ügyelni kell arra, hogy a változó nedvességtartalmú anyagot egyenletes szárítsuk.
Forgácsszárítás során alapvető feladat, hogy a forgácsot teljes keresztmetszetében 100 °C-ra, vagy azt meghaladó hőmérsékletre melegítsük fel, hogy a víz el tudjon párologni. A gyártáshoz felhasznált forgácshalmaz nagyon sok kis elemi részecskéből áll. A szárítás során meg kell valósítani, hogy minden forgácsrészecske közel azonos feltételek között veszítse el a vizet. A forgács csak a szükséges ideig tartózkodjon a szárítóban!
A forgácsot tehát folyamatosan a szárítóba kell juttatni, azon átvinni, majd a szárítóból kijuttatni. A forgács felmelegítését a fűtési rendszer, mozgatását a szállítórendszer végezni. E két rendszer kombinációjából születtek a különböző szárítótípusok. Hőátadás szempontjából megkülönböztetünk kontakt és konvekciós, szállítórendszer alapján pedig mechanikus és pneumatikus rendszerűt.
A forgácslapgyártásban sokféle alapanyagból, különféle feldolgozási technológiával rendkívül összetett forgácshalmazt állítanak elő, amelyben különböző méretű, alakú forgácsok találhatók. A gyártástechnológia és a végtermék szempontjából nem közömbös, hogy milyen szemcseméretű forgácsok kerülnek a fedő- és középrétegbe. A túlzottan vastag forgácsok a fedőrétegben rontják a felületi egyenletességet, simaságot. A középrétegben lévő porfrakciók a préseléskor okozhatnak nehézséget. Éppen ezért fontos az előállított forgácshalmaz összetételének ismerete és szabályozása.
Az osztályozásnak így tehát két feladata van
Egyrészt kiválasztani a gyártáshoz nem használható anyagokat, frakciókat (pl. szennyező anyagokat, túlságosan finom vagy durva forgácsanyagokat), valamint különválasztani a gyártáshoz alkalmas, különböző méretű frakciókat. A forgácsosztályozás végezhető szitával vagy légsodrásos módszerrel (szétosztályozás).
A forgácslapgyártás egyik leglényegesebb technológiai művelete a kötőanyag-felhordás, a végtermék anyagtulajdonságai és gazdaságossági okok miatt is. A forgácsra felvitt műgyanta mennyisége befolyásolja a lap szilárdságát, vízfelvételét és vastagsági dagadását. Hajlítószilárdság szempontjából meghatározó a fedőréteg szilárdsága. A fedőréteghez általában 10-12%, a középréteghez 7-9% műgyantát adagolnak.
A gyakorlatban két alapvető módszert alkalmaznak a forgácsok gyantázására. A porlasztásos eljárásnál a kötőanyagot apró cseppecskékre bontják (szétporlasztják), majd ezeket a cseppecskéket lehetőleg eloszlatva viszik a forgács felületére. A forgács felületén a cseppecskék kissé szétterülnek, mégis pontszerűen helyezkednek el, így a forgácsok egymáshoz való ragasztása is pontszerű lesz. A mechanikai eljárás során a műgyantát dörzsölve felkenik a forgácsok felületére, azok egymáshoz súrlódva a gyantát átkenik egymásra, így nagyobb összefüggő filmfelületek keletkeznek, ám ezek sem vonják be a forgácsok teljes felületét.
Mindkét eljárásnak vannak előnyei és hátrányai. Finom forgácsok, kisebb méretű szemcsék keverésére a mechanikus, nagyobb szemcséjű, lapkás forgács esetében a porlasztásos eljárás az előnyösebb. Léteznek szakaszosan és folyamatosan működő, pl. dobkeverő gép, Fahrni-féle hengeres gyantafelhordó gép, többtengelyes keverőgép, Drais-típusú egytengelyes keverőgép, kötőanyag-felhordó gépek. Fontos, hogy a forgács és a kötőanyag adagolása szabályozott legyen, s hogy a kötőanyag a művelet előtt megfelelően elő legyen készítve.
A műgyantával és adalékanyaggal kevert forgácshalmazt préselésre alkalmas állapotba kell hozni. Ezt a forgács terítésével érik el. Terítéskor a forgácsszemcséket tulajdonképpen a végleges helyükre kell irányítani, amelyet majd a késztermékben elfoglalnak. Préseléskor már csak tömörödnek, de ott a helyzetüket már nem változtathatják. A terítéssel lehet kialakítani a kész lapok megfelelő szerkezeti felépítését. A terített forgácsrétegek (forgácspaplan) legfőbb jellemzője a felületegységre eső forgács tömege, amely a préselést követően a laptermék sűrűségét meghatározza.
A különböző sűrűségű és tömörségű forgácslapok műszaki jellemzői eltérőek. Terítéskor tehát a szerkezetkialakítás mellett az egyenletesség a legfontosabb mutató. Biztosítani kell, hogy azonos tömegűek legyenek az egymást követő lapok, és a lapon belül mind kereszt-, mind hosszirányban egyenletes legyen a forgácspaplan felületi sűrűségének eloszlása. Ezt helyesen megválasztott és működtetett adagolórendszerrel lehet megvalósítani.
Terítés során alakítják ki a forgácslapok megfelelő rétegfelépítését. Megkülönböztetünk egy-, három- és ötrétegű, valamint folyamatosan rétegezett forgácslapokat. A forgácsot terítőgépek terítik az alattuk elhaladó szalagra, lemezre vagy fóliára. Rétegszámtól függően egy, három vagy öt terítőgépet alkalmaznak.
Egyrétegű forgácslapokat ritkán gyártanak, általában alacsonyabb rendű alkalmazásra, legtöbbször furnérozott kivitelben. A háromrétegű lapokat három vagy négy terítőszekrény teríti, ugyanis nagy teljesítményű üzemekben a középréteg terítésére két gépet működtetnek.
Ötrétegű terítéssel általában finomabb felületű forgácslapot állítanak elő mechanikus terítőgépekkel. Az első és ötödik terítőgép a finom forgácsot, a második és a negyedik a normál fedőforgácsot, a harmadik a középforgácsot teríti. Általánosan a folyamatos terítés az elterjedt, de bizonyos esetekben szakaszos terítőszekrényt is alkalmazhatnak. Működésük szerint megkülönböztetünk mechanikus és légsodrásos terítőgépeket. Utóbbival készülnek a folyamatosan rétegzett lapok.
A terítőlemezre, terítőfóliára, védőlemezre terített forgácspaplant a hőprésbe kell juttatni. Mozgatás közben az anyag rázkódik, amelynek hatására a laza teríték szélei, sarkai leomolhatnak, sérülhetnek. Az apróbb forgácsszemcsék a rázkódás, mozgás hatására a lap felső rétegeiből lefelé hullanak, a paplanon belül frakcionálódás jön létre. Terítés után a forgácspaplan vastag, a végleges lapméret többszöröse. A hőprés fűtőlapjai közti távolságot a berakó berendezés típusa, szerkezete és a forgácspaplan vastagsága határozza meg. A préslapok közti távolság, így a hőprés szerkezeti magassága miatt minél kisebb terítésvastagságra kell törekedni. A préslapok közti távolság a prészárási időt is befolyásolja.
A prészárás ideje attól is függ, hogy a forgácsokat milyen gyorsan tudja a prés végleges alakjukra deformálni, egymáshoz tömöríteni. Ezeket a kedvezőtlen hatásokat lehet megszüntetni vagy csökkenteni az előpréseléssel. Az előprés tehát csökkenti a forgácsteríték sérülékenységét, megakadályozza a forgács további frakcionálódását, lehetővé teszi a nyers paplan továbbítását, elősegíti a hőprés szerkezeti magasságának csökkentését, valamint a forgácspaplan előtömörítésével rövidebb zárási időt eredményez a hőprésnél. Léteznek álló helyzetű, sík előprések, mozgó, sík előprések és folyamatos előprések.

A forgácslapgyártás során a hőpréselésnek különleges jelentősége van, mert alapvetően meghatározza a végtermék minőségét. A hőpréselést technológiai szempontból kétféle folyamat jellemzi, a hőmérséklettel és a nyomással összefüggő viszonyok változása. A két állapotjellemző együttesen határozza meg a hőprés működését. A hőprésben zajlik a forgácspaplan összenyomása a kívánt lapvastagságra, az egymás mellett fekvő forgácsszemcsék összeszorítása a ragasztási nyomásig, a forgács és a kötőanyag felmelegítése a keményedési hőmérsékletre, az egyensúlyi nedvességi állapot beállítása, valamint az egyes forgácsszemcsék egymáshoz való ragasztása.
A forgácslapgyártás során a termék viszonylag nagy méretben készül, amelyeket a préselés után szélezni kell, szükség esetén fel kell darabolni, méretre vágni. Préseléskor a lap vastagsága is nagy szórást mutat, a lapok felületén a műgyanta túlkondenzálódik, a legkülső rétegek kötése nem megfelelő. A tovább-feldolgozáshoz a lapfelületeket csiszolni kell, ezzel a lapvastagságot a felhasználói igényeknek megfelelő pontosságúra kell beállítani.
Szélezéskor el kell érni, hogy a lapok hosszú és rövid élei egymással derékszöget zárjanak be, a lapok élei a lapsíkra merőlegesek legyenek, az élek tömörek legyenek (tehát a ragasztási szilárdság itt is érje el az előírt értékeket), valamint a vágáséi tiszta, egyenes legyen. A szélezés és előszabás végezhető közvetlenül a hőpréselés és hűtés után, de a szélezőgépek beépíthetők a végkikészítő gépsorba is. Ezt követi a lapszabással való méretre vágás, majd pedig a vastagsági méretek beállítása csiszolással.
Utolsó művelet a felületképzés kialakítása, ami lehet az előzőekben ismertetett felületkezelés (alapozás, lakkozás, zománcozás, erezetnyomás), vagy pedig préseléssel vagy kasírozással történő felületbevonás.
Tulajdonságai
A forgácslapok előnyös tulajdonsága, hogy hossz- és keresztirányban azonos szilárdsági tulajdonságúak, mivel nincs szálirányuk. Zsugorodásuk a természetes fához viszonyítva kisebb, a légköri hatásokra lassabban reagálnak.
Gomba- és rovarkártevők nem támadják meg. A hasonló, bútoripari célokra alkalmazható faanyagoknál lényegesen olcsóbb. A forgácslapok hátrányos tulajdonsága, hogy az éleik nedvességre érzékenyek. A forgácslapok technológiai jellemzői lényegesen eltérnek a természetes fáétól. Szeg- és csavarállóságuk elmarad a természetes fától. A kötőanyagként alkalmazott műgyanta miatt a megmunkáló szerszám élét erősen koptatják.
További hátrány, hogy a műgyantaragasztóból a gyártás után évekkel is egészségre ártalmas formaldehid szabadul fel.
7.3. táblázat. Faforgács lap hőszigetelő anyagok fontosabb anyagtulajdonságai
[table id=384 /]
Alkalmazása
A forgácslapokat sűrűségük alapján három csoportba soroljuk: kis sűrűségű, közepes sűrűségű és nagy sűrűségű forgácslapok. A forgácslapok keresztmetszeti szerkezet alapján is csoportosíthatók, a rétegek száma szerint. Legfontosabb az egyrétegű és a háromrétegű lapok csoportja.
A kis sűrűségű lapok általában egyrétegűek, a közepes sűrűségűek háromrétegűét A szélső rétegek finomabb őrlésű aprítékot és több műgyantát tartalmaznak. A síkpréselt lapokban a forgácsdarabkák hosszmérete párhuzamos a lap síkjával, emiatt a lapok hajlítószilárdsága nagyobb. Ezzel a préselési módszerrel egy- vagy többrétegű lapok is készíthetők.
A) Kis testsűrűségű faforgács lapok
A kis sűrűségű forgácslapok (p = 250-400 kg/m3) építési célra használatosak, hő- és hangszigetelő anyagként. Kevesebb műgyantaalapú ragasztóval, kisebb présnyomással gyártják.
A nedvesség elleni védelem mellett önálló rétegként is alkalmas a hőszigetelő funkció ellátására bármely épületszerkezet esetén. Napjainkban azonban inkább szendvicsszerkezetű lapok tartófelületeként, valamint társított hőszigetelő táblák készítésekor használják.
Leggyakoribb a műanyaghab és faforgács lap kombinációja. Számos gyártó és forgalmazó termékpalettáján találhatunk faforgács lap és expandált polisztirolhab, szürke színű expandált polisztirolhab vagy poliuretánhab társításával készített hőszigetelő termékeket. Ezek a termékek elsősorban padlásfödémek szigetelésére, valamint magastetők szarufák feletti, közötti vagy alatti hőszigetelésére alkalmasak. Utóbbiak általában csaphornyos élképzésűek, és kétoldali alumíniumfólia kasírozással is el vannak látva. Leginkább pala-, zsindely- vagy bitumenes fedések esetén használatosak, de léteznek kimondottan fémlemezfedésű tetőkhöz kifejlesztett termékek is.
B) Közepes testsűrűségű faforgács lapok
A közepes sűrűségű forgácslapok (p = 400-750 kg/ m3) fő felhasználója a bútoripar. A lapok borító forgácsrétege nagyobb gyantatartalmú, finomabb őrlésű, mint a középső részé. A lap mindkét oldalán csiszolt felületű, vastagsága 8-36 mm, hosszúsága 1860-5500 mm, szélessége 1000-1860 mm közötti.
C) Nagy testsűrűségű faforgács lapok
A nagy sűrűségű forgácslapok (p > 750 kg/m3) nagy présnyomással készülnek, általában egyrétegűek, készítésükhöz kemény, kopásálló faanyagot használnak. Gyakran műgyanta helyett cement kötőanyag felhasználásával készülnek. A cement kötőanyagú lapok a nedvességre kevésbé érzékenyek, így alkalmasak zsaluzóanyagnak is.
Fogalma
A farostlemez jó hőszigetelő és páraáteresztő képességű, természetes hő- és hangszigetelő anyag. Többnyire 0,6-10 cm vastag táblákban árusítják, amelyek egy vakolathordó rétegből és egy szigetelőrétegből állnak. Alkalmazható szarufák közötti és feletti hőszigetelésként, homlokzatok és födémszerkezetek hőszigetelésére, nedvességtől védett helyen padlók hangszigetelésére.
Farostlemez története
A farostlemez-gyártás a papírgyártással rokon, így gyártástechnológiája a vastag papírokéból fejlődött ki. A farostlemez-gyártás a papírgyártás fejlődésének minden fázisában jelen volt, csak nagyon sokáig nem fedezték fel. A nagyüzemi farostlemez-gyártás az Egyesült Államokban indult útjára, így a farostlemezt amerikai eredetűnek tekintik.
A 18. századi Angliában kísérletezni kezdtek az addiginál vastagabb papírok készítésével, amelynek eredménye Henry Clay vastag papír készítéséről szóló szabadalma, ami „papier mashé” néven lett ismert. Az újfajta anyagból először válaszfalakat, bútoralkatrészeket, nyílászáró- és járműalkatrészeket készítettek, azonban gyorsan felismerték az építőlemez-gyártás lehetőségét is. A „papier mashé” nevű anyagból az 1850-es években még üdülőházakat is építettek, egyet Ausztráliába szállítottak és állítottak fel. A farostlemez-gyártás fejlődésével párhuzamosan tehát a fa alapanyagú, előregyártott elemes házépítés is kifejlődött.
Az Egyesült Államokban 1906-ban jelentek meg a kereskedelemben az első önhordó, merev, szigetelő farostlemezek Wallboard márkanéven. A nagyüzemi farostlemez-gyártás kezdetének 1910-et tekinthetjük, amikor a Ten-Test Company megkezdte a szigetelő farostlemezek gyártását. 1916-ban az Insulite Company már facsiszolatból gyártotta farostlemezeit. Ekkor már csak a fa és fás anyagok rostosítási technikája hiányzott, hogy a gyártástechnológia minőségileg és mennyiségileg is fejlődhessen.
1920-1930 között két rostosítási eljárást is feltaláltak, és ezzel feltartóztathatatlanul megindult és terjedt a farostlemez-gyártás az egész világon. Az amerikai William H. Mason1924-ben szabadalmaztatta a gőzrobbantásos eljárást. Eredetileg Thomas Alva Edison tanársegédje volt, aki az Egyesült Államok fűrészüzemeiben keletkező nagy mennyiségű erdeifenyő-hulladék hasznosítását kapta feladatul. A rendkívül nagy gyantatartalmú faanyagból sem kémiai főzéssel, sem csiszolással nem sikerült megfelelő rostokat feltárni.
Mason egy csőben, nagy gőznyomáson kezelte rövid ideig a faaprítékot, majd a fellazult szerkezetű aprítékot a normál légköri nyomásra engedte. A nyomáskülönbség hatására a faanyag rostokra, ill. rostkötegekre bomlott. Ez az alapanyag alkalmas volt szigetelő farostlemezek gyártására, álcár ragasztóanyag hozzáadása nélkül is. A rostkihozatal ezzel az eljárással 83% volt.
A kemény farostlemez-készítés technológiáját már a véletlennek köszönhetjük. Mason a feltárt rostmasszából először porózus szigetelőlemezeket készített, azonban egy alkalommal egy porózus farostlemez áramkimaradás miatt tovább maradt a hőprésben nyomás alatt. Amikor végre kinyílt a hőprés, napvilágra került az első kemény farostlemez. Mason 1928-ban nyitotta meg az első farostlemezüzemet Mason Fibre Company néven, amelyet 1929-ben Masonite Corporation névre változtattak.
1931-ben a svéd feltaláló, Arne J. A. Asplund kidolgozta a gőzöléses rostosító eljárást a defibrátorral. Az eljárás Masonéval ellentétben folyamatos. Az előgőzölés, a fa szerkezetének fellazítása, plasztifikálása kisebb hőmérsékleten, kisebb gőznyomáson folyik. A rostok, rostkötegek egy álló és egy forgó, speciális kiképzésű tárcsa között képződnek. A rostkihozatal 90-93% között volt.
A gyártás fejlődésével hamar jelentkezett a nagy mennyiségű vízszükséglet és a szennyvízkezelés gondja. A farostlemezgyárakat csak víz mellé lehetett telepíteni. A második világháború után megkezdődtek a kísérletek a víz – legalábbis részben – levegővel való helyettesítésére. Kialakították a félszáraz és a félnedves gyártási eljárásokat, amelyekben egyre kevesebb vizet használtak. A félszáraz-eljárással kapcsolatos kísérleteket 1943-ban kezdte a Weyerhaeuser Timber Company az Egyesült Államokban. Az első gyár 1951-ben kezdett el termelni Anacortes Veneer Inc. néven (Washington, USA).
A száraz gyártási eljárásban a víz szerepét a levegő veszi át. A szárazeljárást John G. Meiler szabadalmaztatta 1955-ben, az első szárazeljárással dolgozó farostlemezgyárat pedig szintén az Egyesült Államokban létesítették Coos Bay Lumber Company néven 1956-ban. Európában az első száraztechnológián alapuló gyártást a franciaországi St. Dizier városában működő borei cég indította el 1960-ban. A száraz gyártási eljárás tűzveszélyessége miatt csak nehezen tudott elterjedni. Később a tűzveszélyes gépek (pl. szárítók) továbbfejlesztésével jelentősen csökkentették a tűzveszélyt, és a száraz farostlemez-gyártási eljárás szélesebb körben elterjedhetett.
A farostlemez alapanyagai
A farostlemez előállítása során alapanyagként felhasználhatók a kitermelt fa kevésbé értékes részei, így ezek is hasznosulnak. A farostlemezek készítésénél először faaprítékot készítenek különféle fűrészipari és egyéb hulladékokból. Valójában azonban farostlemez-gyártás céljára minden lignocellulóz alapú anyag megfelel, ami cellulózból, hemicellulózból és ligninből épül fel és nagy mennyiségű, műszakilag hasznosítható rostot tartalmaz. Utóbbi alapvetően befolyásolja a gyártás gazdaságosságát, ugyanis míg a rostkihozatal tűlevelű fák esetében 90% fölötti, addig ez lágy lombos fák esetében 60% körüli, kemény lombos fák esetében 60% alatti. Az egynyári növényekből kinyerhető rostok mennyisége 20% körüli.

Származási hely alapján a farostlemez-gyártás alapanyaga lehet erdei választék. Ezek közül a legjelentősebb a rostfa, amely min. 4 cm átmérőjű, jellemzően 1 m hosszúságú, kéregtelenítés nélküli hengeres fa. Felhasználható továbbá a tűzifa és az erdei apríték is.
A fafeldolgozás hulladékai (ipari fahulladékok) közül a fűrészipari szélhulladékok, a keretfűrészpor (szalag- és körfűrészpor), a darabos fahulladékok, a hulladékforgácsok (gyalu-, fúró- és maróforgács), a falemezek szélezési hulladéka, a hámozási maradékok, a hámozási és késelési furnérhulladék, a bontott épületfa, a használt bútorok és fatermékek és a fakéreg is hasznosítható. Mezőgazdasági hulladékok közül a szalma (repce-, búza-, rozs- és rizsszalma), a kender és lenpozdorja, a kukoricaszár, a kukoricacsutka, a cukornád szára és különféle fűfélék (óriásfű, alfafű) használhatók. Egyéb hulladékok közül a tőzeg, xilit és a lignit (barnaszén keletkezésekor még el nem szenesedért fás részek) használatos.
A fán és fás anyagokon kívül a farostlemez-gyártáshoz ragasztóanyagokat, azok hatását szabályozó anyagokat, nemesítő- és töltőanyagokat használnak. A nedves gyártási eljárás klasszikus ragasztóanyaga a fenol-formaldehid műgyanta. A fenol kondenzációja a formaldehiddel nátrium-hidroxid jelenlétében megy végbe, amely bázikus vegyület hozzáadásával a keletkező előkondenzátum vízben oldható marad.
Mivel a nedves gyártási eljárásban, a rost-víz szuszpenzióban kicsi a rosttartalom, a ragasztóanyagot a rostokhoz kell irányítani. Ez kicsapató anyagokkal – alumínium-szulfáttal vagy kénsavval lehetséges. A gyanta és a farost töltése eredetileg azonosan negatív, azonban a kicsapató anyag pozitív töltést hoz létre a ragasztóban. A negatív töltésű farost és a pozitív töltésű ragasztó így vonzzák egymást. A fenol ragasztót 10-szeres hígításban adagolják a rostvíz szuszpenzióhoz, mennyisége 1-3% az abszolút száraz farosttömegre vonatkoztatva. A nedves gyártási eljáráshoz ritkán természetes ragasztókat, főleg fenyőgyantát (kolofóniumot), is használnak.
A száraz gyártási eljárásban döntő többségben karbamid-formaldehid műgyantát alkalmaznak kötőanyagként, mennyisége 8-11%. A farostlemez nedvességgel szembeni ellenálló képességének javítása érdekében a karbamid-formaldehid műgyantát gyakran 55-45% arányban melamin-formaldehid műgyantával keverik. A nedvességgel szembeni ellenállás javítható 5-15% fenolgyanta hozzáadásával is. Szárazeljárásnál ritkább esetben izocianátokat is használhatnak. Léteznek ásványi kötésű farostlemezek is cement, magnezit vagy gipsz kötőanyag felhasználásával.
A farostlemez gyártása
Farostlemez-gyártás során először a faanyagot rostokra, ill. rostkötegekre bontják. Az aprítékképzés célja olyan kisméretű farészecskék kialakítása, amelyekből optimális mennyiségű és minőségű farostot lehet készíteni. Erre a célra kevés rostátvágással gyártott, egyenletes hosszúságú és szélességű, valamint egyenletes vastagságú farészecskék a legalkalmasabbak. Az aprítékképzés alapvető kritériuma, hogy a faanyag felvágásának iránya lehetőleg párhuzamos legyen a rostokkal. így olyan kisméretű farészek készíthetők, amelyek döntő többségben ép farostokat tartalmaznak. Hosszirányban ezek a rostok magukban hordják az optimális szilárdsági tulajdonságokat.
Az aprítékképzés ősi gépe a korongbalta volt, manapság azonban késtárcsás vagy késdobos (késhengeres) gépeket használnak.
A késtárcsás őrlőgépek a farostlemezgyártás alapgépei. A rostlemez iparban arra törekszenek, hogy a farostok minél kevésbé roncsolódjanak a rostosítás folyamán, ezért az alapanyagot – általában aprítékot – előkezelik. A defibrátorokban az apríték először 0,8-1,2 MPa nyomású telített gőzbe kerül. A gőzölés hatására a sejtüregek megnagyobbodnak, a micellák eltávolodnak egymástól, és a közép lamella annyira meglágyul, hogy az őrlőtárcsák közötti mechanikus őrléskor a rostok különösebb sérülés nélkül kiválnak a fa szövetéből.
Az így előállított rostok méretei nagyjából az alapanyag növényfajtájára jellemző farostméretekkel arányosak, s kiszárítva viszonylag hosszú, erősen nemezelődő, csomósodásra hajlamos anyagot képeznek. Ez elsősorban a fenyőfélékre igaz, amelyek rosthossza 3,5-7,0 mm, kedvezőbbek a lombos fák és a kenderpozdorja, amelynek rosthossza 1,0-1,5, ill. 0,55 mm.
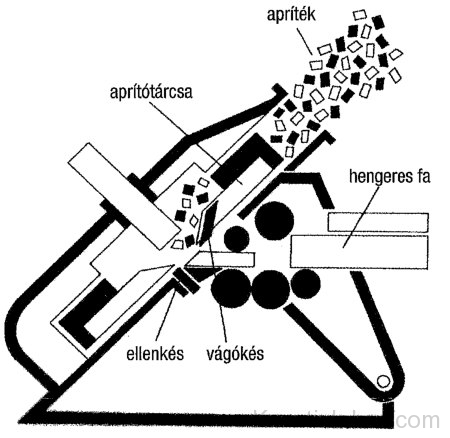
7.15. ábra. Ferde tárcsás őrlőgép elvi rajza
Az elkészült aprítékot általában szabadban, apríték hegyekben tárolják, innen szállítják a rostosító-géphez. Köztes művelet az aprítékosztályozás, ahol a megfelelő méretű és a durva anyagot rázószitával választják szét. A méreten felüli apríték utánaprítás után visszakerül a folyamatba. Ezt követi az apríték tisztítása. Az aprításkor keletkező faport az aprítógép ciklonjában választják le. A por leválasztását segítheti elő nedves gyártási eljárás esetén az apríték csatornákban, vízzel való szállítása. A faporral együtt ilyenkor a finom szervetlen szennyeződés jelentős része is leülepszik a csatorna aljára, a vizet tisztítás után ismét felhasználják.
A megtisztított aprítékot csővezetéken, levegővel vagy szállítószalagon juttatják el a rostosítógéphez. Rostosításkor arra kell törekedni, hogy kíméletes módszerekkel nagy mennyiségű, ép rostot készítsünk. Előkészítéskor az aprítékot rostosításra alkalmassá kell tenni. Ez a különböző módszerekkel végzett plasztifikálás a faanyag eredeti szerkezetének fellazítását jelenti, általában nedvesség, hő, nyomás segítségével vagy vegyi módszerekkel. Előkészítéskor tehát a közép lamella meglágyul, oldódik, a rostok megduzzadnak és a kémiai szerkezet átalakul.
A megfelelően előkészített, fellazított aprítékból minden esetben mechanikus úton tárják fel a rostokat. Elvük szerint ezek lehetnek hidrotermikus (szakaszosan működő Masonit-eljárás Mason-ágyúval), hidrotermikus-mechanikus, mechanikus (facsiszolatgyártás) vagy vegyi-mechanikus. Mindegyik módszer alapvetően négy munkafolyamatból áll: apríték-adagolás, előmelegítés (gőzölés), rostosítás és a rostok kizsilipelése.
A rostosítási művelet után sziták segítségével a rost-frakcionálási művelt következik, mégpedig nedves- és szárazeljárással. Nedveseljárás esetén a rost-víz szuszpenziót a sziták felületével párhuzamos áramlásban tartják, így azok a rostok jutnak át a szitafenéken, amelyeknek hosszúsága kisebb, mint a szitalyukak átmérője, legismertebb eljárások az Unger-eljárás (álló szitákkal), a defibrátor eljárás (vibráló mozgást végző szitákkal), a McNett-eljárás (függőleges helyzetű szitákkal) és a Pulmac-féle kombinált eljárás (szitákkal és optikával).
Ezt követően a terítékképzés következik nedves vagy szárazeljárással, ami előtt a farostokat ragasztózzák. Első lépésben a ragasztóanyagot adagolják (szakaszosan vagy folyamatosan), azután a kicsapató-anyagok és a víztaszító anyagok (pl. paraffin, latex, bitumen, viasz) hozzáadása, majd kártevők és tűz ellen impregnálás következik.
A terítékképzés során, nedveseljárás esetén a farostpaplant úgy kell kialakítani, hogy teljes szélességében egyenletes rosteloszlású, egyenletes vastagságú és felülettömegű, valamint maximálisan rendezetlen rostelrendezésű legyen. A megfelelően előkészített rost-víz szuszpenziót szitán, víztelenedéssel egyidejűleg ülepítik (szedimentáció), amelynek úgy kell végbemennie, hogy a rostveszteség a lehető legkisebb legyen. A farostpaplant stabilizált körülmények között kell képezni, ideje alatt minden mechanikai hatást ki kell zárni.
A terítékképzés síkszitán történik, amelynek elve a folyamatos szuszpenzió adagolás a végtelenített szitára, ahol a körbefutó szitán a rostvíz szuszpenzió víztelenedik, a rostok leülepednek, kialakítva a farostlemez szerkezetét. A terítés négy fő szakaszból áll, a felfutó- vagy felöntő szakaszból, a regiszterhengeres víztelenít szakaszból (gravitációs víztelenítés), a szívószakaszból (vákuumos víztelenítés) és a préselő szakaszból.
Hőprés
Utóbbi két részből áll, egy sík szalagprésből és egy hengerprésből. Az innen kikerülő termék már öntartó, hosszméretre vágható, szállítható és a hőprésbe rakható. A hőpréssor három részből áll, egy terítékberakó kasból, egy többszintes hőprésből (15-32 szint) és egy kirakó kasból. Fontos a rövid hőpréselési idő és a nagy hőmérséklet. A túlzottan nagy hőmérséklet a lemezek felületét porózussá teheti, így az optimális préselési hőmérséklet általában 180-225 °C.
A kis testsűrűségű, hőszigetelő farostlemezek gyártása során nem alkalmaznak hőpréselést. Itt a gyártás utolsó fázisa a síkszitáról lejutó, hosszméretre vágott (tehát előpréselt) terítés forró levegővel való szárítása. Általában többszintes szárítókat használnak, amelyekben egymás fölötti görgősorokra kerül a méretre vágott termék. A szárítólevegő hőmérséklete 150-170 °C, a szárítási idő 2-4 óra. A szárítás során a termék nedvességtartalma 1-4%-ra csökken. A szárítás után, a rakatba kerülésük előtt, a szigetelő farostlemezeket a fokozott tűzveszély miatt hűteni kell. Ezt általában vízzel való permetezéssel oldják meg.
Szárazeljárás során a terítékképzés előtt következik a rostok és a ragasztóanyag összekeverése, valamint a rostok szárítása. A terítékképzés mechanikus vagy pneumatikus terítőgépékkel történik. A teríték kezelése nagy körültekintést igényel, hiszen a pehelyszerű, könnyű farostokból létrejött teríték már kisebb légáramtól is sérülhet. A terítéket ezért az előprésig zárt csatornában vezetik.
Az előprések általában henger- vagy szalagprések. A száraz gyártási eljárásban a hőpréselés paraméterei és gépei jelentősen eltérnek a nedveseljárástól. Mivel a hőprésbe kerülő anyag nedvességtartalma lényegesen kisebb, a présidő sokkal rövidebb. A présnyomás és a hőmérséklet viszont ebből kifolyólag magasabb. A leggyakrabban alkalmazott hőprések típusai: Hidrodin-prés, Conti-roll-prés, Küsters-prés, Conti Power-prés.
A hőpréselés után a befejező műveletek következnek. Idetartozik a farostlemezek kondicionálása, szélezése (szélességi és hosszúsági méretre vágás), valamint egyes lemeztípusok esetében a csiszolás. A nedveseljárás hátránya, hogy az üzem nagy vízigényű, és külön gondot okoz a szennyvíz tisztítása és elvezetése. A szárazeljárás elektromosenergia-igénye viszont jóval nagyobb, mint a nedveseljárásé.
Az egyes felhasználó iparágakban a nyers farostlemezeket felületkezelni kell, ez költséges és hosszadalmas munka. E munkák megszüntetése érdekében az alapanyaggyártó üzemekben korszerű és termelékeny eljárásokkal a farostlemezeket teljes lapméretben felületkezelik.
A farostlemez tulajdonságai
A farostlemezek felületi megmunkálásuk szerint lehetnek az egyik vagy mindkét oldalon sima, laminált, erezetnyomott, lakkozott kivitelűek. Csoportosításuk a sűrűségük alapján történik. Az egyrétegű falapok a fűrészáru további feldolgozásával készített, hossz- és keresztirányban toldott, szélesített lapok. A toldások készítésekor arra törekszenek, hogy a kapcsolat szilárdsága ne legyen kisebb az elemek szilárdságánál, a zsugorodás, a dagadás során a lapok ne deformálódjanak, a toldások ne legyenek feltűnőek és zavaróak.
Legfőbb előnyei a természetes alapanyag mellett a jó páraáteresztő képesség és az újrafeldolgozhatóság. A hőszigetelő anyagok közül a farostlemeznek a legnagyobb a testsűrűsége, emiatt nagy a hőtároló tömege is. Lassabban melegszik fel és hűl ki, mint a kis testsűrűségű termékek, így hatékony védelmet tud nyújtani a nyári meleg és a téli hideg ellen is. A farostlemez porózus szerkezete kedvez a páradiffúziónak, ezért egyik legfőbb előnye a jó páraáteresztő képesség.
A farostlemezek nedvesség hatására sem veszítenek számottevően hőszigetelő képességükből, és nem változtatják formájukat sem. Képesek a levegő páratartalmának függvényében nedvességet felvenni vagy leadni, így a belső levegő páratartalmát szabályozni. Teljes egészében komposztálható vagy újrahasznosítható. Alkalmazhatóság: tetőtérben, homlokzatszigetelésnél kül- és beltérben egyaránt, válaszfalaknál és szaunáknál. A hőszigetelő képessége mellett kiválóan alkalmazható hangszigetelésként is.
7.3. táblázat. A farostlemez hőszigetelő anyagok fontosabb anyagtulajdonságai
[table id=383 /]
A farostlemez alkalmazása
A) Kis testsűrűségű farostlemezek
A kis sűrűségű (szigetelő) farostlemezek (200-400 kg/m3) nedveseljárásai készülnek, hő- és hangszigetelő anyagok. A nedvszívó képesség csökkentésére bitumen kötőanyaggal is készülhetnek. Kis szilárdságúak, műgyantatartalmuk alacsony. Mindkét felületük durva rostos, de utólagos megmunkálással, színezéssel, árkok és lyukak kialakításával dekoratív hatásuk fokozható.
A lapokat különféle méretekben forgalmazzák, 5-20 mm-es lapvastagságban készülnek. Szilárdsági értékük általában alacsony, így nem alkalmazhatók olyan célra, ahol számottevő igénybevételt szenvednének. Hang- és hőszigetelő burkolatként jól alkalmazható anyagok. Könnyűek, a felület megfelelő kialakításával dekoratív megjelenés érhető el.
A kis sűrűségű farostlemezek alkalmazását gátolja, hogy igen jó nedvszívó anyagok, és nedvességnek kitett környezetben hamar tönkremennek. Kerülhet rá gipszkarton, lambéria, bármilyen dekoratív burkolófelület, ami megóvja a párával, vízzel való közvetlen érintkezéstől. Jól alkalmazható padlásfödém hőszigetelésére, de utólag épített válaszfalak töltőanyaga és hangszigetelő ajtók bélésanyaga is lehet.
Szigeteléskor a farostlemez táblákat közvetlenül a falra szerelik. A táblák csaphornyos (nútféderes) struktúrájuk miatt nagyon könnyen felszerelhetők, a nútfédereknél az illesztés hézag- és hőhídmentes. A táblákat vagy csavarozzák, vagy dübelezik, ragasztás nem szükséges. Az anyag hagyományos körfűrésszel vagy dekopírral szabható. A falra rögzítés után ragasztózás és hálózás, alapozás és nemesvakolás a következő munkafázis. A kivitelezésnél mindig figyelembe kell venni, hogy a ragasztó és a nemesvakolat megfeleljenek az átszellőzés feltételeinek.
B) Közepes testsűrűségű farostlemezek
A közepes sűrűségű farostlemezek szárazeljárással készülő, homogén szerkezetű lapok. Az alkalmazott műgyantától függően készülnek normál és vízálló változatban.
Testsűrűségük 650-850 kg/m3, 6-40 mm közötti vastagságúak. A szárazeljárással készített, közepes sűrűségű farostlemezek szilárdsági és tartóssági szempontból felülmúlják a forgácslapokat. A természetes fával azonos módon megmunkálhatok, külső és belső térben használhatók. Fakötések, fogazások kialakítására alkalmasak; profilozhatók, marhatók, ívelt felületek is kialakíthatók belőlük. Zsugorodásuk csekély. Pácolhatok, színezhetők, festhetők, bevonhatók furnérral vagy fóliával. Mindezen tulajdonságok következtében az anyag a bútoriparban nagyon változatos szerkezetek létrehozására alkalmas.
A vízálló műgyantával készült termékek alkalmasak külső szerkezetek anyagaként is, a többi típust viszont óvni kell a nedvesség hatásától, mert a nem megfelelően lezárt éleken bejutó nedvesség hatására a farostlemez megduzzad, tönkremegy.
C) Kemény farostlemezek
A kemény farostlemezek nedveseljárással készülő, színoldalán sima és fényes, hátán szitanyomott termékek. Készülnek normál, lakozott és laminált kivitelben. A kemény farostlemezek gyártásánál a nagy nedvességtartalom miatt a lapok csak úgy hőpréselhetők, ha az alsó préslap nem sima felületű, hanem vízáteresztő szitaszövetből készül. Ezért a kemény farostlemezek egyik felülete sima és fényes, a másik szitanyomásos. A lapok vastagsági mérete 3-7 mm.
A kemény farostlemezek sűrűsége 850-1200 kg/ m3. A kemény farostlemezek fényes felülete a gyártáskor bekevert paraffin miatt víztaszító hatású, de a szitanyomásos felület nedvszívó képessége nagy. A megmunkálás minden szerszámmal elvégezhető. Bevont lemezekhez keményfém szerszámokat kell használni.
D) Laza, fújható farost hőszigetelés
A fújható cellulózszigeteléshez hasonlóan a laza, fújható farost hőszigetelés gyorsan, hulladék nélkül és hőhídmentesen építhető be még a nehezen hozzáférhető épületszerkezetekbe is. Magyarországon még viszonylag ritkán alkalmazzák a fújható farost hőszigetelést.
Alkalmazható laza feltöltésként, ill. nyitott és zárt befúvásos technológiával. Laza feltöltéssel és nyílt befúvással nem járható padlásfödémek és fagerendás födémek köztes hőszigetelése alakítható ki. Zárt befúvással készülhet a borított fafödémek, homlokzatok, valamint könnyűszerkezetes épületek falainak, födémjeinek hőszigetelése. Előszeretettel alkalmazzák szarufák közti hőszigetelésre is.
Fogalma
A fagyapot cementtel vagy magnezittel összeragasztott faforgács szálakból álló hőszigetelő anyag. Táblákba préselik, amelynek köszönhetően szilárd és rugalmas anyagot nyernek. A fagyapotot sokrétű felhasználásnak köszönhetően több területen is használják, Nagyon jó hang- és hőszigetelő értékek jellemzik.
A fagyapot története
A fagyapot termékek története a 19. század közepéig nyúlik vissza. 1842-ben a sziléziai Breslau (ma Wroclaw, Lengyelország) városában Herr von Pannewich készített először vegyi eljárással erdei fenyő tűleveleiből paplanokat egy bécsi kórház számára.
A 19. század második felében nagyobb mennyiségben jelentek meg az apró darabokra forgácsolt faanyagból készült termékek annak köszönhetően, hogy 1876-tól az Egyesült Államokban megjelentek a finomszecskázó gépek. Nedvszívó tulajdonságuk miatt törölközőket és pelenkákat készítettek belőle.
Jó hőszigetelő képessége miatt a 20. század elején felvetődött a fagyapotból készült hőszigetelő termékek készítésének gondolata. Az első magnezit kötésű fagyapot terméket a Heraklith cég az ausztriai Ferndorfban működő üzemében állította elő 1908-ban. Kötőanyagát később felváltotta a cement, ami lehetővé tette, hogy számos kezdeti előnytelen tulajdonságát kiküszöbölhessék (tűzveszélyesség, rossz térfogat-állandóság). Így alkalmazni kezdték fal- és tetőszigetelésként. A fagyapot hőszigetelő termékek az 1930-as évekre széles körben elterjedtek.
Magyarországon a napjainkban is gyártott Heraklith és a mára feledésbe merült, cementkötésű, nádbetétes Magor-lemezek terjedtek el az 1930-as és 1940-es években. Utóbbiak hőszigetelő képessége valamivel rosszabb volt. A Magor-lemezek mellett forgalmaztak Magor-építőtesteket és -födémelemet is, de csupán a mezőgazdaságban terjedtek el.
A fagyapot gyártása
A fagyapot alapanyaga fa, cement, víz és kis mennyiségű sóoldat. Az északi féltekén főleg fenyőfát és nyárfát használnak, a déli féltekén eukaliptuszt. A keményfa kevéssé alkalmas fagyapot gyártására.
Legideálisabbak a 25-50 cm hosszú, 10-25 cm átmérőjű farönkök. Ezeket palló keresztmetszetűre (10 x 16 x 6 cm) fűrészelik, majd legyalulják 0,2-0,8 mm vastag, 3-5 mm széles és 60—100 mm hosszú szálakra. Az aprítási művelet után a gombásodás megelőzése érdekében 12% nedvességtartalomig kiszárítják, majd sóoldatba merítik, ami adalékszert is tartalmaz. Az adalékszer kötőanyagtól függően lehet nátrium-szilikát, magnézium-klorid vagy kalcium-formiát.
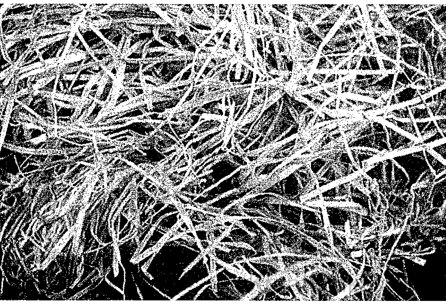
7.7. ábra. Nyers fagyapotszálak
A sóoldatos kezelésnek kitett, nedves fagyapotot keverőgépbe töltik és hozzáadagolják a kötőanyagot, ami lehet portlandcement vagy magnezit (magnézium-oxid). Színe alapján lehet megkülönböztetni, mert a cementkötésű fagyapot szürke, a magnezit-kötésű fagyapot pedig fehér színű. A fa természetes színének megőrzése érdekében ritkán használhatnak kötőanyagként fehércementet is. A cement: fa-víz aránya 4:4:1. Az adalékszer mennyiségét a cement mennyiségéhez viszonyítva kell megadni.
A végső keveréket három részre osztják, majd három rétegben öntőformába töltik, ügyelve arra, hogy az egyes rétegekben a fagyapot szálak merőlegesek legyenek egymásra.
Ezt követően szobahőmérsékleten 8 órán át 4 MPa nyomással préselik, a cement kötésének végéig pihentetik, majd körfűrésszel feldarabolják és máglyába rakják őket. Egyenként leterhelik és összepréselik őket, majd 20 ± 1 °C hőmérsékleten 65 ± 2% relatív páratartalom mellett tárolják a cement megszilárdulásáig (28 napig). Végül a kívánt méretre vágják, a présformákat pedig kitisztítják.
A fagyapot tulajdonságai
Kiváló hőszigetelő képessége mellett természetes, megújuló alapanyagokból készülő környezetbarát szigetelőanyag, amelynek károsanyag-kibocsátása nincs. Jó hangelnyelő képessége miatt kiváló akusztikai tulajdonságai vannak, így hangszigetelésre is ajánlott.
7.2. táblázat. A fagyapotanyagú hőszigetelések legfontosabb anyagtulajdonságai
[table id=382 /]
Jó a hőtároló képessége, kis páradiffúziós ellenállás jellemzi, így nedvességszabályozó tulajdonságai is vannak. Kiváló építésbiológiai jellemzői vannak, ellenáll a mikroorganizmusoknak, rágcsálóknak, és nem érzékeny a szennyeződésekre. Kémiailag semleges, nem lép reakcióba a környezet anyagaival.
Hosszú élettartama alatt kedvező mechanikai hatásokkal szembeni ellenálló képességét is megőrzi. Ütésálló, kiváló idő- és időjárásállóság jellemzi. Könnyen vágható a kívánt méretre és formára, igény szerint átfesthető. Hagyományos és gépi vakolatokkal egyaránt jól vakolható. Felülete festhető, elképzelhető, ezért esztétikus, dekoratív felületet biztosít, és jó megoldást jelent látszó felületként is.
Nehezen éghető, így növeli az épület tűzbiztonságát. A többrétegű fagyapot táblák korlátozott gyúlékonyságúak, nem olvadnak meg, nem keletkeznek izzó vagy égő cseppek, és a füstképződés tekintetében a lehető legmagasabb osztályba sorolt termékek.
Alkalmazása
A fagyapot lemezek alkalmazhatók válaszfalak építésére, homlokzatok, födémek, tetőterek, álmennyezetek, padlószerkezetek hőszigetelésére. Betonozás előtt zsaluzatba helyezve megszünteti, ill. mérsékli a hőhídhatást.
Három fő termékcsaládra oszthatjuk: a homogén fagyapotokra, a többrétegű polisztirol és kőzetgyapot betétes lemezekre. Az egyszerű táblák mellett további szigetelőelemeket is készítenek, mint például koszorúelem, sarokelem, U zsalu és ezek rögzítéséhez szükséges elemeket és egyéb kiegészítőket.
A) Homogén fagyapot táblák
A homogén fagyapot táblák felhasználhatók tetőtér-beépítések, egy- és többrétegű válaszfalak, átszellőztetett homlokzatok, falak, padlószerkezetek utólagos hő- és hangszigetelésére (vakolva, burkolva), könnyűszerkezetek építésére, valamint bennmaradó zsaluzatként.
Normál (3 mm) és finomszálas (2 mm) változatban is rendelhető. Finomszálas (termékjelölésben F betűt találunk) változata a dekoratív felületképzésből adódóan vakolás nélkül, látszó felületek kialakítására ajánlott, emellett pedig kitűnő akusztikai tulajdonságai is vannak.
B) Inhomogén fagyapot táblák
Az első, piacra kerülő termékek még homogén építőlapok voltak, majd amikor ezeket egyéb hőszigetelő anyagokkal kombinálták, újszerű szendvicselemek készültek. A többrétegű fagyapot lemezek alkalmasak homlokzat, födémek, garázsok hőszigetelése, bent maradó zsaluzatként a hőhidak kiküszöbölése.
Az expandált polisztirol és a kőzetgyapot betétes táblák esetében két 5-5 mm vastag cementkötésű fagyapot tábla közé expandált polisztirolhab, ill. kőzetgyapot lemezt préselnek. Szendvicsszerű szerkezet, amely a két anyag (fagyapot, ill. polisztirol vagy kőzetgyapot) előnyös tulajdonságait egyesíti. Hőszigetelése jobb, mint az egyrétegű lemezé.

7.9. ábra. Knauf Heratekta C3 inhomogén fagyapot tábla
Alkalmazható homlokzatok, födémek hőszigetelésére, valamint bennmaradó zsaluzatként hőhidak kiküszöbölésére koszorúk, áthidalók, erkélylemezek és oszlopok esetén. Általában 50 x 200 cm lapméretben gyártják. A kőzetgyapot betétes lemezek viszonylag jó páraáteresztők, nem éghető anyagú betét miatt éghetőségi besorolásuk kedvezőbb.
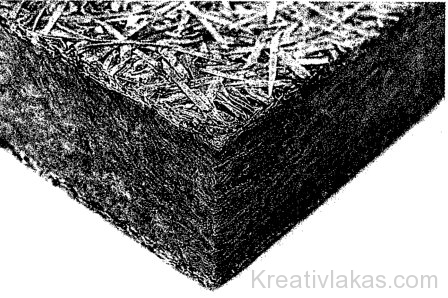
7.10. ábra. Knauf Tektalan HS inhomogén fagyapot tábla
A fagyapot táblák a homlokzaton, ill. a födém alsó síkján való rögzítésére (különösen beton- és vasbeton szerkezetek esetén) műanyag rögzítő tüskét használnak, amelynek szára a visszakötést elősegítő, nyílhegyszerű szakaszban végződik. A szigetelőanyag vastagságához igazodó hosszúságban kapható. A betonban szükséges lehorgonyzási mélység min. 5 cm. Bennmaradó zsaluzat esetében a friss betonba való bekötését szolgálja. A szükséges anyagmennyiség függőleges felületen min. 8 db/m2, a vízszintes felületen min. 10 db/m2. A szigetelőlemezen átnyomott (előfúrás szükséges) tüske a bedolgozott beton szilárdulása-kor rögzül.
Amennyiben a fagyapot táblákra vakolat készül, szükséges vakolaterősítő üvegszövet vagy fém-rabic háló. Segítségével növelhető a hagyományos vakolatok szilárdsága, csökkenhető a repedezettség mértéke.
Az üvegszövet háló kékszínű, alkáli álló, lyukbősége 10 x 10 mm. Felhasználható vakolatok szilárdságának növelésére, az összerepedezés mértékének csökkentésére, repedezett vakolatok átglettelésére. Anyagszükséglet 1,1 m2/m2. A fém rabicháló használatának elsődleges célja a vakolatrepedezettség csökkentése, a vakolatréteg erősítésére különösen ajánlott. Anyaga horganyzott, ponthegesztett acélháló, huzalvastagság 0,8 mm, lyukbősége 25 x 25 mm. Anyagszükséglet 1,15 m2/m2.
C) Rendszerkiegészítő elemek
A kiegészítő szigetelőelemeket alkalmazhatják monolit vasbeton koszorúk, áthidalók hőhídmentes kialakítására, vagy térdfalak bentmaradó zsaluzataként. Anyagát tekintve cementkötésű, háromrétegű fagyapot építőlap, egyrétegű fagyapot talppal. Az U zsaluhoz tartozik sarokelem is.
7.12. ábra. Knauf Heratekta sarokelem
A koszorúelem szintén alkalmas monolit vasbeton koszorúk hőhídmentes kialakítására és födémek lezárására. Általában 500 x 2000 mm lapméretben gyártják. A rendszer előnye, hogy nincs szükség megtámasztó zsaluzatra, az elemek egyszerűen és gyorsan elhelyezhetők (ezáltal kivitelezési idő és élőmunka takarítható meg), kézifűrésszel is könnyen méretre vághatok, törtvonalú alaprajzi kialakításnál is jól alkalmazhatók, a fagyapot rétege kiváló tapadást biztosít a betonfelülethez, a fagyapot réteg megfelelő mechanikai védelmet nyújt a szigetelőmagnak, hagyományos és gyári habarcsokkal egyaránt vakolható.

7.13. ábra. Knauf Heratekta koszorúelem
A koszorúelemeket először méretre vágják, majd elhelyezik a tapadást növelő műanyag rögzítőket (3 db/ fm). Ezt követően a koszorúelemeket a falszerkezetre ragasztják vagy szegezik (6 db/fm). A ragasztó szilárdulását követően elhelyezik a koszorúvasalást, kibetonozzák a koszorút és a födémet.
Fogalma
A parafa évszázadok óta használatban lévő hőszigetelő anyag, felhasználható természetes (natúr) formában, ill. feldolgozás után expandált parafa termékek készíthetők belőle. Az expándálás során a parafát hevítik, amelynek hatására a pattogatott kukoricához hasonlóan kitágul. Ettől a fizikai tulajdonságai jelentősen megváltoznak, nő a hőszigetelő képessége, a zaj- és rezgéscsillapítása, csökken a szilárdsága, és jobban összenyomhatóvá válik.
Története
A parafát hőszigetelő anyagként elsőként a mediterrán térségben alkalmazták. Az ókori rómaiak először lábbelik bélését készítették belőle, de az idősebb Caius Plinius Secundus római természettudóstól tudjuk, hogy lakóépületek tetőszigeteléseként is használták. Már ebben az időben Spanyolország déli részén falszigetelések is készültek parafából. Leg-ismertebbek a középkori spanyol és portugál szerzetesek voltak, akik kolostoraik falának belső felületeit parafával burkolták. Számos észak-afrikai bennszülött törzs a házainak a falát parafaőrleménnyel kevert agyagból építette, hogy ezzel is jobb hőszigetelést érjenek el.

Annak köszönhetően, hogy építőipari szigetelőanyagként való alkalmazása hosszú ideje ismert volt, az első építőipari célú szigetelőlemezek is parafából készültek az 1870-es években, amelyekkel előszeretettel burkolták a lakóépületek falának belső felületét. Mivel vakolásuk, festésük szinte lehetetlen volt, így belső felületüket leginkább tapétázták.
Azonban a parafa lapok mögötti falfelületen gyakran lecsapódott a pára, ami kellemetlen belső hőmérsékletet és páratartalmat okozott, ráadásul különféle élősködők is megtelepedtek benne. A parafa hulladékából préselt és szurkos, később bitumenes kötőanyagú lemezeket is készítettek, azonban ezek nem voltak igazán jól használhatók, mivel a kötőanyaguk sötét színe sokszor átütött a vakolaton és a festésen is, a tapétákat elszínezte, melegben pedig bitumenes szagukat is érezni lehetett.
Az 1880-as években jelentek meg az első formázott szigetelőelemek is, amelyek anyaga mésszel, agyaggal és vízzel kevert parafaőrlemény volt. Az így kapott masszát formába sajtolták és kiszárították. Végeredményben egy nem teherbíró, a normál parafa lapoknál rosszabb hőszigetelő képességű terméket kaptak, ez azonban páratechnológiai szempontból előnyösebb volt. A 20. század első harmadában terjedtek el, elsősorban épületgépészeti szerelvények (légfűtő-, szellőző- és közműjáratok) szigetelésére használták őket.
Az 1920-as években a könnyű, ámde rossz hőszigetelő képességű modern szerkezetek építésének első évtizedeiben vált népszerűvé a parafakő, mint jó hőszigetelő, vízhatlan, rugalmas és fagyálló anyag. A parafakő a paratölgy kérgének feldolgozása során nyert őrleményből (gyakran hulladék) készült, amit agyagos mésszel vagy szurokkal formaálló elemmé préseltek. Tábla, tégla, lemez és csőhéj is készült belőle. Ismert anyag volt még a jégparafakő, amely aszfalttal impregnált parafadarából készült, elsősorban ipari célra (pl. hűtőházakba).
Magyarországon az első világháború után terjedtek el azok a speciális parafatermékek, mint az Expansit márkanevű színparafa lemez, az Emulgit nevű parafa-kő lemez, a szurokkal impregnált, expandált Supremit parafa lemez, valamint az expandált parafakő lemez.
Parafa gyártása
A paratölgy kérgét a fa 25 éves korában hántják le először, majd a kéreg hántást 9 évenként megismétlik. A paratölgy 250 éven keresztül ad jó minőségű parafakérget, amely a parafa termékek alapanyaga.

A parafa hőszigetelő lemezek gyártásához általában a különféle hulladékanyagokat és más, igényesebb termékek előállítására nem alkalmas parafaanyagot alkalmaznak. A gyártás első részében a lehántolt parafakérget deponálják, majd szállítószalagon az őrlőbe kerül, ahol nagy nyomáson (7,5 bar), nagy hőmérsékleten (170 °C) megőrlik. Az így készült granulátumot szita segítségével osztályozzák, majd pneumatikus úton az autoklávba szállítják.
Itt a granulátumot fémsablonokba töltik, majd meghatározott ideig előírt hőmérsékletű gőzölésnek vetik alá. A szemcsék a gőzölés során elszenesesednek, felpuffadnak (expandálás) és egyéb adalékanyagok hozzáadása nélkül, a parafa saját gyantatartalma segítségével homogén tömbbé állnak össze. Az 1 cm3 parafában lévő kb. 40 millió légbuborékszerű sejtecske rugalmas összekapcsolódása biztosítja az anyag kedvező tulajdonságait (rugalmasság, kiváló hő- és hangszigetelő stb.).
A gőzölést követően a tömböket lehűtik, meghatározott ideig pihentetik, majd szállítószalagra kerülnek, ahol fűtött fémszálak segítségével kívánt méretű táblákra vágják. A darabolás után az egyengetés fázisa következik, amelynek során az elkészült parafa hőszigetelő táblákat egy hengersoron vezetik keresztül. A gyártás utolsó lépései a csomagolás, szállítás és tárolás.
7.3. ábra. A parafa sejtszerkezete elektronmikroszkópos felvételen
A parafa tulajdonságai
A parafa a különleges sejtszerkezetének köszönhetően kiváló szigetelőanyag, ugyanis a parafakéreg eredeti funkciója nem más, mint hogy megvédje a fát a sós tengeri levegőtől, az erős napsugárzástól, a hőmérséklet-ingadozástól.
Előnyös tulajdonsága, hogy jó hőszigetelő képességű, jó pára- és légáteresztő, vízálló, fagyálló, víztaszító. Sejtszerkezetébe nem szívódik fel a nedvesség, kapilláris vízfelszívása nincs. Nehezen éghető, láng hatására csak lassan szenesedik, égéskor gyengén füstöl. Égéskésleltető hatású, tűz esetén klorid, cianát vagy toxikus anyag nem képződik belőle, ezért széles hőmérséklet-tartományban (- 180 °C és + 100 °C között) alkalmazható.
Hosszú élettartamú, mérettartó, nem zsugorodik, nem duzzad. Ózon, UV-, penész-, baktérium- és korhadásálló, rovar, rágcsáló nem károsítja. Környezetbarát és újrahasznosítható. Vegyileg semleges, így nem károsítja a vele érintkező anyagokat. Ellenáll a lúgoknak, savaknak, szerves oldószereknek. Kőolajszármazékokkal szemben is rezisztens, így forró bitumennel is ragasztható.
Rugalmas, nyitott és összefüggő sejtszerkezete miatt jól hajlítható, kiváló rezgéscsillapító, jó hangelnyelő. A hangszigetelő képesség általában fordított arányban áll a hőszigetelő képességgel. A jó hőszigetelő anyagok általában nem valók hangszigetelésre, ugyanis a hangszigetelő anyag fontos tulajdonsága, hogy rugalmas, ugyanakkor nagy testsűrűségű és tömör. A parafa azonban egy olyan különleges anyag, amelynek hangszigetelő képessége is kiváló.
Lépésálló, terhelhető, terhelés hatására oldalirányú kitérés nélkül nyomódik össze. Antisztatikus, nem vezeti az elektromosságot. Egyszerűen szabható, vágható, kéziszerszámokkal méretre szabható, kivitelezése egyszerű.
7.1. táblázat. A parafa anyagú hőszigetelések legfontosabb anyagtulajdonságai
[table id=381 /]
Parafa alkalmazása
Az expandált parafa leginkább alkalmas úsztatott padlószerkezetek hő- és hangszigetelésére. Magastetőknél mind szarufák fölé, mind szarufák közé és alá is alkalmazható.
Padlásfödémek, homlokzati falak és – viasztartalma miatti víztaszító tulajdonságának köszönhetően – lábazatok szigetelésére is alkalmas. Vakolt vagy szerelt válaszfalak, kétrétegű falazatok szigetelése is megoldható parafával. Hőhídmegszakításra, gépalapok rezgés elleni szigetelésére és tágulási hézagok kitöltésére is használják.
A parafa hőszigetelő termékek egyszerűen, könnyen feldolgozhatók, jól vághatok. A lemezeket ragasztják vagy dübelezik. Az expandált parafa termékeket általában 500 x 1000 mm-es táblákban forgalmazzák 10-100 mm vastagságban.
Homlokzatra ugyanolyan módon kell felragasztani, mint a polisztirol hőszigetelő lapokat. A lemezeket egyszerű beszabni, a felületre pontszerűen kell felragasztani. Nem szabad teljes felületen ragasztani, akkor ugyanis a termék elveszti páraáteresztő képességét. Mivel viszonylag nagyobb súlya van, ezért dűbelezés is szükséges.
A ragasztó és a glett kiválasztásánál figyelembe kell venni, hogy a parafa lap páraáteresztő képességét csak akkor tudja kihasználni, ha a ragasztó is páraáteresztő. A beépített felületre ezután kívánság szerint kerülhet vakolat, perlites vakolat, vagy akár parafa vakolat is. Ez utóbbi flexibilis, könnyen felhordható, és javítja a homlokzat hőszigetelő tulajdonságát. Nemesvakolatként szilikon vakolat ajánlott, ugyanis ez páraáteresztő, vízlepergető, kosztaszító, öntisztuló.
Lapostetők, terasztetők és zöldtetők szigetelésére is alkalmas. Az egyenes rétegrendű lapostető szigetelése esetén a megfelelően előkészített aljzatra védőfóliát fektetnek, erre helyezik el az expandált parafa táblákat (eltolt hézagokkal), majd a párazáró réteget, a vízszigetelést és a járólapot építik be. A parafa viasztartalmának köszönhetően víztaszító tulajdonságú, ezért fordított rétegrendnél (ugyanúgy, mint a lábazatoknál) is alkalmazható. Párazáró bitumenes lemez megolvasztott felületére közvetlenül ragasztható. A lapostetők vízelvezetéséhez megoldást nyújtanak a parafa lejtésképző elemek. Ezek beépítésével javul a hőszigetelési érték, egyszerűbb lesz a kivitelezés, és csökken a tetőszerkezet önsúlya.
Az anyag felhasználásának kiemelt területe a hűtőkamrák hőszigetelése. Rendkívül fontos, hogy a hűtőkamrákat védjük mindenfajta víznek, párának a falon, tetőn, padlón keresztüli beszivárgásától, mivel a levegő relatív páratartalmának esetleges növekedése csökkenti a hűtőhatást.
A felsorolt követelményekből meghatározhatók a hőszigetelő anyagok legfontosabb anyagtulajdonságai, ezek a következők:
- testsűrűség,
- hővezetési tényező,
- szilárdság (összenyomódási viselkedés, húzószilárdság, hajlítószilárdság, nyírószilárdság),
- vízfelvevő képesség,
- méretállandóság,
- fagyállóság és
- tűz- és hőállóság.
Testsűrűség
A testsűrűség a hőszigetelő anyagok olyan anyagjellemzője, mely egyes termékek esetében tág határok közt változhat. Általában kihat az anyag egyéb tulajdonságaira.
Hőszigetelő anyagok esetén a termékek sokféleségéből adódóan kétféle testsűrűséget is értelmezhetünk. Teljes testsűrűségnek nevezzük a termék tömegének és térfogatának hányadosát, beleértve a gyártás során kialakult minden felületi kérget, de kizárva bármely kasírozást és/vagy bevonatot. A mag testsűrűségének nevezzük a termék tömegének és térfogatának hányadosát, miután minden, a gyártás során kialakult felületi kérget és minden kasírozást és/ vagy bevonatot eltávolítottak.
A testsűrűség-vizsgálat előtt a próbatesteket oly módon kell elkészíteni, hogy a termék eredeti szerkezete ne változzon, térfogatát könnyen ki lehessen számítani, a mintavétel helye pedig olyan legyen, hogy a kapott testsűrűség reprezentálja az eredeti termékét. Amikor a teljes testsűrűséget határozzuk meg a gyártás során kialakult kérget tartalmazó termékből kivágott próbatesteken, akkor a kéreg térfogatának aránya a teljes térfogathoz viszonyítva azonos legyen a próbatestre és a termékre.
A teljes testsűrűség meghatározásához mindenféle kasírozást, bevonatot el kell távolítani a termékről. A mag testsűrűségének meghatározásához a gyártás során képződő mindenféle felületi kérget, kasírozást, bevonatot el kell távolítani. Ha ezeket nem lehet a termék testsűrűségének befolyásolása nélkül eltávolítani, akkor annak tömegét számítással kell levonni.
A próbatesteket a vizsgálat előtt tömegállandóságig 23 ± 2 °C hőmérsékletű és 50 + 5% relatív nedvességtartalmú térben kell tárolni. A kondicionálás időtartamát és az állandósult tömeg mérésének szükséges pontosságát a vonatkozó termékszabvány adja meg. Ha kimutatható, hogy a hőmérséklet és a páratartalom elhanyagolható befolyást gyakorol a testsűrűség meghatározására, akkor a kondicionálást 23 ± 5 °C hőmérsékleten is el lehet végezni. A kondicionálás idejét csökkenteni lehet a próbatest adott hőmérsékleten, szellőztetett szárítókamrában végzett előszárításával.
A vizsgálatot 23 + 2 °C hőmérsékletű és 50 ± 5% relatív nedvességtartalmú térben kell végezni (az előbbiekben tárgyalt esetben elvégezhető 23 + 5 °C hőmérsékleten is). A vizsgálat során első lépésben 3 helyen megmérjük a próbatest minden befoglaló méretét, azaz szélességét, hosszúságát és vastagságát 0,5% pontossággal. A mérések átlaga adja a próbatest befoglaló méreteit, azaz szélességét, hosszúságát és vastagságát. Ezekből a méretekből kiszámítjuk a próbatest térfogatát.
Ezt követően minden próbatest tömegét megmérjük 0,5%-os pontossággal. Ha a kasírozás és/vagy bevonat rajta maradt, akkor a termék tömegét a kasírozás és/vagy bevonat és a ragasztó (ha van) tömegének a teljes tömegből való levonásával kell kiszámítani.
Hővezetési tényező
A hőszigetelő anyagok minőségi jellemzői közül ez a legfontosabb. Az építészeti gyakorlatban általában hőszigetelő anyagnak tekintjük azokat az építőanyagokat, amelyek hővezetési tényezője 10 °C-os középhőmérsékleten nem haladja meg a 0,15 W/m-K-t (a leggyakrabban használt hőszigetelő anyagok esetében ez az érték általában 0,06 W/m-K-nél is kisebb). Mivel a hőszigetelő képesség szoros kapcsolatban áll a pórustartalommal, így összefüggés áll fenn a hővezetési tényező és a testsűrűség között (egyenes vagy fordított arányosság).
Építőipari hőszigetelő termékek hővezetési tényezőjét az MSZ EN 12667:2001 szabvány szerint végezzük, hőáram mérős hővezetési tényező mérő készülékkel. A mintadarabon keresztülfolyó hőáramot a két szemközti felülete közti hőmérséklet-különbség hozza létre. Az adott (10 °C) hőmérséklet-különbség hatására fellépő hőáram függ az anyag hővezetési tényezőjétől (A) és az anyag vastagságától.
A berendezés a hőáramot hőárammérő lappal méri, amely egy sorba kapcsolt hőelemsor. A hőelemek feszültségei a sorba kapcsolás következtében integrálódnak, és a kapcsokon mérhető feszültség arányos a hőárammérő keresztmetszetén átfolyó hőárammal.
Az N kalibrációs faktor hőmérsékletfüggő. Ha ugyanazt a kalibrációs mintát ugyanazon mérjük, de más hőmérsékleten, akkor más N értéket kapunk. Ezért fontos hogy a mérések során a kalibrációnál alkalmazott hőmérsékleteket használjuk. A folyamatos pontosság biztosítása érdekében a kalibrációs mérést rendszeres időközönként el kell végezni.
A véletlen hibák meghatározhatók ugyanannak a próbatestnek az ismételt mérésével, ez megmutatja, hogy az eredmény az ismételt mérés során milyen mértékben tér el a korábbi mérési eredménytől. A véletlen hiba jelentős része a fűtő-hűtő lapok felületeinek a próbatest felületével való kontakt érintkezés milyenségéből adódik.
Kisebb hányada a vezérlés beállításából és a mechanikus próbatest vastagság meghatározásából adódik (amelyet a gép a mérés során a beépített mérőegység segítségével végez el). A szisztematikus hiba abból adódik, hogy a egyenlet nem teljesen pontosan reprezentálja a valós összefüggést, amelynek oka lehet a próbatestben a nemlineáris hőáram, ill. az érintkező felületek között fellépő ellenállás. Ezek a hibák legfőképpen a berendezés mérési tartományának szélsőbb területein lépnek fel észrevehetően.
Mindezen hibák kiküszöbölése érdekében két fontos dolgot kell megemlíteni. A korábbiakban szó volt róla, hogy a hővezetési tényező anyagállandó ugyan, de értéke függ a hőmérséklettől. Mivel a hőszigetelő anyagok porózus szerkezetű, nem kristályos (azaz amorf) anyagok, így a hővezetési tényezőjük a hőmérséklet növekedésével egyenes arányban nő, vagyis a hővezetési tényező és a hőmérséklet változása közt lineáris kapcsolat fedezhető fel.
A mérési eredmény tehát pontosítható, ha a hőszigetelő anyag hővezetési tényezőjét nem csak a szabvány által megkövetelt 10 °C-on végezzük el, hanem másik két hőmérsékleten is. Ez a másik két hőmérséklet általában a 20 °C és a 30 °C. Amennyiben megmérjük a próbatest hővezetési tényezőjét három átlaghőmérsékleten (10, 20, és 30 °C), és a mérési eredményeket diagramon ábrázoljuk, megfigyelhetjük, hogy a három mérési pont egy egyenesbe esik-e vagy sem.
A három ismert pont alapján, a számítógépen lévő kezelő szoftver a legkisebb négyzetek módszerével kiszámítja a három mérési pontra legjobban illeszkedő (regressziós) egyenes helyzetét, és ha szükséges, korrigálja az eredeti 10 °C-os hőmérsékleten meghatározott hővezetési tényezőt. A korrekció annál nagyobb, minél nagyobb eltérés mutatkozik a 10 °C-os hőmérsékleten mért hővezetési tényező és a regressziós egyenes között.
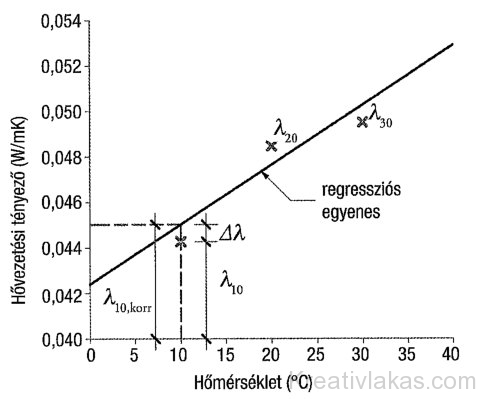
6.1. ábra. A hővezetési tényező korrekciója regressziós egyenes segítségével
A mérési hiba kockázata a mérés többszöri megismétlésével (általában 3 mérés javasolt) tovább csökkenthető. A mérés akkor tekinthető hibátlannak, ha a mérési eredmények között ± 1%-nál kisebb eltérés tapasztalható.
Hővezetési tényező meghatározásához többféle méretű mérőműszer is kapható. A minták mérete általában a 300 x 300 mm-től az 1000 x 1000 mm-ig sokféle lehet, a vastagság 20-400 mm-es tartományban változhat. A próbatestek felületének síknak kell lennie, a lehető legjobb érintkezés érdekében. A mérés két beállítható hőmérsékletű, fűtő-hűtő lap között történik. A két lap egy hőszigetelt dobozban helyezkedik el, a doboz oldalirányban erősen szigetelt, hogy az oldalirányban esetleg fellépő hőáramot minimálisra csökkentse. Ezt az oldalszigetelést maszkolásnak nevezik. A maszkolás egyik oldala a próbatest berakásának biztosítására kinyitható.
Az egyik (rendszerint a felső) fűtőlap mozgatható, a mozgatást a gép oldalán elhelyezett kar vagy gomb teszi lehetővé. Az egyenletes és állandó felület-összeszorítást a fűtőlapok és a próbatest felületei között 4 állandó rugóerejű rugó biztosítja a fűtőlap négy sarkán. Az alsó fűtőlap mozgatása teszi lehetővé az adott vastagsági tartományon belül bármilyen méretű próbatest elhelyezését és a felületeken az azonos szorítóerőt. A berendezésben az emelőszerkezetbe be van építve egy vastagságmérő, ami közvetlenül szolgáltatja az adatot a berendezést vezérlő számítógépnek. A méréssel kapcsolatos paramétereket a számítógépen futó vezérlőszoftverben lehet megadni.
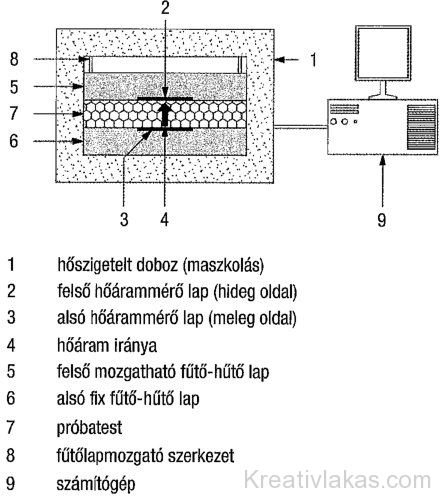
6.2. ábra. A hőárammérő készülék elvi rajza
A paraméterek beadása után a termosztátok megkezdik a fűtőlapok beállított értékre melegítését (vagy hűtését). A mérés csak az állandósult állapot kialakulása után történik. Ennek az állapotnak az elérése a próbatesttől függően 30-180 percet vesz igénybe. Akkor fogadja el a fennálló hőmérséklet-állapotot állandósultnak, ha két azonos (általában 10-15 perces) időközzel a mérés során a hővezetési tényező változása kisebb, mint 0,5%.
Szilárdság
Kis testsűrűségüknek és nagy porozitásúknak köszönhetően a hőszigetelő anyagoknak általában gyenge a mechanikai hatásokkal (húzás, nyomás, nyírás, hajlítás) szembeni ellenálló képessége.
Összenyomódási viselkedés
Jellemző, hogy nyomóerő hatására a legtöbb hőszigetelő anyag nagymértékben összenyomódik. Hőszigetelő anyagoknál akkor beszélhetünk nyomószilárdságról, ha a megereszkedés vagy törés 10% relatív alakváltozás (e) esetén következik be. Amennyiben 10% relatív alakváltozás a törés vagy egyéb tönkremenetel előtt következik be, nyomószilárdság helyett a 10%-os összenyomódáshoz tartozó nyomófeszültséget (a) használjuk.
A vizsgálat során a derékszögben négyszögletesre vágott próbatest fő felületeire merőleges irányban, adott elmozdulási sebesség mellett nyomóerőt alkalmazunk, és kiszámítjuk a próbatestben ébredő legnagyobb feszültséget. Amikor a legnagyobb erő értéke 10% alatti relatív alakváltozásnak felel meg, akkor ezt adjuk meg nyomószilárdságnak, és közöljük a megfelelő relatív alakváltozást. Ha a 10% relatív alakváltozás elérése előtt nem veszünk észre törést, akkor a 10% relatív alakváltozáshoz tartozó nyomófeszültséget számítjuk ki, és értékét a 10% relatív alakváltozáshoz tartozó nyomófeszültségként adjuk meg.
A nyomógépnek két nagyon merev, polírozott, négyszögletes vagy kerek, párhuzamos lapja van, amelyek egyik oldalának a hossza (vagy átmérője) legalább akkora, mint a vizsgált próbatest oldala (vagy átlója). Az egyik lapot rögzíteni kell, míg a másik mozgatható (ha szükséges) egy központosán elhelyezett gömbcsuklóval, ami biztosítja, hogy csak függőleges erő hasson a próbatestre. A mozgatható lap állandó sebességgel kell, hogy mozogjon.
Az elmozdulást mérő eszköz a nyomógépre van erősítve, és lehetővé teszi a mozgatható lap elmozdulásának folyamatos mérését. A leolvasás pontosság 5% vagy 0,1 mm (amelyik a kisebb értéket adja). Az erő mérésére az egyik géplaphoz érzékelőt erősítünk, ami a teljes mérés ideje alatt méri a próbatestnek a lapra kifejtett ellenhatásakor keletkező erőt ± 1% leolvasási pontossággal.
A próbatestek az eredeti termék vastagságával megegyezőek, szélességük nem lehet kisebb a vastagságuknál. Azokat a termékeket, amelyeknek olyan, szervesen kapcsolódó borítórétegük van, amely a felhasználás során is rajta marad a terméken, a sértetlen rétegekkel együtt kell vizsgálni. A próbatesteket nem szabad rétegezni azért, hogy a vizsgálatkor nagyobb vastagságot képezzen. A próbatestek vastagsága nem lehet kisebb 20 mm-nél.
A derékszögű négyszög alakú próbatesteket úgy kell kialakítani, hogy oldalai a következők legyenek:
- 50 x 50 mm vagy
- 100 x 100 mm vagy
- 150 x 150 mm vagy
- 200 x 200 mm vagy
- 300 x 300 mm.
A próbatestek méreteit 0,5%-os pontossággal kell meghatározni. A próbatest két oldala között, a párhuzamosság és a síkbeliség eltérése nem lehet nagyobb a próbatest oldalának 0,5%-ánál, de legfeljebb 0,5 mm.
A próbatesteket úgy kell kialakítani, hogy a próbatest alakja merőleges legyen a termék tervezett felhasználásakor fellépő nyomás irányára. A próbatesteket olyan módszerrel kell kivágni, hogy azok szerkezete nem változzon meg az eredeti termékhez képest. A próbatesteket a vizsgálat előtt legalább 6 órán át 23 ± 5 °C hőmérsékleten kell tartani, és a vizsgálatot is ugyanezen a hőmérsékleten kell elvégezni.
A vizsgálat során először megmérjük a próbatest befoglaló méreteit, majd behelyezzük a nyomógép két párhuzamos lapja közé. Ekkor 250 ± 10 Pa nyomáson előterhelést végzünk. (Ha ezen a nyomáson jelentős alakváltozás következik be, akkor 50 Pa előterhelést lehet alkalmazni). Ezt követően összenyomjuk a próbatestet a mozgatható lappal, állandó elmozdulási sebesség mellett, amelynek ± 25%-os tűréssel 0,1 d-nek kell lennie percenként, ahol d a próbatest vastagsága.
Az összenyomást addig folytatjuk, amíg a próbatest egy nyomószilárdsági értéket adva tönkremegy, vagy amíg a relatív alakváltozás a 10%-ot eléri. Ekkor leolvassuk a 10% relatív alakváltozáshoz tartozó nyomóerőt, és kiszámítjuk a nyomófeszültséget. A 10% relatív alakváltozáshoz tartozó nyomófeszültséget szintén kilopascalban (kPa) adjuk meg. A vizsgálati eljárás során meg kell rajzolni az erőelmozdulás görbét is, amelynek segítségével meghatározható az anyag összenyomódási rugalmassági modulusa kilopascalban (kPa).
Húzószilárdság
A hőszigetelő anyagok húzószilárdsága alatt a termék felületeire merőleges irányú, a húzási művelet során észlelt legnagyobb húzóerő és a próbaest keresztmetszetének hányadosát értjük. Vizsgálata során a próbatestet két, a szakítógépben rögzített merevlemez vagy tömb közé ragasztjuk, és meghatározott sebességgel (10 mm/min ± 10%) széthúzzuk. A húzóerőt és a megnyúlás értékét regisztráljuk, és feljegyezzük a legnagyobb húzóerőt ± 1% pontossággal.
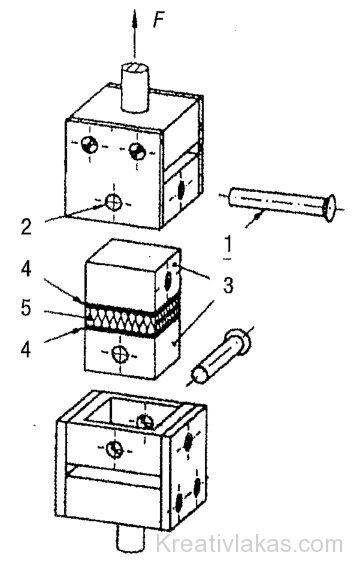
6.3. ábra. Húzószilárdságot vizsgáló berendezés elvi rajza (1 csapszeg; 2 összekötő tengely; 3 fémblokkok, 4 ragasztó, 5 próbatest)
A ragasztó, amit a próbatest rögzítésére használunk, nem erősítheti vagy károsíthatja a terméket vagy annak felületi rétegeit. Nem szabad forró ragasztót használni, ill. fontos, hogy oldószere kompatibilis legyen a termékkel! A próbatest vastagsága egyezzen az eredeti termék vastagságával, bármely kéreggel, kasírozással, bevonattal együtt.
A próbatestek négyzet alapú hasábok legyenek, a következő oldalméretekkel:
- 50 x 50 mm vagy
- 100 x 100 mm vagy
- 150 x 150 mm vagy
- 200 x 200 mm vagy
- 300 x 300 mm.
A próbatesteket úgy kell kialakítani a termékből, hogy alapfelületük merőleges legyen a termék használatakor alkalmazott húzóerő irányára. Az előkészítés során az eredeti termék szerkezete nem változhat meg, minden felületi kérget, kasírozást, bevonatot rajta kell hagyni.
A kondicionálás előtt a próbatesteket a megfelelő ragasztóval fel kell ragasztani a két merev lapra vagy tömbre, majd azzal együtt legalább 6 órán át 23 ± 5 °C hőmérsékleten kell tárolni. A vizsgálatot is ugyanezen körülmények közt kell elvégezni.
A próbatestek keresztmetszeti méreteit, vagyis szélességét és hosszúságát 0,5%-os pontossággal kell meghatározni, amelyből kiszámítható a próbatest keresztmetszeti felülete és a síkfelületre merőleges húzószilárdság kilopascalban (kPa):
Hajlítószilárdság
A hőszigetelő anyagok hajlítószilárdsága alatt a hárompontos terhelés hatása alatti viselkedését értjük. A vizsgálat a termékek szállításakor és alkalmazásakor fellépő hajlítófeszültségekkel szembeni ellenálló képesség meghatározására használható.
A vizsgálati módszer egy terhelő él segítségével, adott sebességű függőleges erő alkalmazásából áll, amelyet a négyszögletesre kivágott próbatest felületére merőleges irányban alkalmazunk. Az erő az alátámasztások között középen hat a próbatestre.
A vizsgálógép felépítését tekintve rendelkezik egy terhelő éllel és két állítható alátámasztó éllel. A próbatest alátámasztása két állítható, hengeres alátámasztó élből áll, amelyek azonos vízszintes síkon, egymással párhuzamosan vannak elhelyezve. Az alátámasztó élek átmérője 80 + 3 mm vagy 30 ± 3 mm. Az alátámasztó élek hossza legalább a próbatestek szélességéivel azonos.
Az alátámasztó élek között a fesztávolság az A módszer esetén 300-1200 mm, B módszer esetén 200-500 mm között állítható. A próbatesteket terhelő él ugyanolyan alakú és méretű, mint az alátámasztó élek. A terhelő élet az alátámasztó élek között középen, azokkal párhuzamosan kell elhelyezni. Azokhoz a termékekhez, amelyek a terhelő és az alátámasztó élek hatására eltörhetnek, legalább 1 mm vastag acél teherelosztó lapokat kell felhasználni. A teherelosztó lapok szélessége 30 + 1 mm, hosszúságuk legalább a próbatest szélességével egyenlő.
A vizsgálógéphez olyan elmozdulás mérő szükséges, ami lehetővé teszi a mozgatható terhelő él elmozdulásának folyamatos mérését ± 5%, vagy ±0,1 mm pontossággal (amelyik kisebb). A mért elmozdulást a próbatest lehajlásának nevezzük.
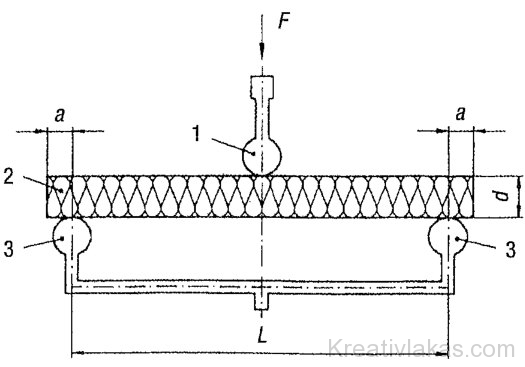
6.4. ábra. A hajlítószilárdsági vizsgálatot végző berendezés elvi rajza (1 terhelő él; 2 próbatest; 3 alátámasztó élek; a = 50 mm az A módszernél, 25 mm a B módszernél; d a próbatest vastagsága)
Első lépésben három helyen megmérjük a termék szélességét, hosszúságát, öt helyen pedig a termék vastagságát, amelyekből kiszámíthatók a termék lineáris méretei.
Ezt követően a próbatestet szimmetrikusan elhelyezzük az alátámasztó élekre úgy, hogy a terhelés iránya merőleges legyen a próbatest hossztengelyére. A vizsgálógép sebességét beállítjuk 10 mm/min-re ± 10%-os tűréssel, majd elkezdjük terhelni. Felvesszük az erő-lehajlás diagramot, és feljegyezzük az elért legnagyobb erőt. Az eredmények birtokában kiszámítjuk a próbatestre ható legnagyobb hajlítónyomatékot, a próbatest hajlítással szembeni ellenálló képességét, azaz inercianyomatékát, valamint a hajlítási semleges tengely és a húzott szélső szál távolságát, végül mindezek ismeretében a vizsgálat során fellépő legnagyobb hajlítófeszültséget kilopascalban (kPa).
A vizsgálat során, az éleken lévő próbatest ellenhatásaként keletkező erő mérésére a terhelő élre fel kell erősíteni egy erőérzékelőt, amelynek a mérési művelet során végbemenő saját alakváltozása a mért alakváltozásokhoz képest elhanyagolható. Ezenkívül lehetővé kell tenni, hogy az erő a vizsgálat teljes ideje alatt ± 1% pontossággal mérhető legyen.
A próbatest az A módszer alkalmazása esetén teljes méretű termék, amelynek vastagsága az eredeti termék vastagságával egyezik, hosszúsága legfeljebb 1300 mm, szélessége pedig a teljes méretű termék szélességével megegyezik, de min. 300 mm. A B módszer alkalmazása esetén a próbatest derékszögben kivágott négyszög legyen, amelynek vastagsága megegyezik az eredeti termék vastagságával, de max. 100 mm, hosszúsága a névleges vastagság 5-szöröse plusz 50 mm (max. 550 mm), szélessége pedig 150 mm.
A próbatesteket úgy kell kivágni, hogy az eredeti termék szerkezete ne változzon, a kérget, kasírozást, bevonatot (ha van), rajta kell hagyni. A próbatestet legalább 6 órán át 23 ± 5 °C-on kell tárolni, és a vizsgálatot is ugyanilyen körülmények között kell végezni.
Nyírószilárdság
A hőszigetelő anyagok nyírószilárdsága alatt a termékre alkalmazott legnagyobb erő és az erővel párhuzamos sík mentén elszakadó felület hányadosát értjük. A vizsgálat során a merev támaszokhoz ragasztott próbatestet nyírófeszültségnek vetjük alá, és meghatározzuk a megfelelő erő-elmozdulás diagramot.
A próbatest vastagsága megegyezik az eredeti termék vastagságával, de legfeljebb 50 mm lehet. Minden kérget, kasírozást, bevonatot rajta kell hagyni. A próbatestet derékszögben, négyszögletesre kell kivágni oly módon, hogy hosszúsága 250 ± 5 mm, szélessége 50 ± 1 mm legyen.
Fontos, hogy a vizsgálógép képes legyen a nyíró-vizsgálat során tapasztalt maximális nyíróerőt 1% pontossággal meghatározni, valamint mozgatható fejét az összeállított próbatest hosszanti tengelyével párhuzamos irányban 3 ± 0,5 mm/min állandó sebességgel mozgatni.
Egy próbatestes elrendezés (egyszer nyírt kapcsolat) esetén a vizsgálógépnek hosszanti irányú nyíróerőt kell kifejtenie a próbatestre a hozzá ragasztott párhuzamos lapokon keresztül. A párhuzamos lapok merevek legyenek, egyik a vizsgálógép mozdulatlan részéhez, míg a másik a mozgatható részhez legyen kapcsolva. Ezen lapok tulajdonképpen 330 mm hosszú és 50 mm széles, sík, merev próbatest tartók, amelyeket egy illesztő tagon (ennek vastagsága egyezik a próbatest vastagságával) és kardáncsuklón keresztül a vizsgálógép befogófejéhez kell kapcsolni. Sík, derékszögű, 16 mm vastag lágyacél lapok rendszerint a legmegfelelőbbek.
Két próbatestes elrendezés esetén (kétszer nyírt kapcsolat) a vizsgálógépnek hosszanti irányú nyíróerőt kell kifejtenie a két próbatestre, a hozzá ragasztott párhuzamos lapokon keresztül. A külső merev lapok a vizsgálógép mozdulatlan részéhez, a belső merev lap a mozgatható részhez van kapcsolva.
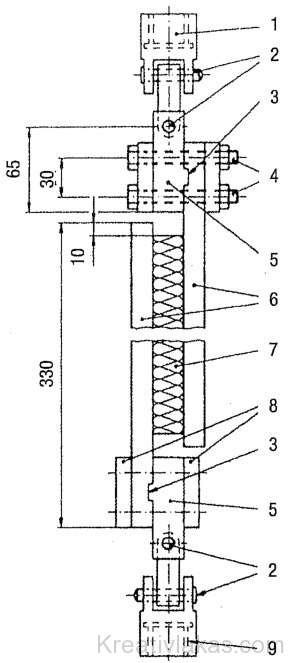
6.5. ábra. A nyírószilárdsági vizsgálatot végző berendezés elvi rajza egy próbatestes elrendezés esetén (1 rögzített befogófej; 2 kardáncsuklót összekötő csapszegek; 3 csap és horony; 4 anyacsavaros tartók; 5 illesztőtag; 6 330 x 50x 16 mm méretű próbatesttartók; 7 250 x 50 mm méretű próbatest; 8 terheléselosztó lapok; 9 mozgatható befogófej)
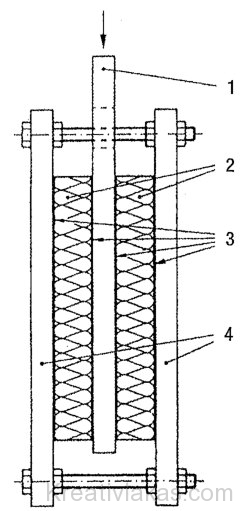
6.6. ábra. A nyírószilárdsági vizsgálatot végző berendezés összeállításának egyik lehetősége két próbatestes (kétszer nyírt) összeállítás esetén (1300 x 100 x 16 mm méretű terhelő lap; 2 200 x 100 mm méretű próbatest; 3 ragasztó, 4 300 x 100 x 16 mm méretű fém próbatesttartók)
A próbatest rögzítésére használt ragasztónak olyannak kell lennie, hogy a ragasztóréteg nyírószilárdsága és nyírási modulusa nagyobb legyen, mint a vizsgált próbatesté. Ez biztosítja, hogy a szakadás a próbatesten következzen be, és nem a ragasztórétegben.
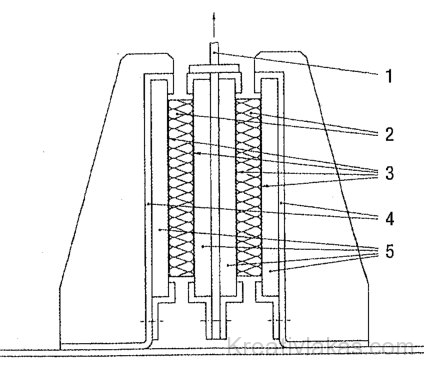
6.7. ábra. A nyirószilárdsági vizsgálatot végző berendezés összeállításának másik lehetősége két próbatestes (kétszer nyírt) összeállítás esetén (1 terhelő lap; 2 200 x 100 mm méretű próbatest, 3 ragasztó, 4 fémtartók; 5 rétegelt lemez próbatesttartók)
A próbatest vastagsága egyezzen meg az eredeti termék vastagságával. Mindennemű kérget, kasírozást, bevonatot meg kell hagyni. A próbatestet derékszögben, négyszögletesre kell kivágni. Egy próbatestes elrendezés esetén hosszúsága 250 ± mm, szélessége 50 ± 1 mm, két próbatestes elrendezés esetén pedig hosszúsága 200 + 5 mm, szélessége 100 ± 5 mm.
A próbatesteket olyan vágási módszerrel kell készíteni, hogy az eredeti termék szerkezete ne változzon. A vizsgálat megkezdése előtt legalább 6 óra hosszat 23 ± 5 °C hőmérsékleten kell tárolni és a vizsgálatokat is ugyanilyen körülmények között kell elvégezni. A vizsgálat első lépéseként három helyen megmérjük a próbatest hosszúságát és szélességét, öt helyen pedig a vastagságát, amelyekből kiszámítható a próbatest hosszúsága, szélessége és vastagsága.
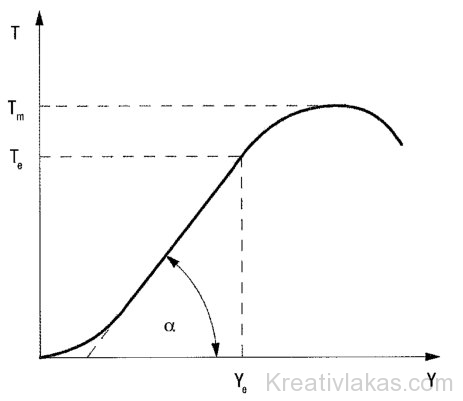
6.8. ábra. Nyíróerő-elmozdulás (T-y) görbe
A vizsgálógép mozgatható részét 3 ± 0,5 mm/ min sebességgel függőleges irányban mozgatva terheljük. A vizsgálatot addig folytatjuk, míg be nem következik a tönkremenetel. A vizsgálat során feljegyezzük az erő-elmozdulás görbét és a maximális terhelőerőt. Azokat a próbatesteket, ahol a szakadás a próbatest és a merev tartó közötti ragasztórétegben következett be, figyelmen kívül kell hagyni és új vizsgálatot kell végezni.
Vízfelvevő képesség
A hőszigetelő anyagok fontos jellemzője. Az anyagok hőszigetelő képessége ugyanis nedvességhatás következtében romlik, mivel az anyag pórusaiban lévő levegő hővezetési tényezője (0,026 W/m-K) nagyságrenddel nagyobb, mint a vízé (0,58 W/m-K).
A vízfelvétel meghatározásához kétféle módszert alkalmaznak, ugyanis hőszigetelő anyagok esetén két alapvetően különböző vízfelvétel-vizsgálat létezik. Egyes anyagok vízfelvételének meghatározásához (pl. parafa, fagyapot, kőzetgyapot) az MSZ EN 1609 szabványt kell alkalmazni, amely az építési hőszigetelő anyagok vízfelvételével foglalkozik részleges vízbemerítés esetén. Ez a vizsgálat lehet rövid idejű (24 óra) és hosszú idejű (28 nap) vízfelvétel.
Más – főleg mesterséges (pl. műanyaghabok) – hőszigetelő anyagok esetén az MSZ EN 12087 jelű szabvány alkalmazandó, ami a vizsgált anyag hosszú idejű vízfelvételével foglalkozik teljes vízbemerítés esetén.
Vízfelvétel részleges bemerítéssel
A részleges bemerítéssel végzett vízfelvétel-vizsgálat célja a hosszú, ill. a rövid ideig tartó vízhatás okozta vízfelvétel szimulálása. Ilyenkor a próbatest tömegváltozásának mérésével határozzuk meg a vízfelvételt oly módon, hogy alsó részét rövid (24 óra) vagy hosszú (28 nap) időre vízzel hozzuk érintkezésbe. A felülethez tapadó, de a próbatest által fel nem szívott vízfelesleget vagy elvezetjük (A módszer), vagy pedig a kezdeti vízfelvétel levonásával vesszük számításba.
A vizsgálathoz olyan mérlegre van szükség, amely a próbatest tömegét 0,1 g pontossággal képes meghatározni. Szükséges továbbá egy olyan víztartály, amely az állandó vízszintet 2 mm-en belül tarja, és a próbatestet a kívánt helyen rögzíti. Fontos, hogy a próbatestet rögzítő eszköz ne takarjon a próbatestből többet, mint a vízhatásnak kitett próbatest keresztmetszeti felületének 15%-a, továbbá, hogy a próbatest eredeti alakja megmaradjon!
A min. 4 db próbatest 200 ± 1 mm oldalhosszúságú, négyzet alapú hasáb, amelynek vastagsága egyezik az eredeti termék vastagságával. Úgy kell kialakítani őket, hogy ne tartalmazzák az eredeti termék széleit és az eredeti termék szerkezete nem változzon meg. Mindennemű kérget, kasírozást, bevonatot rajta kell hagyni.
A vizsgálat megkezdése előtt a próbatesteket legalább 6 óra hosszat 23 ± 5 °C hőmérsékletű térben kell tartani. A vizsgálatot is ugyanilyen légköri körülmények között kell elvégezni, ügyelve arra, hogy a csapvíz hőmérséklete is 23 ± 5 °C hőmérsékletű legyen.
A vizsgálat kezdetekor megmérjük a próbatestek tömegét 0,1 g pontossággal, valamint a próbatest alsó felületének szélességét és hosszúságát 0,5% pontossággal. Utóbbi két adat segítségével meghatározható a próbatest alsó (vízzel érintkező) felülete.
A próbatestek felét (min. 2 db) fő felületükkel lefelé, másik felét (min. 2 db) fő felületükkel felfelé vizsgáljuk. Üres víztartályba helyezzük őket, és megfelelően leterheljük, hogy a víz hozzáadásakor részben a víz alatt maradjanak. Ezt követően gondosan vizet adagolunk a tartályba, amíg a próbatest alsó felülete 10 ± 2 mm-re lesz a vízfelszín alatt. Gondoskodjuk arról, hogy a vízszint állandó maradjon a vizsgálat alatt!
Az A módszer alkalmazása esetén rövid idejű vizsgálatnál 24 óra után, hosszú idejű vizsgálatnál 28 nap után kivesszük a próbatesteket a víztartályból, 10 + 0,5 percig lefolyatjuk róluk a vizet úgy, hogy függőlegesen egy 45°-ban megdöntött szitára helyezzük. Ezt követően újra megmérjük a próbatest tömegét.
A B módszer esetén a vízbemerítést követő 10 másodperc után kivesszük a próbatestet a vízből, és vízszintesen tartva 5 másodpercen belül mérjük meg a kezdeti vízfelvételt tartalmazó tömegét. Ezt követően a próbatestet visszahelyezzük a tartályba és az A módszer szerint ott tároljuk rövid idejű vizsgálatnál 24 órán, hosszú idejű vizsgálatnál 28 napon keresztül. Az előírt idő letelte után kivesszük a tartályból a próbatestet és vízszintesen tartva 5 másodpercen belül lemérjük a tömegét.
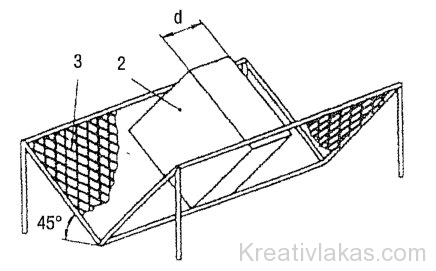
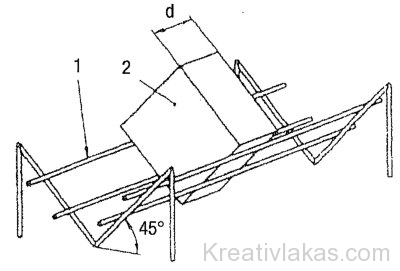
6.9. ábra. Példák vízelvezető eszközökre (1 rozsdamentes acélrács; 2próbatest; 3 perforált rozsdamentes acél)
A B módszer csak akkor alkalmazható, ha a következő kifejezéssel számított kezdeti vízfelvétel nem nagyobb 0,5 kg/m2-nél. A mérési eredmények birtokában a részleges vízbemerítés A, ill. B módszerével meghatározott, rövid idejű és a hosszú idejű vízfelvétel a következő képletek segítségével számítható:
Hosszú idejű vízfelvétel teljes vízbemerítéssel
A hosszú idejű vízfelvételt teljes bemerítéskor a 28 nap időtartamra teljesen vízbe merített próbatest tömegváltozásának mérésével határozzuk meg. A felülethez tapadó, de a próbatest által fel nem szívott vízmennyiséget nem szabad a vízfelvételbe beleszámítani. A vizsgálathoz használt próbatestek mérete és száma egyezik a részleges bemerítéshez használt próbatestekkel. Ugyancsak egyeznek a kondicionálási és vizsgálati körülmények, a vizsgálathoz használatos eszközök (mérőeszközök, víztartály).
A vizsgálat kezdetekor megmérjük a próbatestek tömegét 0,1 g pontossággal, valamint a próbatest szélességét, hosszúságát és vastagságát 0,5% pontossággal. Utóbbi három adat segítségével meghatározható a próbatest vízzel érintkező felülete és a térfogata.
Ezt követően a próbatestet üres víztartályba helyezzük, és megfelelően leterheljük, hogy teljesen a víz alatt maradjon. Gondosan vizet adagolunk hozzá, míg a próbaest felső felülete 50 ± 2 mm-re lesz a vízfelszín alatt. Gondoskodni kell arról, hogy a vízszint állandó maradjon a vizsgálat alatt!
Ezt követően az A és a B módszer esetén ugyanúgy kell eljárni, mint részleges vízbemerítés esetén, annyi különbséggel, hogy a B módszer azzal a feltétellel alkalmazható, hogy a kezdeti vízfelvétel nem nagyobb 0,5 kg/m2-nél. A mérési eredmények birtokában a teljes vízbemerítés A, ill. B módszerével meghatározott hosszú idejű (W) vízfelvétel a következő képletek segítségével számítható.
Méretállandóság
A hőszigetelő anyagok normál és az extrém körülmények közti méretállandósága az alkalmazási területüket nagymértékben befolyásolhatja.
Méretállandóság meghatározása adott hőmérsékletű és páratartalmú térben
A mérés elve, hogy a hőszigetelő anyag lineáris méretváltozását határozzuk meg, miután a próbatesteket kondicionáljuk, majd meghatározott környezetben adott ideig klimatizáljuk és utána ismét kondicionáljuk.
A vizsgálathoz szükséges egy szabályozott hőmérsékletű vagy szabályozott hőmérsékletű és páratartalmú kamra, amely képes a próbatesteket meghatározott körülmények között tartani. A vizsgálathoz olyan mérőeszközöket kell alkalmazni, amelyekkel a próbatestek lineáris méreteit 0,1 mm pontossággal meg lehet határozni.
Ezt követően a próbatesteket a termékszabvány szerint előírt feltételeknek tesszük ki, amelyek a következők lehetnek:
- -Meghatározott hőmérséklet, meghatározott páratartalom nélkül:
- -40 ± 3 °C,
- -30 ± 3 °C, + 40 ± 2 °C, + 60 + 2 °C.
- Meghatározott hőmérséklet és 30-90% közötti tartományban ± 5 relatív páratartalom pontossággal meghatározott páratartalom mellett
- + 20 ± 2 °C,
- + 23 ± 2 °C,
- + 60 ± 2 °C, + 70 ± 2 °C.
A próbatesteket a vizsgálati kamrában függőlegesen vagy vízszintesen helyezzük el egy merev rácsra vagy perforált fémlemezre, legalább 25 mm távolságra egymástól úgy, hogy a próbatestek között a levegő áramlása biztosítva legyen, és ne legyenek kitéve a fűtőelemek közvetlen sugárzásának. A klimatizálás időtartama 24+1 óra vagy 48 ± 1 óra (egyes termék-szabványok más klimatizálási viszonyokat, ill. más klimatizálási időket is előírhatnak).
A klimatizálás után kivesszük a próbatesteket a vizsgálati kamrából, és további 3 ± 1 órán keresztül kondicionáljuk 23 + 2 °C hőmérsékletű és 50 ± 5% relatív páratartalmú térben. Ezt követően három helyen megmérjük a próbatest megváltozott hosszúságát, szélességét vastagságát pedig öt helyen, majd ezekből meghatározzuk a próbatest hosszúságát, szélességét és vastagságát. Az így kapott adatokból számítható a hosszváltozás, a szélességváltozás és a vastagság változás százalékban (%).
Fagyállóság
A vizsgálat elve, hogy 300 egymást követő, -20 °C +20 °C hőmérsékletű nedves körülménynek kitett próbatest nyomószilárdságának megváltozását határozzuk meg. A vizsgálat elsősorban a nedves körülmények, valamint a ciklikus fagyasztás-kiolvasztás mechanikai tulajdonságokra gyakorolt hatására irányul. Nyilvánvalóan olyan termékek esetén kell elvégezni, amelyek gyakran vannak kitéve nedvességhatásnak és kis hőmérsékletnek (pl. fordított rétegrendű lapostetők, lábazatok stb.).
A vizsgálathoz olyan programozható fagyasztó-olvasztó berendezés szükséges, amely a próbatesteket helyén tartva képes -20 + 2 °C, ill. +20 + 2 °C állandó hőmérsékletet biztosítani, s a két hőmérsékletérték között hűteni-fűteni őket. Szükséges továbbá egy 0,1 g pontosságú mérleg és egy nyomószilárdság vizsgáló gép, amely alkalmas az MSZ EN 826:2013 szerinti vizsgálatra.
A próbatestek vastagsága az eredeti termék vastagságával egyezik, négyzet alakúak, derékszögben vágott élei pedig 500 ± 1 mm, vagy 200 ± 1 mm nagyságúak. A próbatesteket úgy kell kivágni, hogy ne tartalmazzák az eredeti termék széleit, s hogy az eredeti termék szerkezete ne változzon meg. Mindennemű kérget, kasírozást, bevonatot meg kell tartani. A próbatesteket a vizsgálat előtt legalább 6 óra hosszat 23 ± 2 °C hőmérsékleten kell tárolni.
A vizsgálathoz két próbatest készlet szükséges (A készlet és B készlet). Első lépésben az A készlet elemeit elkülönítjük, és meghatározzuk az eredeti termék nyomószilárdságát MSZ EN 826:2013 szerint. Ezt követően a B készlet elemeit hosszú idejű vízfelvétel-vizsgálatnak vetjük alá MSZ EN 12087:2013 szerint. A vízfelvétel-vizsgálat befejeztével a próbatesteket elhelyezzük 300 fagyasztás-kiolvasztási ciklus idejére, az erre alkalmas berendezésben (pl. ciklikusan programozható fagyasztó-olvasztó szekrény). Egy ciklus 1 órán át -20 °C és 1 órán át való +20 °C hőmérsékleten való tárolást jelent, amelyek közt a felfűtési-lehűtési idő <1 óra.
Az összes ciklus befejezése után megmérjük a próbatestek tömegét 0,1 g pontossággal, és szemrevételezéssel megvizsgáljuk, hogy a próbatestek meghibásodtak-e, vannak-e rajtuk repedések, leválások, lemállások, elszíneződések, hólyagok stb. Ezt követően a B készlet elemeit két alkészletre bontjuk. A B1 készlet elemein az utolsó fagyasztás-olvasztási ciklus után 24 órán belül meghatározzuk az összenyomódási viselkedését MSZ EN 826:2013 szerint.
A B2 készlet elemeit szellőztetett szárítószekrényben, a vonatkozó termékszabvány szerint előírt ideig és hőmérsékleten tartjuk. Amennyiben nincs ilyen előírás, úgy a próbatesteket súlyállandóságig szárítjuk. Az előírás általában 105 °C 24 órára, 70 °C 4 napra vagy 40 °C 7 napra. A súlyállandóság hőszigetelő anyagoknál azt jelenti, hogy 24 órás időszakonként egymás után következő tömegmérések különbsége a teljes tömeg 0,5%-ánál kisebb, 40 °C legkisebb szárítási hőmérséklet esetén.
A szárítás befejeztével meghatározzuk a B2 készlet próbatesteinek összenyomódási viselkedését az MSZ EN 826:2013 szerint. Ezt követően kiszámítjuk mindegyik feltételre a kapott összenyomódási viselkedés változásainak átlagát százalékos formában (%).
A fagyállósági vizsgálat eredménye tehát a 300 fagyasztás-olvasztási ciklus után mért nyomószilárdsági értékek és az eredeti termék nyomószilárdságának viszonya százalékban kifejezve (%). Bár a különböző termékszabványok más-más értékeket írhatnak elő, általánosságban azt mondhatjuk, hogy a termék akkor mondható fagyállónak, ha a fagyasztásos vizsgálat során bekövetkező nyomószilárdság-csökkenés (fagy lágyúlási tényező) mind nedves, mind száraz állapotban kevesebb, mint 10%, azaz 90% felett marad.
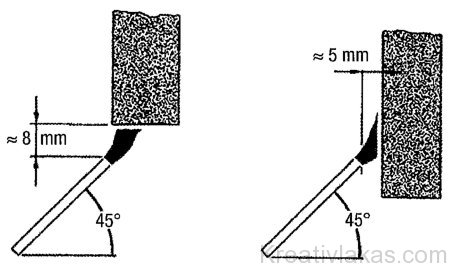
6.10. ábra. A próbatest és a gyújtóláng elhelyezésének módjai
Tűz- és hőállóság
Alkalmazhatóság szempontjából kiemelt jelentőségű, hogy a hőszigetelő anyag tulajdonságai miként változnak a hőmérséklet növelésével. Éghető anyagoknál alapvető a tűzzel szembeni viselkedése (tűzállóság, éghetőség). Mindezek figyelembevételével meg kell jelölni alkalmazási hőmérsékletük felső határát.
Hőszigetelő anyagok esetében rendkívül fontos az MSZ EN ISO 11925-2:2011 szabvány. Az egyedi lángforrásos vizsgálathoz egy szabályos vizsgálókamra szükséges, amelynek segítségével az anyagok gyúlékonysága meghatározható egy direkt gyújtóláng hatására. A vizsgálat során megállapítjuk, hogy bekövetkezik-e gyulladás, a láng tovaterjed-e a felületen, és mikor éri el a lánghatástól számított 150 mm-es távolságot, ill. a lehulló égő részecskék, olvadékcseppek meggyújtják-e a próbatest alatt – a cseppfogó tálcában – elhelyezett szűrőpapírt.
A lánghatás a hőszigetelő anyag felhasználási területétől függően két helyen is támadhatja a próbatestet. Egyik esetben a próbatest aljától mérve 8 mm távolságra kell helyezni a lángforrást, így a gyújtóláng csak a próbatest alsó síkját éri közvetlenül. Másik esetben a lángforrást a próbatest függőleges síkjától mérve 5 mm távolságra helyezzük, így a gyújtóláng sokkal nagyobb felületen érintkezik a próbatesttel. Mindkét esetben a lángforrás a függőlegeshez képest 45°-os szöget zár be.
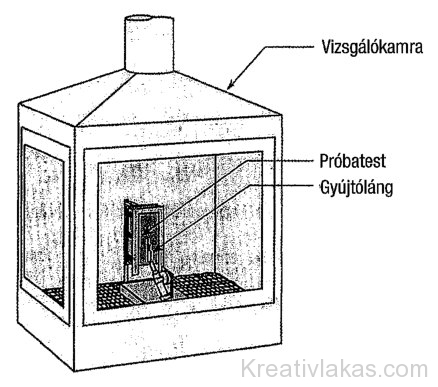
6.11. ábra. Az egyedi lángforrásos vizsgálathoz használt vizsgálókamra felépítése
A módszer fontos a tűzvédelmi osztályokba soroláshoz, amit az MSZ EN 13501-1:2007+A1:2010 szerint kell elvégezni. Ez az ún. Euroclass-osztályozás (Euro-osztály) lehetővé teszi az építőipari termékek tűzzel szembeni viselkedésének vizsgálatát, ill. az ezt követő, egységes elvek és kritériumok alapján való besorolásukat. A hőszigetelő anyag tűzvédelmi besorolása megmutatja, hogy a termék elősegíti-e és ha igen, milyen módon a tűz terjedését, milyen gyorsan ég, mennyi energiát termel, égése során mennyi füst képződik, és keletkeznek-e égve csepegő részecskék.
6.1. táblázat. Euro-osztályok az MSZEN 13501-1:2007+A1:2010 szerint
[table id=378 /]
Az Euro-osztály valójában három jelölés kombinációja, az alap- és két kiegészítő osztályé. Az alaposztály jelölés (A1, A2, B, C, D, E, F) megmutatja, hogy a termék miként járul hozzá a tűz terjedéséhez. Tűzvédelmi szempontból a legbiztonságosabb termékek az A1 és A2 osztályba tartoznak. Az alacsonyabb osztályba sorolt termékek (B, C, D, E, F) elősegítik a tűz kialakulását, tesztelésük során jellemző az ugrásszerű hőmérséklet-növekedés, és a hirtelen történő tűzterjedés. Az alaposztály megmutatja, hogy a termék hozzájárul-e a tűz kialakulásához és milyen mértékben, milyen gyorsan ég és közben mennyi hőenergiát termel. Meghatározása érdekében vizsgálják a hőtermelés mennyiségét és gyorsaságát, a meggyulladás idejét és a lángok szétterjedését.
Tűzesetek során azonban nem maga a tűz, hanem a füst okozza a nagyobb problémát, ugyanis akadályozza a mentőakció vezetését, és rontja a tájékozódást, ami tűz esetén nehezíti az épület elhagyását. A füst-kibocsátással kapcsolatos osztályzás meghatározza a tűzben a füst mennyiségét és kialakulásának sebességét.
Éppen ezért az A2 és D osztályok közötti tartományba sorolt építőipari termékek esetében jelezni kell a füstkibocsátás mértékét. Ez nem vonatkozik a legbiztonságosabb A1 és a legalacsonyabb E és F osztályra, mivel az A1 osztály termékei alig képeznek füstöt, az E és F osztályba tartozó termékek viszont nagyon sok füstöt fejlesztenek. A füstfejlesztő képesség osztályai: s0, s1 és s2. Minél több a füst, annál nagyobb a szám.
Az A2-től az E osztályig az építőipari termékeknek rendelkezniük kell az égve csepegő részecskék kialakulásának lehetőségére utaló jelöléssel, amelyek a tűz további terjedését, valamint az égési sérüléseket okozhatják. Az égve csepegési képesség alapján a hőszigetelő termékeket három osztályba sorolhatjuk: d0, d1 vagy d2.
6.2. táblázat. A füsfejlesztő képesség osztályai az MSZ EN 13501-1:2007+A1:2010 szerint
[table id=379 /]
6.3. táblázat. Az égve csepegési képesség osztályai az MSZEN 13501-L2007+AL2010 szerint
[table id=380 /]