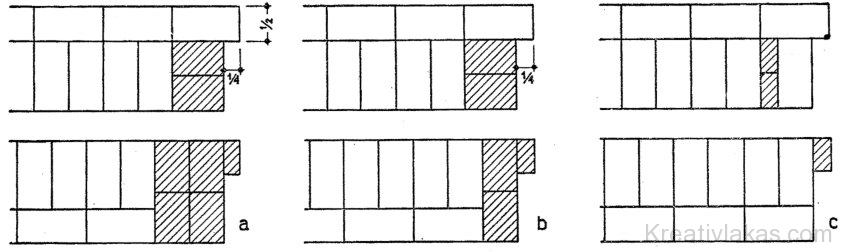
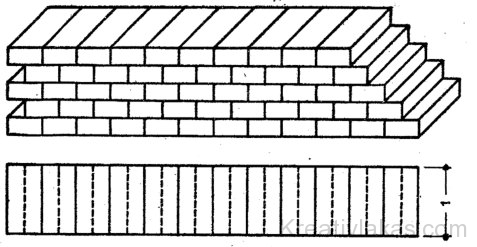
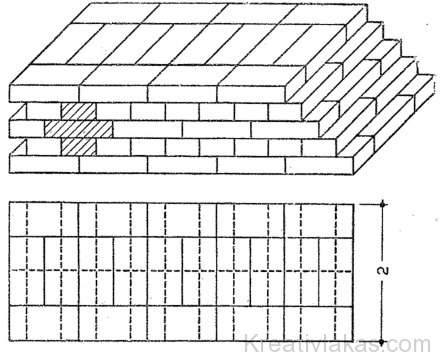
A többsoros rendszerű téglakötéseknél négy réteget pusztán futó téglasorokból falaznak, erre kerül két futó és kötő sorokból álló átkötő réteg (40. ábra). Ezek szerint a kötő és futó jellegű rétegek nem két soronként változnak, mint a kétsorú kötések esetében. A futó sorokból álló négy téglaréteg egyes sorai – alaprajzilag nézve – egymáshoz viszonyítva a legtöbbször kötésben vannak falazva. A szovjet szakkönyvekben ezt a kötési módot amerikai kötésnek nevezik.
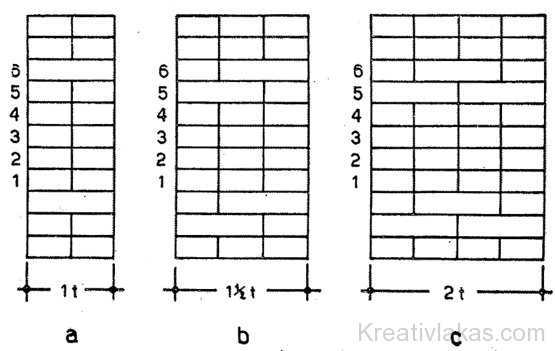
40. ábra. Többsoros téglakötések metszetrajza; a) egy tégla, b) másfél tégla, c) két tégla vastagságú fal esetén
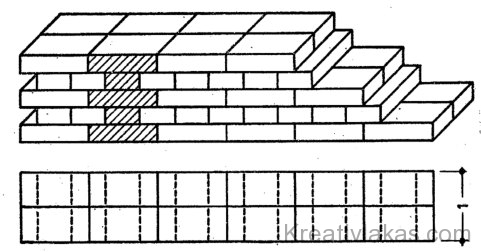
A többsoros kötés inkább a vastagabb falak számára felel meg, habár a szovjet szakkönyvekben egy és másfél-tégla vastag falak többsoros kötésével is találkozunk.
Onyiscsik professzor rendszere csak annyiban különbözik a többsoros kötéstől, hogy a kötő téglasor a futó sorokhoz viszonyítva nincs eltolva. Az ilyen falazás megengedi, hogy a kötő téglasor és a szomszédos futó téglasorok hézagai a homlokzaton egymás föle essenek; háromnegyed téglára nincs szükség. Különösen pillérek falazásához megfelelő.
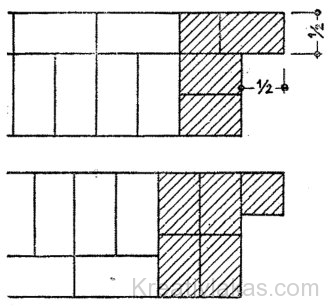
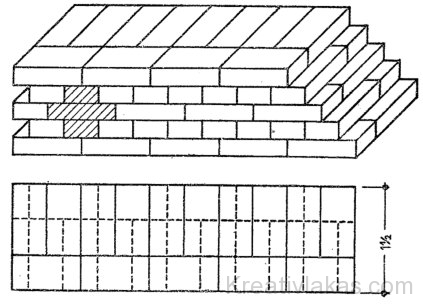
Egy, másfél és két-tégla vastag fal többsoros kötését mutatja függőleges metszetben a 40 a-c ábra. Ugyanezen másfél tégla vastag falnál a rétegek sorrendjét alaprajzban ábrázolja a 41 b ábra. Három rétegváltozattal készített másfél téglás fal kötése látható a 41 a ábrán. Pillérek és kávával ellátott pillérek többsoros kötésére mutatnak példákat a 42 a-c ábrák.
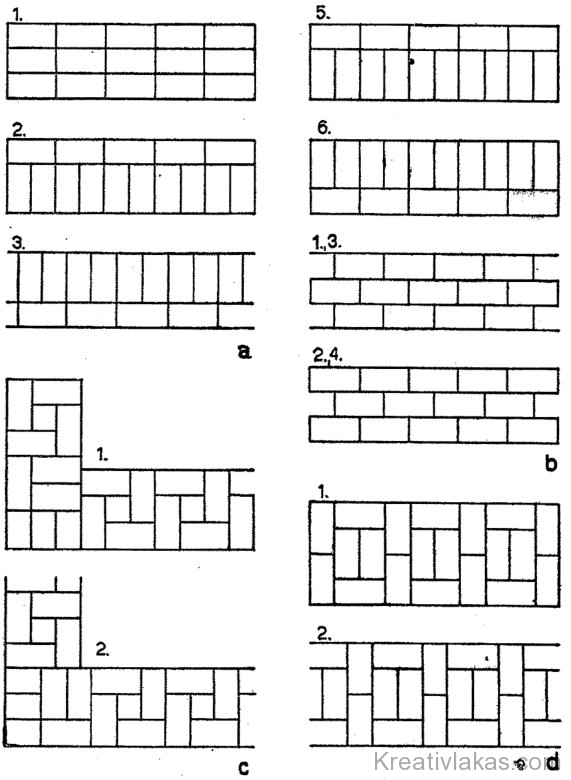
41. ábra. Többsoros téglakötések alaprajza; a) három rétegváltozatú kötés, b) négy rétegváltozatú kötés, c) falsarok kötése, d) futó-kötőtéglás kötés
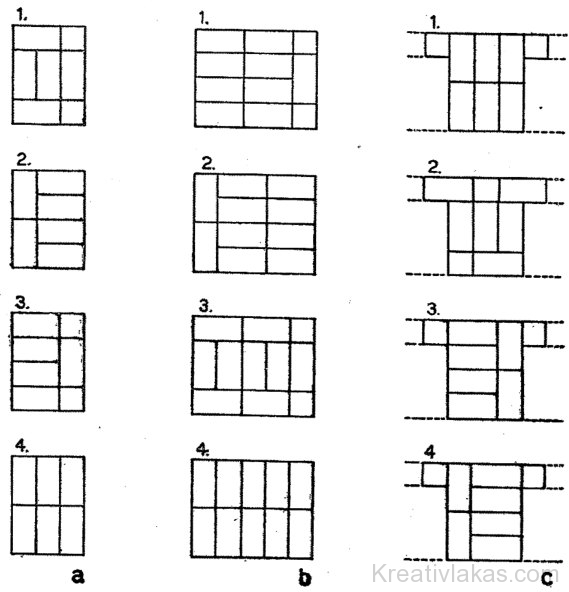
42. ábra. Pillérek többsoros téglakötései; a) – b) káva nélküli, c) kávás (ablak-) pillérek esetében
A többsoros kötés előnyei
Ennél a falazási módnál jelentékenyen kisebb a háromnegyed téglaszükséglet; a fal gyorsabban szárad; nagyobb mértékben nyílik alkalom a termelési folyamatok ésszerűsítésére és a korszerű munkamódszerek alkalmazására.
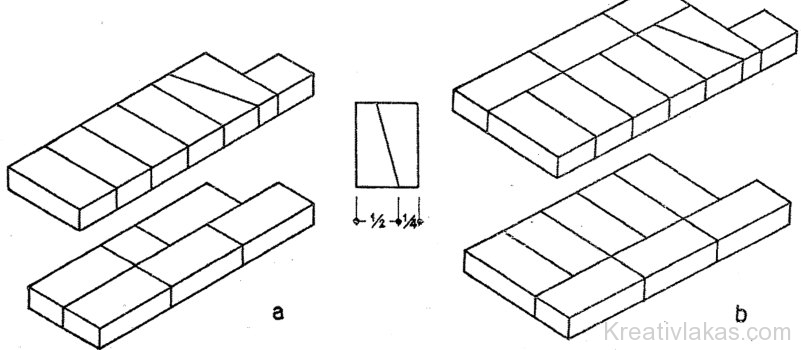
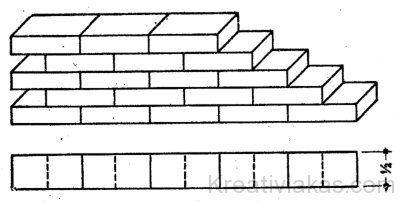
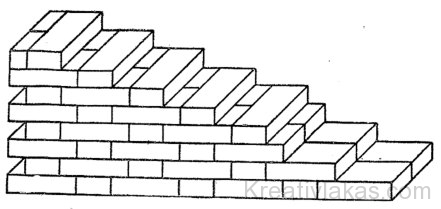
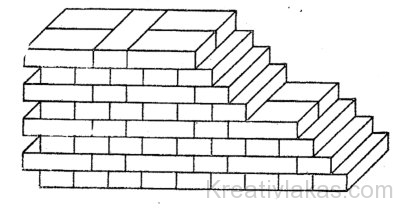
Többsorú kötés esetében a kőműves kényelmesebben, kisebb erőfeszítéssel végzi a falazást. A hagyományos kötési módoknál, ha a fal bizonyos magasságra emelkedett, a kőműves csak lábujjhegyen állva, ágaskodva tudta elérni a fal külső részeit (43 b ábra). A többsoros kötésű falakat lépcsős módon lehet építeni (43 a ábra). Ebből kifolyólag a kőműves a fal külső oldalához is könnyen hozzá tud férni, a falazást kényelmes munkapozícióban, esetleg térdelve végezheti.
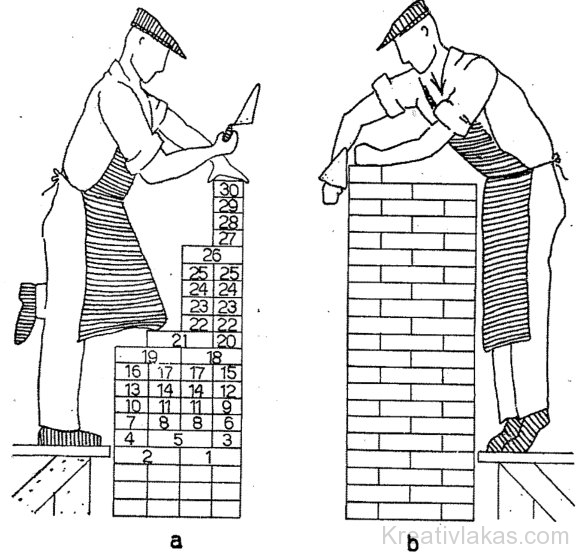
43. ábra. Két tégla vastag fal falazása; a) többsoros kötéssel és „lépcsős” módon, b) hagyományos kötéssel és munkamódszerrel
Általában a téglának a fal külső és belső oldalán való rakása több időt és magasabb képzettségű kőművest igényel, mint a téglának a fal középső részében, kitöltésként való elhelyezése. A kitöltési százalék a többsoros kötés esetén igen nagy, a falazást így gyorsabban lehet végezni, a közbülső sorok tégláinak lerakását betanított segédmunkásokra lehet bízni.
Hőszigetelésük
A többsoros kötésben és lépcsőzetesen rakott fal további előnye: a rosszabb hővezető, illetve jobb hőszigetelő képessége. Ez azzal magyarázható, hogy a futó sorok közötti, habarccsal ki nem töltött hosszanti függőleges hézagok vékony légrétegei fokozzák a fal hőszigetelő képességét. (Ez a megállapítás később, a „Falak hőtechnikai követelményei” című részben nyer részletes indokolást.)
Abból kifolyólag, hogy a hosszanti hézagok nincsenek habarccsal kitöltve, a többsoros kötésbe rakott falak úgy tűnnek fel, mintha minden ötödik sorban átkötött, külön féltégla vastag falakból állanának, mégis a fal szilárdsága a szovjet szakirodalmi adatok szerint, alig marad a hagyományos kötésben rakott fal szilárdsága mögött.
Megjegyzés
Itt említjük meg, hogy régebben alkalmaznak hétsoros, különleges kötésmegoldásokat is. Ilyen természetű – fél téglákat is bedolgozó – másfél téglás falsarok kötését mutatja a 41 c ábra. Kötő téglákat sűrűn alkalmazó különleges kötés alaprajzi rendszerét tanulmányozhatjuk a 41 d ábrán.
A többsoros kötésnek főleg a másfél téglánál vastagabb falaknál mutatkoznak meg az előnyei. Mivel hazánkban a falak többségét a másfél tégla vastag falak teszik ki, azért nálunk a többsoros kötés nem terjedt el.
Az előbbi részben tárgyalt téglakötések a falak egy közbülső, folyamatos szakaszának téglakötésére vonatkoznak. A következőkben sorra vesszük: a falvégek, falsarkok, faltalálkozások, falsávok, kávák, pillérek stb. falrészek kötését, amelyek mind különleges megoldást igényelnek.
Falvég
A falvég a falazat merőleges síkkal határolt része. Fal végeknél (29 a-e ábra) általában sűrűn alkalmazunk háromnegyed téglákat. A másfél tégla vastag falvég esetében az egyik réteget 3 db háromnegyedes futó téglával, a másikat 4 db háromnegyedes kötő téglával zárjuk le (29 c ábra).
29. ábra. Falvégek téglakötése
Falvég téglakötése fejelő tégla alkalmazásával is megoldható, bár a gyakorlatban ez hátrányosabb, mert a fejelő tégla faragása nehezebb. A 29 d-e ábrák mutatják másfél- és két-tégla vastag fal fejelő téglás fal végmegoldását.
Derékszögű falsarkok
Derékszögű falsarkoknál az egyes rétegeket felváltva vezetjük ki a fal égéig. A helyes hézagosztás szempontjából a falazást a falvég kötésével kezdjük. Fél téglás falnál a sarkon egész téglákat, az egy- és másfél téglás falnál háromnegyed téglákat alkalmazunk (30 a-c ábra). Általában azt a sort kell átvezetni, melyben a futó téglasor a fal külső szélére esik.
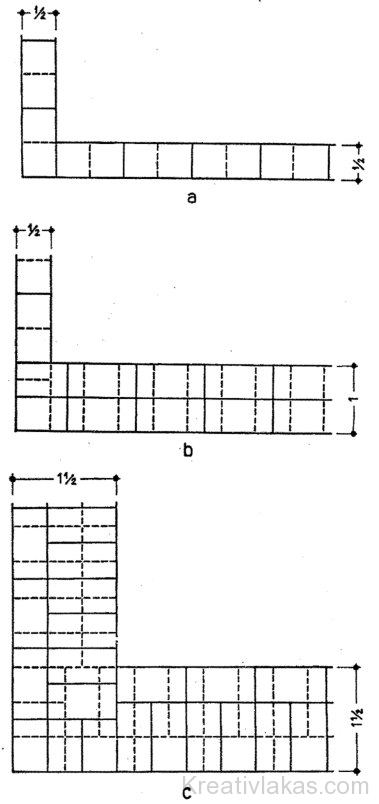
30. ábra. Derékszögű falsarkok téglakötése; a) féltégla, b) egy tégla, c) másfél tégla vastagságú falak esetében.
Derékszögben csatlakozó falaknál szintén váltott rétegeket alkalmazunk, ügyelve arra, hogy a kereszt irányú hézagok a sarokponttól egynegyed téglányira essenek (31. ábra). A derékszögben kereszteződő falakra ugyanezek a szabályok vonatkoznak.
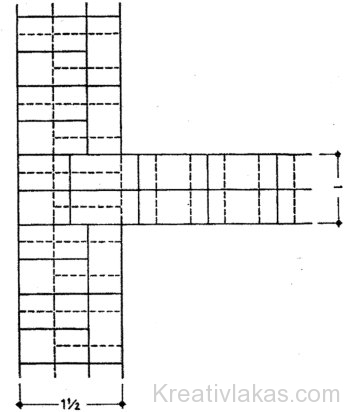
31. ábra. Egy és másfél tégla vastag falak derékszögű csatlakozásának kötése.
Hegyesszögű falsarok
Hegyesszögű falsarok (32. ábra) kötésénél a futó sort mindig átvisszük a fal külső oldalán, a másik irányból jövő falszakasz téglái ennek ferdén nekimetsződnek (32 b ábra). A ferde elhatárolású téglákkal való kötést megkönnyíti az a szabály, hogy a fal szélén kivitt futósor kezdő téglájának ferde végmérete (a) + egynegyed tégla legyen ugyanannak a téglának a hosszúsága (32 a ábra).
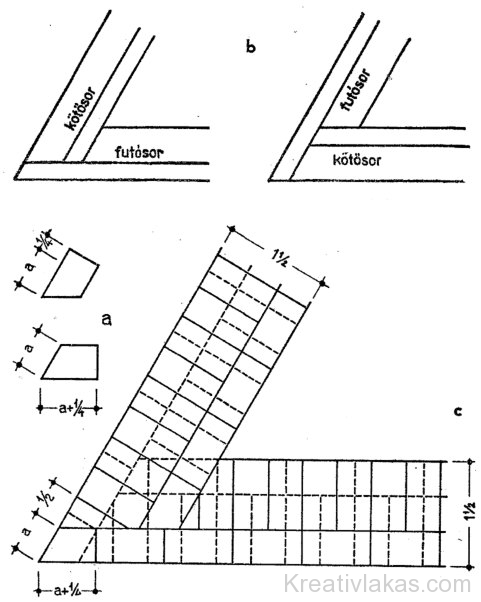
32. ábra. Másfél tégla vastag falak hegyesszögű saroktalálkozásának kötése; a) kezdő futótéglák mérete, b) futó- és kötősorok helyzete.
Tompaszögű falsarok
Tompaszögű falsaroknál (33. ábra) a belső sarokponttól rétegenként egy-egy merőlegest húzunk, az egyes téglasorok eddig az egyenesig fussanak be felváltva. Ezenkívül a keresztirányú hézagokat a belső sarokponttól egynegyed-egynegyed téglával egyik és másik irányban eltoljuk.
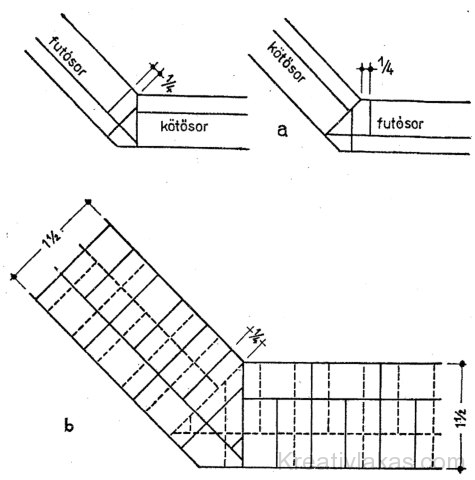
33. ábra. Másfél tégla vastag falak tompaszögű saroktalálkozásának kötése; a) futó- és kötősorok helyzete.
Falsávok és pillérek
Falsávok vagy más néven lizénák téglakötéseit háromnegyed és fél téglák lesarkításával oldjuk meg (34 a-b ábra).
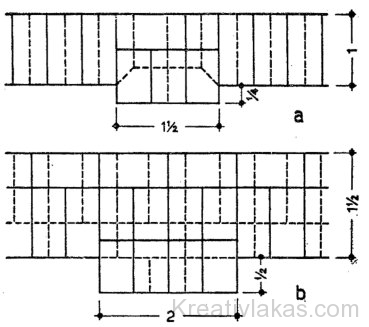
34. ábra. Falsávok (lizénák) téglakötése; a) a téglák lesarkításával; b) fél és háromnegyed téglákkal.
Pillérek téglakötését úgy kell megoldani, mintha falvégekkel határolt rövid falszakaszok volnának. Bármilyen méretű pillérről is van szó, a háromnegyed téglák számaránya igen nagy bennük (35. ábra).
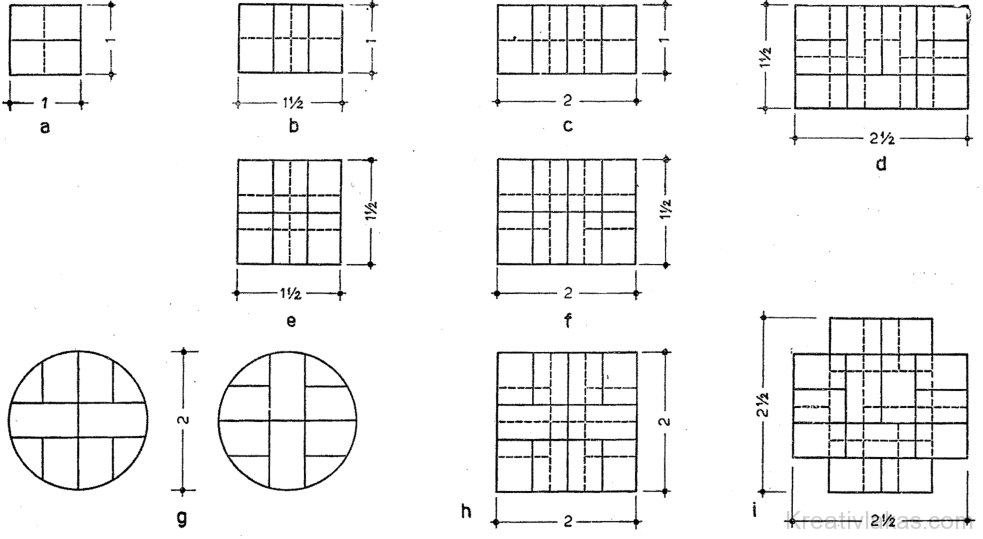
35. ábra. Pillérek és oszlopok téglakötése.
Oszlop
Oszlopok téglakötésére mutat példát a 35 g ábra. A téglákat ilyenkor meg kell faragni, ami egyenetlen – tehát csak vakolás alá megfelelő – felületet eredményez. Vakolatlan kiképzés esetén az adott átmérőnek megfelelő idomtéglákat kell alkalmazni. A mai építő gyakorlatban az oszlopokat majdnem minden esetben betonból, illetőleg vasbetonból készítik.
Kávák
Káváknak nevezzük az ajtó- és ablaktokok beépítéséhez szükséges, a 37. ábra szerinti falvég kialakításokat, amelyeket azért kell létesíteni, hogy a tokokat – a minél tökéletesebb légzárás, a befalazás, illetőleg a beerősítés céljából – hozzájuk lehessen építeni. A káváknál kávaszélességről (a), kávamélységről (b), fülkemélységről (c) beszélhetünk (36. ábra). A kávát a fal külső vagy belső oldalán egyaránt alkalmazhatjuk.
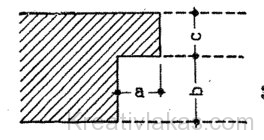
36. ábra. A kávával kapcsolatos fogalmak; a) kávaszélesség, b) fülkemélység, c) kávamélység.
A kétrétegű, kapcsolt gerébtokos ablakok és ajtók részére a fél téglaméretből adódó 13 cm szélességű (38. ábra), a gerébtokos ablakok és ajtók részére a negyed téglaméretből adódó, 7 cm szélességű kávákat kell készíteni.
Falazásukra több megoldás kínálkozik. Az iskolaszerű téglakötés esetén (37 a ábra) sok a faragott ¼ és ¾ -es) tégla és hosszadalmas a megmunkálás. A gyakorlatban általánosan alkalmazott kávakötésnél (37 b ábra) kevesebb faragott téglára van szükség. A Szovjetunióban (37 c ábra) e téren is lényeges egyszerűsítést vezettek be. Ugyancsak a munka leegyszerűsítését és a selejt csökkentését kívánják elérni ferdén faragott téglák alkalmazásával a 39 a-b ábra szerinti kávakialakítások is.
37. ábra. Másfél tégla vastag falban levő, negyed tégla szélességű káva kötésének változatai; a) iskolaszerű kötés, b) gyakorlatban szokásos kötés, c) korszerű kötés.
A régebbi építő gyakorlatban a kávákat minden esetben előre kifalazták. Az utóbbi évtizedekben csak a gerébtokos ajtók káváit készítették előre, az ablakok káváit azonban nem. Utóbbiak számára a falazáskor az ablakfülke méretével megegyező nagyságú nyílást készítettek, a káváknál pedig fogas csorbázatot hagytak ki, és a kávát csak a tok elhelyezése alkalmával falazták ki. Legújabban az ablakkávákat is sablon mellett pontosan előre kifalazzák. Sőt gyakran magukat az ablak vagy ajtótokokat a falazással egyidejűleg elhelyezik, illetve befalazzák.
38. ábra. Másfél tégla vastag falban levő, fél tégla szélességű káva kötése.
39. ábra. Kávakötések ferdén faragott téglákkal; a) egy tégla, b) másfél tégla vastag falban.
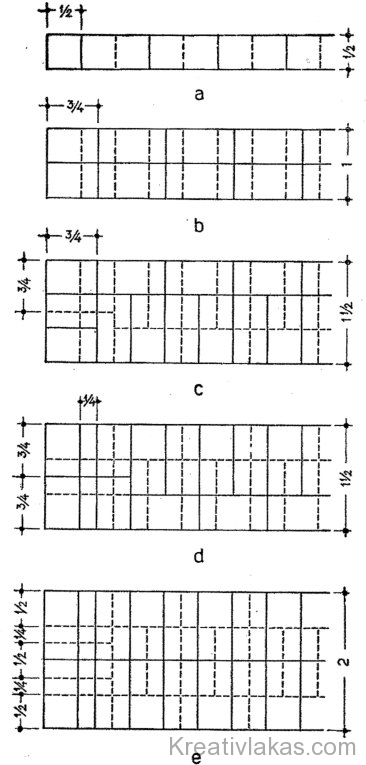
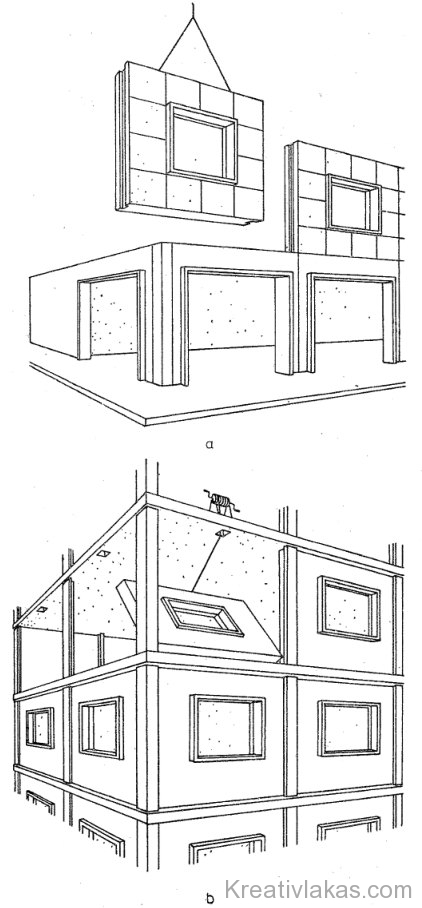
A különböző vastagságú falak téglakötésére a gyakorlatban határozott szabályok alakultak ki. A következőkben a téglakötéseket szemléltető ábrák alaprajzban mutatják a kötés elvét; felettük izometrikus képek ábrázolják a falat, egyik végén fogas, másik végén lépcsős csorbázattal. Alaprajzi ábrázolásban az egyik réteget teljes vonallal, a másikat szaggatott vonallal szokás jelölni.
Féltégla vastag fal téglakötése csak egyféle lehet, mégpedig csupán futó téglákból állhat, ezért a kötést külföldön futó kötésnek hívják. Két egymás feletti téglaréteg egymáshoz képest fél téglával van eltolva, ezáltal az egyik téglasor álló hézagai az alatta és felette levő sornak a közepére kerülnek (20. ábra).
20. ábra. Féltégla vastag fal futó-kötése
Egy tégla vastag fal téglakötése. Ennél már többféle kötés alkalmazható. Nálunk a gyakorlatban az ún. bekötő és a blokk kötés használatos.
A bekötő kötés (21. ábra) csupa kötő téglából, a két egymás feletti sor ¼ téglával való eltolásával készül. Az egyes sorok álló hézagai féltégla középre esnek. A blokk kötés (22. ábra) egyik rétege kötő téglából, másik rétege két sor futó téglából áll, a rétegek egymáshoz mérten szintén ¼ téglával el vannak tolva.
21. ábra. Egy tégla vastag fal bekötő-kötése
22. ábra. Egy tégla vastag fal blokk-kötése
A blokk téglakötési módot – a homlokzaton láncszerűen mutatkozó rajza miatt – láncos kötésnek nevezik. A láncos kötési mód hátránya, hogy a munkálatok elvégzése, különösen a sarkoknál bonyolult; ezeken a helyeken, mint később látni fogjuk, sok a háromnegyed tégla; azonkívül láncos kötés esetén az ésszerű termelési folyamatok (lásd később) nehezen alkalmazhatók.
Jobb kötést érhetünk el az ún. keresztkötéssel (23. ábra), melynél minden második futó réteg álló hézagai egymáshoz merten egy féltégla szélességgel eltolódnak.
23. ábra. Egy tégla vastag fal kereszt-kötése
A blokk- és a keresztkötést abból a sajátosságukból kifolyólag, hogy bennük a futó és kötő sorok rétegenként váltják egymást, találóan kétsorú kötéseknek lehet nevezni, szemben a később ismertetendő ún. többsoros kötésekkel.
Másfél tégla vastag fal téglakötése. Magyarországon a legnagyobb tömegű falazási munkát, az épületeink főfalainak legnagyobb részét másfél tégla vastag falazat teszi ki. Egy sor futó és egy sor kötő téglából építjük össze, melyeknek helyzete rétegenként fel van cserélve, és egymástól ¼ téglával el van tolva (24. ábra). A falazás egyébként akár a láncos, akár a keresztkötésnek megfelelően hajtható végre.
24. ábra. Másfél tégla vastag fal kereszt-kötése
Két tégla vastag fal téglakötése. Egyik réteg két sor kötő téglából, másik réteg ¼ tégla eltolással, középen egy kötő rétegből és kétoldalt egy-egy futó rétegből áll (25. ábra). A falazás egyébként akár a láncos, akár a keresztkötésnek megfelelően hajtható végre.
25. ábra. Két tégla vastag fal kereszt-kötése
Két téglánál vastagabb fal építésére nálunk ritkán kerül sor. Egyébként ezek téglakötését az alábbi elvek szerint kell megoldani. A féltégla méret páros többszörösét kiadó vastagságú falak egy rétege csak kötő a másik rétege egy-egy szélső futó sorból és köztük elhelyezett kötő téglasorozatból áll. A féltégla méret páratlan többszöröséből adódó vastagságú falak minden rétegében egy szélső futó sorhoz csatlakoznak a kötő téglasorozatok, a futó sorok helyzete soronként felcserélődik.
Megjegyzés. A történelmi idők folyamán a kétsorú és a keresztkötésen kívül még többféle jellegzetes téglakötés alakult ki, amelyek közül egyeseket külföldön még ma is alkalmaznak. Ilyenek: a lengyel vagy gót (28. ábra), a holland (27. ábra), az angol, az átlós stb. kötés. A lengyel, illetőleg gót kötés ismerete abból a szempontból fontos, mivel az ikertéglákból, valamint a faragott kövekből (kváderkövekből) sok esetben hasonló kötéssel készülnek falazatok.
26. ábra. Egy tégla vastag fal gót-kötése
27. ábra. Egy tégla vastag fal holland-kötése
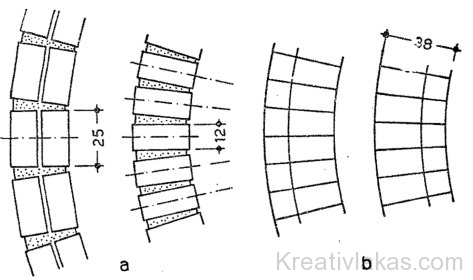
28. ábra. Íves alaprajzú, falak téglakötése; a) ék alakú hézagokkal, b) a téglák ék alakúra faragásával
Az íves alaprajzú falakat a nagyobb vagy kisebb görbületnek megfelelően : a) az álló hézagok ék alakú kialakításával (28 a ábra) vagy b) a szükségnek megfelelően a téglák ék alakúra való faragásával és a futó téglák helyett ½ téglák alkalmazásával állítjuk elő (28 b ábra).
A tégla az ókortól kezdve napjainkig az összes (történelmi) építőkorok általánosan használt építőanyaga volt. Az épületeknek mennyiségileg is jelentős része készül téglából.
Azért, hogy a különböző természetű – elemekből való – falszerkezetekről a továbbiakban beszélni tudjunk, szükségesnek látszik a tömör tégláknak, valamint a belőlük készült falazatoknak alapvető szerkezeti sajátosságait és ezen túlmenően a falazás kivitelezési módjait előzetesen tárgyalni.
A tégla alakja és méretei
A tégla alakját és méreteit az a gyakorlati szempont szabja meg, hogy mennél egyszerűbb szabályok szerint lehessen faltestté összeépíteni. Az egyes , darabok szabályosak és egyforma alakúak. Méretüket a legtöbb országban hatósági rendelet írja elő.
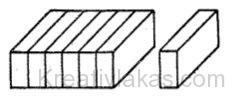
Közép-Európában, így nálunk is az első világháború előtti időkig a 6,5x14x29 cm-es téglát (13 a ábra) alkalmazták. Ez az ún. régi- vagy nagyméretű tégla (jele: nm), melynél a hosszúság (29 cm), a szélességnek (14 cm), a szélesség pedig a vastagságnak (6,5 cm) a hétszeresét adja, közöttük 1 cm hézaggal (14 a ábra). Négy tégla vastagsága 1 cm-es hézaggal kiadja a tégla hosszúságát (14 b ábra). Vidéken, főleg a vályogfalak előállításához ma is használják a nagyméretű téglaalakzatot.
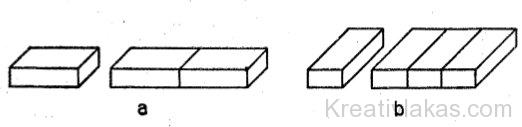
A nagyméretű téglát lassan teljesen kiszorította a gyakorlatból a 6,5x12x25 cm méretű, ún. kisméretű tégla (jele: km)., melyet a Szovjetunióban és Közép-Európában ma általánosan használnak (13 b ábra). A kisméretű tégla magassági irányban nem követi a többszörös elvet és csak lapjára fektetve lehet helyesen összeépíteni (15. ábra).
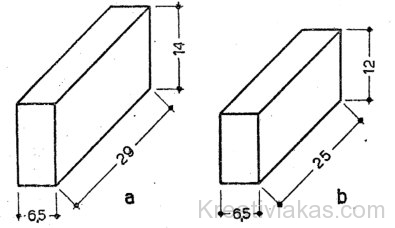
13. ábra. Tégla alakzatok; a) régi vagy nagyméretű tégla, b) kisméretű tégla.
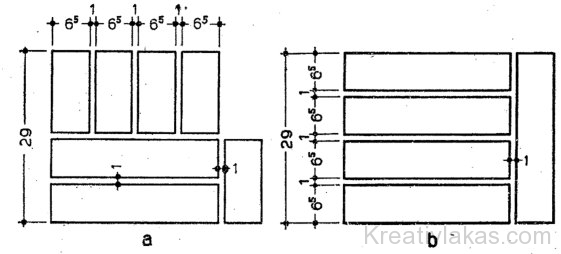
14. ábra. Nagyméretű tégla összeépíthetőségének változatai.
15. ábra. Kisméretű tégla összeépíthetősége.
Az egész téglákon kívül a falazáshoz háromnegyed, fél, negyed és fejelő téglák is szükségesek. Ezeket a darabtéglákat a kőműves egész téglából, faragással állítja elő. A darabolásból adódó hulladékot (brokni-t), amelyet régebben a vastag falak közepébe építettek be, célszerű-volna az építkezés helyszínén beállított daraboló géppel csökkenteni.
A téglafajták. A téglák lehetnek: a) égetettek és b) hideg úton készülők.
A téglafajták a következők:
- Tömör égetett agyagtégla olyan mesterséges úton előállított építőelem (építőkő), amely agyagból, esetleg homok vagy más soványító anyagok hozzáadásával, formálás, szárítás és zsugorodási hőmérsékleten alul való égetés útján készül. A téglától a) szilárdságot, b) fagyállóságot, c) kivirágzás mentességet és d) szabályos, egyenletes alakot kívánunk meg.
- Porózus égetett (más néven kőszivacs) falazó tégla. „Úgy készül, mint a tömör égetett agyagtégla, csak a nyers agyagba fűrészport, szénport vagy tőzeget kevernek. Ezek a szerves anyagok az égetés alkalmával kiégnek, ezáltal pórusok keletkeznek, ami egyenletesen likacsossá teszi az anyagot. Hőszigetelése a tömör tégláéhoz mérve kétszeres. A porózus teli téglákon kívül soklyukú és üreges téglák is készülnek ilyen módon.
- „Keresztmetszetű” géptégla (jele : ab). Homlokzatburkolási célokra használják. Sima, ép élű, nagyobb gonddal gyártott tégla. Ügy készítik, hogy a felszabás egyenlőtlenségeinek eltüntetésére még egyszer utánvágják. Tömör vagy lyukas kivitelben állítják elő; kedvelt a mezőtúri gyártmány.
- Klinker-tégla (jele: ak). Jó minőségű agyagból, zsugorodási hőmérsékletig (1280 C°) üvegesre (kongóra) égetett, igen kemény, tökéletesen fagyálló, homlokzatburkoló tégla. A tömör és lyukas kivitelű, szabványméretű téglán kívül különleges alakú, homlokzatburkoló idomokat is készítenek. Ezekről később lesz szó.
- Samott-tégla. Égetett tűzálló agyagból állítják elő, a közönséges téglához hasonlóan, de igen gondos eljárással, így alakja annál jóval szabályosabb. Kémény-, kemence- és kazánépítési célokra használják. A szabványos téglaméreteken kívül különleges idomú samott-téglákat is gyártanak.
- Szilika-tégia. A kvarcit nevű kőzet 0 – 6 mm szemnagyságú őrleményből, mésztej és szerves kötőanyag hozzákeverésével, égetés útján készül, Kohászati kemencék boltozásához alkalmazzák.
- Magnezit-tégla. A samott-téglánál nagyobb mértékben tűzálló anyag, a magnezit nevű kőzet őrleményéből, égetés útján készül. Kohászati kemencék belső burkolására alkalmas,
- Vályogtégla. Agyagból polyvával keverve, formálás és szárítás útján – tehát égetés nélkül – készül.
- Mészhomok-tégla: olyan mesterséges tömör építőkő, amely kvarc dús homok és mész keverékének formákba sajtolása és nyomás alatti gőzölése útján készül. Az 1-7. pontban felsorolt téglák égetéssel, a 8-9. pontbeliek égetés nélkül készülnek. Ezekén a téglafajtákon kívül vannak még természetes alapanyagú (pl. parafa, tufa, salakbeton stb.), sajtolt előállítású téglaféleségek is.
A falazatról és a téglakötésről általában
A téglafalazatot kétféle anyagból: a) téglából és b) habarcsból állítjuk elő.
A falazó habarcs szerepe
A falazó habarcs általában a falazati elemek (a tégla, blokk, lap vagy lemez) egymás kötésére, egymáshoz ragasztására szolgál. Ebből a célból egyenletesen ki kell töltenie a falazó elemek közti hézagokat. Másik rendeltetése, hogy a falazatban a felfekvési, illetőleg érintkezési síkok egyenetlenségeit kitöltse, és ennek következtében az egyenletes teherátadást lehetővé tegye. A habarccsal kellőleg alá nem támasztott téglák hajlításra vannak igénybe véve, és könnyen eltörhetnek.
A habarcsnak lényeges szerepe van azonkívül a falazat szilárdsága szempontjából is, ugyanis azonos minőségű tégla felhasználásával, de nagyobb szilárdságú habarcs alkalmazásával nagyobb szilárdságú falazatot nyerünk. Ezt a kísérletekkel sokszorosan igazolt körülményt azzal lehet magyarázni, hogy a tégla faltestekben levő habarcsrétegek jelentős húzó feszültséget képesek felvenni.
Lássuk, hogy miért van erre szükség? A szilárdsági próbáknál megfigyelhetjük, hogy a tégla faltestekben – a túlterhelés következtében való tönkremenetelük alkalmával – függőleges repedések keletkeznek, amelyek a terhelés növekedésével mindinkább szétnyílnak, a faltestek keskeny pillérekre szakadnak szét. Az ilyen repedések keletkezését akadályozzák a hézagokat kitöltő, számottevő húzó szilárdsággal rendelkező habarcsrétegek, és így növelik a tégla faltest szilárdságát.
(Egyébként ilyen szerepük van az ún. „vasalt téglapillérek” vízszintes hézagaiban alkalmazott vasbetéteknek, valamint a vasbeton oszlopok kengyeleinek is.)
Álló és fekvő hézagok. A vízszintes és függőleges helyzetű hézagoknak megfelelően álló és fekvő hézagokról (más néven fugákról) beszélünk. Az álló hézagok vastagsága, mint tudjuk, a tégla méreteiből adódik: 1 cm. A vízszintes habarcsréteg vastagsága 1 – 1,2 cm legyen. A habarcsrétegek pár mm-rel való megvastagításával el lehet érni, hogy az emeletek – az ún. falegyenek – közti falmagasságot a téglaréteg egész számú többszörösével építhessük meg.
A téglából és habarcsból álló rétegmagasság legfeljebb 78 mm lehet. A lemaradt rétegek kiegyenlítése végett legfeljebb tíz egymás fölötti rétegben 80 mm is lehet.
Futó és kötő téglák
A téglák a falazatban általában fekvő helyzetben, futó és kötő sorokban helyezkednek el; ennek megfelelően futó és kötő téglákról beszélünk (17 a-b ábra) Bizonyos esetekben (ablakkönyöklőnél, mellvéd- és kerítéslefedéseknél stb.) a téglák álló helyzetűek lehetnek, ilyenkor élére állított, illetőleg álló téglákról van szó (17 c ábra).
17. ábra. Téglák helyzete ; a) futótéglák, futótéglasor, b) kötő téglák, kötőtéglasor, alsó) élére állított téglák, álló téglasor.
A téglakötésről általában
A téglákat – és egyáltalán a falazati elemeket – egymáshoz viszonyítva kötésben kell falazni, mert ellenkező esetben – különösen gyengébb minőségű habarcs esetén – a falazatban repedések keletkeznének, illetőleg a fal mind vastagsági, mind hosszúsági irányban könnyen szót tudna válni.
A téglakötés általános szabályai
A szabályos kötés létrehozásánál a következőket kell szem előtt tartani:
- Az álló hézagok ne kerüljenek egymás fölé, vagyis függőleges irányban két sor között átmenő hézag ne legyen; a hézagot mindig tégla takarja le (a hézagok legalább ¼ téglával legyenek egymástól eltolva).
- A futó és kötő rétegek váltsák egymást, ebből következik, hogy futó téglára mindig kötő tégla essék; a futó és bekötő kötésekre (lásd később) ez a megállapítás nem érvényes.
- Minél kevesebb faragott tégla legyen.
A cementhabarcsot általában akkor alkalmazzuk, ha a közönséges vagy akár a cementtel javított fehér mészhabarcsnál nagyobb nyomó vagy húzó szilárdságú habarcsra van szükségünk. A cementhabarcsban kötőanyagként 280-as, 400-as és 500-as szilárdságú cementek használhatók, különleges követelmények esetén ezenkívül az 500-as S 54 jelű cement. Az adalékanyag általában a homok.
Kötése
A cementhabarcs kötésénél nem teljesen tisztázott kémiai folyamat játszódik le, amely a szilárdulás ideje alatt is folytatódik. A cement a víz hatására megbomlik, és így változékony (labilis) kolloid természetű oldat keletkezik; majd a szemcsék felületén kocsonyás ásványi anyag, az ún. cementgél (más néven cementenyv vagy cementkitt) árad ki, amely a szemcséket egymáshoz és a környező homokszemekhez ragasztja.
A cementenyv már bizonyos fokig merevíti a keveréket, de számottevő szilárdsága nincs. A cementenyv a kiszáradás folyamán megkeményedik. Az előbb vázolt folyamattal egyidejűleg a cementrészecskékből tűszerű, többnyire kalcium-hidroszilikát kristályok, az ún. cementkristályok nőnek ki, ezek egymásba kapaszkodva a szilárdságot fokozzák.
A cementhabarcs szilárdsága
A különböző minőségű és különböző mennyiségű cementtel készült falazó cementhabarcsok nyomó szilárdsága: 25, 50, 80 és 90 kg/cm2. Ennek megfelelően H 25, H 50, H 80 és H 90-es szilárdsági jelű habarcsról beszélünk. Az alkalmazni kívánt cement mennyiségét és minőségét meg kell adni (lásd a 4. táblázatot).
A cementhabarcs keverése és felhasználása. A cementhabarcsok készítésénél a cementet a megkeveréskor kell adagolni, mégpedig úgy, hogy a cementet szárazon kell összekeverni a homokkal és a vizet utólag kell a keverékhez hozzáadni. Az egyszerre megkevert cementtartalmú habarcs (ideértve a cementtel javított mészhabarcsot is) mennyisége nem lehet több, mint amennyi + 15 0° fölötti hőmérséklet esetén egy óra, azon aluli hőmérsékleten másfél óra alatt feldolgozásra kerül.

A cementhabarcshoz m3-kent 0,10 m3 oltott meszet kell adagolni azért, hogy az egyébként rideg habarcs kenhető (jól bedolgozható) legyen.
Vízzáró cementhabarcs
A cementhabarcsok bizonyos alábbi feltételek kielégítése mellett vízzáró habarcsréteg készítésére is alkalmasak. Ilyenkor vízzáró cementhabarcsról beszélünk.
A vízzáró cementhabarcs előállításának elve
Könnyen érzékelhető, hogy a vízzáró cementhabarcs esetében leglényegesebb a tömör anyagszerkezet, azaz, hogy a cement a legegyenletesebben, minél tömöttebben töltse ki a homokszemcsék közét. Ezt az alábbiak réven lehet elérni.
- Kétféle szemcsehatárú homokot kell használni ; a cementdús keverékből készítendő rétegekhez 0—2 mm, a többihez pedig 0-5 mm átmérőjű szemnagyságút.
- Megfelelő cementtartalommal, általában 400—450 kg/m3 cementtel kell dolgozni. A cement finom őrlésű tiszta Minket portlandcement legyen.
Kézenfekvő azonban, hogy a cementhabarcs vízzáróságát végső fokon a cementrészek tömörsége dönti el. Az előbbi szövegrészből ismerjük a cement, illetőleg a cementhabarcs kötési folyamatát, amit ebből az alkalomból azzal kell kiegészíteni, hogy a kiszáradásnál a cementenyv összezsugorodik, és ennek következtében pórusokat hagy maga után. Nyilvánvaló, hogy ezek a pórusok a vízzárás szempontjából igen előnytelenek.
A vízzáró cementhabarcsoknál az előbbi körülmények ellen vízzáró rendeltetésű, különleges adalékanyagok alkalmazásával védekezünk. Utóbbi anyagoknak célja általában: a) a cementenyv összehúzódásának akadályozása, vagy pedig b) a pórusok tömítése.
A különleges vízzáró adalékanyagok igen sokfélék; jellegük, illetőleg szerepük szerint a következőképpen csoportosíthatók:
- Víztaszító szerek. Ilyenek:
A) A kalciumsztearat és alumíniumsztearat hatóanyagok, amelyek a cementhabarcs lyukacsait bekérgezik, és így a hajszálcsöves beszívódást akadályozzák; por, folyadék vagy kenőcs alakjában kerülnek forgalomba.
B) Az olaj-, bitumen- és viaszemulziók, amelyekből víztaszító cseppek rakódnak le a cementhabarcs lyukacsaiba, és így akadályozzák a hajszálcsöves beszívódást; pép alakban kerülnek forgalomba; hátrányuk, hogy a szilárdságot csökkentik. - Lyukacszáró szerek, más megjelöléssel tömítő szerek, ilyenek a fémporok és oxidok, amelyek a lyukacsokba jutva megduzzadnak (pl. a vaspor rozsdásodáskor eredeti térfogatának tízszeresére duzzad). Hasonló jellegű a trasz, ez a cementből felszabaduló mésszel nagyobb térfogatú olyan vegyületet képez, amely duzzadni képes kovasavgélt is tartalmaz.
- Konzisztencia javító szerek, ilyenek a Tricosal N (a fehérje bomlási terméke) és az oltott mésztej. Pép alakban kerülnek felhasználásra. Jelentőségük, hogy hatásukra a cementhabarcs kevesebb víz hozzáadásával is jól bedolgozhatóvá, plasztikussá válik, tehát nem kell fölös vízmennyiséggel dolgozni. Ebből kifolyólag a habarcs lyukacsossága csökken, illetőleg tömörsége és ennek megfelelően vízzárósága nő. Hátrányuk, hogy csökkentik a szilárdságot, de ugyanakkor késleltetik a kiszáradást. A mésztej lyukacszáró kalcium-karbonát hártyát is létre hoz. A Tricosal N erősen plasztifikáló tulajdonsága következtében vízzáró beton készítéséhez igen megfelelő.
- Hajszálrepedést gátló szerek^ ilyenek a nagy húzó szilárdságú rostos anyagok, mint az azbeszt és a szálkás acéltörmelék.
- Kötést gyorsító szerek, ilyenek a kalciuméi alumínium-kloridok, amelyek a kötést és szilárdulást úgy gyorsítják, hogy hatásukra a cement megkeményedik, mielőtt a száradás következtében zsugorodna. A higroszkopikus sók a levegőből – előnyösen – nedvességet szívnak a betonhoz, ilyenek a Sika 2—4 és a Tricosal S. III. elnevezésű, folyékony halmazállapotú szerek, amelyek kiválóan alkalmasak vízbetörések elzárására.
- Egyéb szerek, mint pl. a szappannal kevert vízüveg vegyület, továbbá a kátrány- és szurokemulziók.
A vízzáró adalékanyagok halmazállapot-változatait, alkalmazási módjait, előnyeit és hátrányait az alábbi táblázat tünteti fel.
[table id=431 /]
Vízzáró vakolatok
Ebben a részben csak a habarcs összetételéről, illetőleg minőségéről beszélünk. A vízzáró cementhabarccsal készített vízszigetelő rétegek (vakolatok) szerkezeti és kivitelezési körülményeit későbbi részben tárgyaljuk.
Agresszív talajvíz és egyéb kémiai anyagok hatása
Korábbi megállapításunkból tudjuk, hogy a szulfát (SO3) tartalmú, ún. agresszív talajvizek a cementet megtámadják. Azonkívül magában a talaj bán levő szulfát és magnézium-oxid (MgO) tartalom is káros lehet, Mindezekből az következik, hogy agresszív talajvíz vagy a talaj bizonyos mennyiségű szulfát- vagy magnéziumoxid tartalma esetén a vízzáró cementhabarcs alkalmazása terén bizonyos meggondolásokkal kell élni.
Agresszív szénsav jelenléte, vagy +20 C°-nál magasabb hőfokú talaj esetében az ÉMI szakvéleményét kell kérni.
A talajvízben levő szulfát a cementhabarcs mész-feleslegével vegyül, és gipsz keletkezik. A gipsz a cementhabarcs alumíniumsóival egyesülve kálcium-szulfoaluminátot alkot. Utóbbinak vékony, fehér, tűszerű kristályai a kristályosodás folyamán nyomást fejtve ki, repesztik, roncsolják az anyag egységes szerkezetet. Az ilyen hatás ismétlődése kirágja, szétmorzsolja, szóval korrodálja az anyagot. Nyilvánvaló, hogy az előbbiek nemcsak a cementhabarcsra, hanem a cementhabarcsból és kavicsból összetevődő betonra is egyaránt vonatkoznak.
A gipszhabarcs leginkább a belső munkálatokhoz alkalmazott habarcsanyag. A vakoláshoz használt gipszhabarcs kötőanyaga a fehér színű stukkógipsz, adalékanyaga pedig homok. Igényes kivitelű gipszvakolatnál sokszor az egész vakolatréteget vagy legalábbis a felső simítóréteget homok hozzákeverése nélkül, tiszta gipszhabarcsból készítjük. Az esztrich munkákhoz kötőanyagul a sárgás vagy vöröses színű keménygipsz (más néven esztrichgipsz) a megfelelő, az adalékanyag külföldön ez esetben is homok.
Kötése
A gipszhabarcs kötése vízfelvétel következtében áll elő. Mégpedig a víz hatására a stukkó-gipszben gipszkristályok, az esztrich-gipszben pedig gipszszemcsék keletkeznek. A stukkógipsz igen gyorsan (30 perc alatt) megkeményedik, de kisebb szilárdságú, habarcsot eredményez; az esztrich-gipsz lassabban köt, de viszont nagyobb szilárdságú habarcsot eredményez.
A kötés igén gyors lefolyásából következik, hogy a habarcsot csak közvetlenül a bedolgozás előtt és csak olyan mennyiségben szabad megkeverni, mint amennyit az erre a munkára beállított munkáslétszám fel tud dolgozni. A stukkó-gipsszel készült habarcs kötési idejét megnövelhetjük azzal, hogy enyves vizet adagolunk a habarcshoz. A kötéshez legmegfelelőbb a +20 0° körüli hőmérséklet.
A gipszhabarcs szilárdsága
A stukkógipsszel készült, egy rész homokból és két rósz gipszből álló. gipszhabarcsnak 28 napos korában legalább 9 kg/cm2 húzó szilárdságúnak kell lennie. Megjegyezzük, hogy a vakolat szempontjából csak a húzó szilárdságnak van jelentősége. A húzó szilárdságot növelhetjük, ha a habarcshoz állati szőrt keverünk (pl. rabitzhabarcs esetében). Hasonló célból a gipszpallók előállításához szükséges habarcsba fagyapotot, nádat vagy más rostos anyagot szokás keverni.
A gipszhabarcs időállósága
A gipszvakolatnak, valamint a gipszet tartalmazó egyéb szerkezeteknek (a gipszrabitznak, a gipszöntvényeknek és tagozatoknak stb.) nagy vízfelszívó képessége van. Az állandó nedvességhatás a gipsz további kristályosodását idézi elő, ez térfogatnövekedést eredményez. Az egymáshoz kötött kristályokat a köztük keletkező újabb kristályok szétválasztják, a vakolat, illetve a külső gipszrétegek porhanyóvá válnak, lemállanak, a szerkezet korrodál.
A gipszhabarcs és a belőle készülő öntvények, pallók ezek szerint nem elég vízállóak, éppen ezért megfelelő védőszer (forró lenolajjal való itatás, olajfesték mázolás vagy gipszfluát bevonat) nélkül külsőben nem alkalmazhatók,
Agyag- és samotthabarcs
Az agyaghabarcs (más néven sárhabarcs) sovány agyagból készül, a húzó szilárdság növelése céljából pelyva hozzákeverésével. A híg agyaghabarcs a levegő hatására megszárad és megkeményedik. Az agyaghabarcs eléggé tűzálló, jó hőszigetelő és hanggátló, hátrányos oldala, hogy nem elég fagyálló, és a vízhatásoktól is védeni kell. Ez utóbbi tulajdonsága következtében külső vakolat (tapasztás) céljára kevésbe megfelelő.
Az agyaghabarcs alkalmazási köre. Az agyaghabarcsot vályogtégla-falak falazásához, vályogtégla és csömöszölt vályogtégla-falak, valamint az erdős vidékek népi építészetében fafalak és fafödémek tapasztásához, azonkívül tűzhelyek és kemencék építéséhez, nemkülönben agyagpadló-burkolatok (az ún. agyagesztrichek) készítéséhez használják.
Samotthabarcs tűzálló agyag és samottliszt vízzel való keverékéből állítható elő. Az előbbi alkatrészek gyárilag összekeverve, por alakban kerülnek forgalomba, amelyet a felhasználáskor kell vízzel összekeverni. A habarcs a levegő hatására megszárad és megkeményedik, jelentős szilárdságra tesz szert és nagymértékben tűzálló. Utóbbi tulajdonságából kifolyólag samott-téglából készült kemencék és kéményburkolatok falazásához használatos. A samotthabarcs rétegvastagsága csak 2 mm legyen.
Az agyaghabarcs és a samotthabarcs minden külön kötőanyag hozzáadása nélkül köt, illetőleg megkeményedik.
Mészhabarcs
A mészhabarcs a legáltalánosabban használt habarcsanyag, amelyben a kötőanyag oltott mész (más néven fehér mész, kémiai elnevezéssel mész-hidrát), az adalékanyag pedig homok,
A kövér és sovány mészből készült habarcs. A gyakorlatban a meszet nem vegytiszta kalcium-karbonátból égetik, a kitermelt mészkő mindig tartalmaz bizonyos, savakban oldhatatlan alkotórészt. A tiszta mészkőből nyert (max. 6% savakban oldhatatlan alkotórészt tartalmazó mészkőből) oltott, zsíros tapintású mész a kövér mész. A kövér meszek könnyen és tökéletesen oldódnak, vakolásra különösen alkalmasak, ha a lekötéshez szükséges szénsav (a levegőből) a mészhez juthat.
Éppen ezért a levegőtől elzárt helyen, tehát falak belsejében vagy víz alatti munkánál a kövér mészből készült habarcs nem felel meg, mert — levegővel nem érintkezve -— szénsav nélkül kötni nem tud. A sovány meszek 6 – 30% savakban oldhatatlan alkotórészt tartalmaznak, lassabban oldódnak és — tekintettel a már bennük levő idegen anyagokra — a habarcsban kevesebb homokot tudnak felvenni.
Mészhabarcs kötése
A mészhabarcs kötése a kémiából, a kémiatechnológiából, nemkülönben az anyagtanból ismert és a 6. ábrával emlékezetünkbe idézett körfolyamat útján (a levegőben levő szénsav hatására) megy végbe. A szénsav hatására a kalcium-hidroxidból újra mészkő kristályok keletkeznek. A kötési folyamat a fal belsejében levő (és így a szénsav hatásától bizonyos mértekig elzárt) habarcsnál huzamosabb idő alatt, a vakoló-habarcsnál pedig természetszerűleg gyorsabban megy végbe.
Mészhabarcs szilárdsága
A mészhabarcs szilárdsága. Az 1:3 keverési aránnyal készült fehér mészhabarcsnak 28 napos korában legalább 6 kg/cm2 nyomó szilárdsága és 2 kg/cm2 húzó szilárdsága kell hogy legyen.
Ha nagyobb szilárdságú mészhabarcsra van szükségünk, akkor cement hozzákeverésével javítjuk a mészhabarcsot. Ilyenkor cementtel javított mészhabarcsról beszélünk. A különböző minőségű és különböző mennyiségű cementtel javított mészhabarcsok nyomó szilárdsága 6 – 10 kg/cm2 kell hogy legyen, az alkalmazott cement minőségének és mennyiségének megfelelően.
A felhasználni kívánt cementfajta mennyiségét és minőségét meg kell adni (pl. H6 jelű habarcs esetén: f/175 h, vagy f/150 n, vagy f/100 ö; ahol h = 300-as, n = 400-as és ö = 500-m cementet jelent).
Hidraulikus mész
A hidraulikus mésszel készült habarcsoknál a kötés nem a levegőben levő szénsav hatására megy végbe. Ezeknél a hidraulikus mészben levő kovasavas elemek a víz hatására szilikát kristályokat képezve keményednek meg. A kötés tehát a víz hatására következik be. Az ilyen habarcsok a víz alatt is kötnek, vízálló tulajdonságúak, ebből kifolyólag talajvízben álló falak részére is megfelelők.
Gipszes mészhabarcs
A jobb kivitelű belső vakolások céljára lehet a mészhabarcshoz m3-ként 60, 100, 300 vagy 400 kg stukkógipszet adagolni, aminek következtében a vakolat simább felületű, tetszetősebb lesz.
Kőporos habarcs
Homlokzatok kőporos fröcsköléséhez, valamint dörzsölt kivitelű homlokzathoz olyan mészhabarcsot alkalmazunk, amelyben az adalékanyag — homok helyett — fagyálló kőzetek 1—5 mm-es szemnagyságú őrleménye. Időállóbb lesz a kőporos vakolat, ha az oltott mészen kívül 50, 100 vagy 180 kg cementtel javítjuk meg a habarcs szilárdságát.
A nemes vakoló habarcs is a mészhabarcsok sorába tartozik. Ennek kötőanyaga hidraulikus mész vagy esetleg porráoltott közönséges mész, cementtel javítva. Adalékanyaga tökéletesen tiszta, kellő szemszerkezetű, érdes kvarchomok. A nemes vakoló habarcsot oxid festékkel színezik, és a felület élénkítése céljából esetleg csillámot is adagolnak a keverékhez. Az elsorolt alkatrészeket gyárilag összekeverik, zsákban hozzák forgalomba; ezt az anyagot a felhasználáskor kell előírt mennyiségű vízzel összekeverve habarccsá átalakítani.
A szín tekintetében megkülönböztetünk: a) halvány nemes habarcsot (halványszürke, vöröses és sárgás színnel), ezeknek színüket meg kell tartaniuk; b) szépített nemes habarcsot (élénksárga, élénk kék és élénkzöld színnel), ezek kevésbé színtartók, illetőleg időállók; és c) különleges nemes habarcsot, ezek fehér vagy színes cementtel készülnek és szín-, valamint időállóság tekintetében kifogástalannak kell lenniük, e tulajdonságoknak megfelelően a legköltségesebbek.
A mész-traszhabarcsot, azaz a trasszal javított mészhabarcsot hazánkban nem alkalmazzák, pedig ez a fehér mészhabarcsnál jóval szilárdabb, viszont olcsóbb a cementtel javított mészhabarcsnál. A mészpép minden literére 0,5 — 1 kg trasz adható hozzá. A trasszal javított falazó habarcs további előnye, hogy kisebb mértékben ülepszik.
A mész oltása
Az építkezés helyére rendszerint égetett mész kerül, amit azonnal le kell oltani, mivel az égetett mész sokáig nem tárolható. Az oltás folyamata ugyanis a levegő páratartalmának hatására is megindul kisebb mértékben.
A meszet a mészgödör mellé helyezett habarcskeverő ládában oltják. A ládát mintegy 15—20 cm-ig megtöltik vízzel, a darabos égetett meszet belelapátolják. Közben nyeles keverővel állandóan mozgásban tartják a vizet, hogy a nagy hőfejlődéssel szétbomló égetett mész még apróbb darabokra essék szét és a vízben egyenletesen keveredjék el. A mész a vízzel az oltódás után fehér mésztejet alkot. Az így nyert mésztejet a ládából — annak kinyitható lefolyó ajtaja alá helyezett szűrőn át — leengedik a verembe.
A mészoltást gépi berendezések segítségével gyorsabban és tökéletesebb eredménnyel lehet végezni. A veremben az oltódás tovább folytatódik. A hosszabb időn keresztül tárolandó mész felszínére szórt és állandóan (kissé) nedvesen tartott 10 cm vastag homokréteg megvédi az oltottmész-tömeget attól, hogy a levegő hatására kötésnek induljon. A veremben így tárolt oltott mész a bedolgozásra 2 — 3 hónapos korában a legmegfelelőbb és sokáig eláll.
Az oltott mész az oltási víz elszikkadása (a pépes halmazállapot elérése) után, amit a felületen mutatkozó repedések jeleznek, mindjárt felhasználható, de javított habarcshoz legalább két hete, vakolathabarcshoz pedig legalább hat hete leoltott mész használható csak fel. Vigyázni kell azonban arra, hogy meg ne fagyjon, mert a fagyott oltott mész elveszíti kötőképességét. Az oltott meszet a fagyhatástól kb. 50 cm vastag homokréteggel kell megvédeni.
A habarcskeverés
A helyszínen habarcskeverő ládában (7. ábra), kézi erővel vagy különböző gépi berendezéssel (8—9. ábra). Utóbbi esetben lényegesen gyorsabban tökéletesebb habarcsot nyerünk. Vannak telepített központi habarcskeverő üzemek, ahonnan a habarcsot erre a célra szerkesztett tartálykocsikon juttatják az építkezés színhelyére. A központi habarcs-keverésnek különösen sűrű beépítésű helyeken, zártsorú építkezéseknél van jelentősége, ahol nem áll rendelkezésre elegendő hely a mészoltásra, meszesgödör létesítésére és a habarcskeverő ládák elhelyezésére.
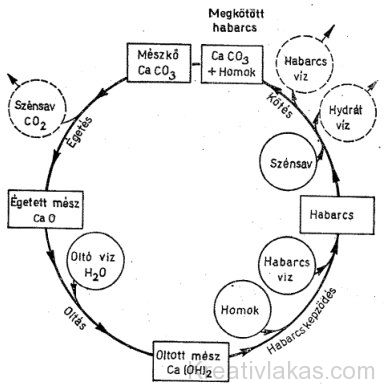
6. ábra. A habarcs kötésére jellemző körfolyamat.
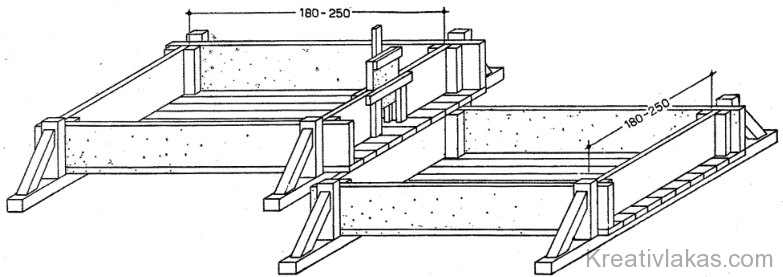
7. ábra. Habarcskeverő láda.

8. ábra. V. R. típusú habarcskeverő gép ; átlagos teljesítmény műszakonként 27 m3.
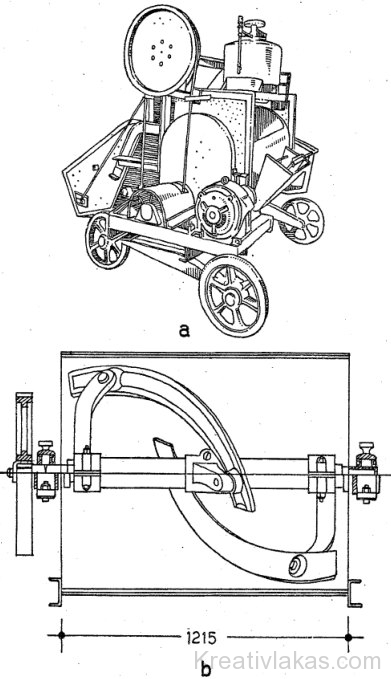
9. ábra. Sz. 219 típusú habarcskeverő gép ; átlagos teljesítmény műszakonként 41 m2 ; a) a gép oldalnézete, b) a dob felülnézete.
A habarcskeverő ládát célszerű lábakra állítani és ferde fenékfelülettel készíteni. Ilyen elrendezés mellett a habarcsot nem kell fáradságosan kimerni, hanem az a kifolyónyílásokon keresztül — közvetlenül a habarcshordó ládába Vagy más habarcsszállító eszközre folyhat.
A habarcs: friss korában képlékeny építőanyag, amely a felhasználás után kémiai és fizikai okok miatt megszilárdul.
Habarcsnak nevezzük az 5 mm-nél kisebb szemnagyságú adalékanyag és kötőanyag vízzel feldolgozott és bedolgozás után megszilárduló keveréket.
A habarcs alkalmazási köre
A habarcs sok területen kerül felhasználásra, ennek megfelelően rendeltetése is igen különböző:
- Mint kötőanyag tégla, kő és egyéb anyagú elemekből készült faltestekben használatos; ez a falazó habarcs.
- Mint a kavicsszemek vagy a kőzúzalék közeit kitöltő alkatrész a betont mesterséges kővé (konglomeráttá) fogja össze.
- Mint vakolat, illetőleg monolit jellegű bevonatot képező anyag fal- és mennyezetfelületek vakolására alkalmas; ez a vakoló habarcs.
- Mint ragasztóanyag tégla, csempe és hasonló burkoló elemek falra való felerősítésére, valamint padlóburkoló lapok beágyazására és rögzítésére szolgál; előbbi esetben ragasztó, illetőleg hézagkiöntő habarccsal, utóbbi esetben fektető habarccsal van dolgunk,
Ragasztóképesség
A habarcs ragasztóképességén azt a tulajdonságát kell értenünk, hogy részecskéi behatolnak mind az alapot képező anyag, mind a felragasztandó elem lyukacsaiba, és ily módon — adhézió és súrlódás útján a két szerkezeti részleg között tartós összeköttetést (kötést) hoznak létre.
Hasonlóan lehet a habarcs tapadóképességét is magyarázni ; tapadóképességen értve a habarcs ama tulajdonságát, hogy bizonyos anyagú, fal- és mennyezetfelületekhez jól és tartósan hozzáköt.
- Mint esztrich-réteg készítésére alkalmas anyag, hézagmentes padlók alzatának céljára is megfelel.
- Mint építőtestek, díszítő öntvények gyártására alkalmas anyag szerkezeti és formai szempontból jelentős.
- Mint vízzáró szigetelő réteg kialakítására alkalmas anyag, nehezen beszerezhető, költségesebb szigetelő anyagokat pótol.
A habarcsok anyagszerkezete
A friss habarcs: a) kötőanyagból, b) adalék- vagy más néven töltőanyagból és c) vízből áll. A kötőanyag az adalékanyag legkisebb szemcséi közti részeket tölti ki egyenletesen, és az adalékanyag szemcséinek együtt-tartására, egymáshoz ragasztására szolgál. A víz mint közvetítő anyag szerepel, egyrészt a kötés kémiai folyamatának megindítása, másrészt a bedolgozáshoz szükséges képlékenység elérése céljából.
Kötőanyagok
A hazai építő gyakorlatban a következő kötőanyagok kerülnek alkalmazásra: a) oltott mész, b) hidraulikus mész, c) stukkógipsz, d) esztrichgipsz, e) a különböző fajtájú és minőségű cementek, f) trasz.
Adalékanyagok
Az adalékanyag célja, hogy a habarcsban a kötőanyagot megtakarítsa, amit úgy fejezünk ki, hogy a habarcsot soványítsa. Másrészt jelentősége van ezen a téren annak is, hogy az adalékanyaggal soványított habarcsban a töltőanyag szemcséi között elhelyezkedő kötőanyag tűszerű (kalcium vagy szilikát anyagú) kristályai kevésbé töredeznek le, mint egyébként a töltőanyag nélkül készült habarcsokban.
A töltőanyag pl. a cementhabarcsban csökkenti a cement zsugorodása folytán a habarcs egészében bekövetkező zsugorodást. Adalékanyagnak általában homokot, esetleg kőhomokot (azaz finomszemcséjű kőörleményt), tégla- vagy vörös színű kazánsalak-örleményt használnak.
Lényeges az adalékanyag szemszerkezete és szemnagysága. Legmegfelelőbb a vegyes szemszerkezet; a legnagyobb szemátmérő pedig 3 mm legyen.
Legjobb adalékanyag a tiszta, érdes szemé bányahomok, de az ilyen előfordulások ritkák. A gömbölyű szemű homok kevésbé alkalmas. A lapokkal határolt, szegletes és egymásra támaszkodó érdes szemcsékből álló homokkal nagyobb habarcsszilárdság érhető el. Ugyanis ezeknél azonos hézagtérfogat mellett is nagyobb a tapadó felület, mint a gömbölyű szemcsékből álló halmaz esetén. A kötőanyag jól tapad a homokhoz, ez pedig nagyobb szilárdságot eredményez. Gömbölyű szemekből álló homok esetén ennek ellenkezőjét tapasztaljuk. A gömbölyű szemű 0,2—0,1 milliméter szemnagyságú futóhomok habarcs céljára nem alkalmas.
Megfelelő a tiszta folyami homok, bár ez sok esetben nem elég érdes. Az általában fellelhető bányahomok kevésbé jó, mert sokszor agyagos, iszapos. Az agyag- és iszaptartalom káros, mert az agyag és iszap bekérgezi a homokszemeket, ennek következtében a kötőanyag nem tud hozzátapadni a töltőanyag szemcséihez.
A közönséges és a javított mészhabarcsoknál nyolc térfogatszázaléknál, cementhabarcsoknál három térfogatszázaléknál nagyobb agyag- és iszap-tartalmat folyó- vagy esővízzel okvetlenül lei leéli mosni az adalékanyagból. A forrásvíz esetleges szénsav- vagy egyéb ásványi tartalma miatt nem alkalmas a kimosás céljára. A kimosást kézi úton több lépcsős ládában való átlapátolással vagy gépi úton lehet végrehajtani.
Az adalékanyag semmi esetre sem tartalmazhat földes vagy agyagos göröngyöket, kivirágzást előidéző sókat, azonkívül állati vagy növényi eredetű szerves részecskéket, továbbá szénszemcséket sem. Már csekély mennyiségű szerves alkatrész is károsan befolyásolja a cementhabarcs, valamint a beton minőségét, mert a szerves alkatrészek felbomlásánál szerves savak keletkeznek, amelyek a cementet tönkreteszik, és csökkentik a cementhabarcs, valamint a beton szilárdságát. Az előbb említett szerves alkatrészektől az adalékanyagot átrostálással tisztítjuk meg.
A bontási törmelékből kirostált és szemszerkezet, valamint szemnagyság szempontjából egyébként megfelelő homok közönséges, úgyszintén könnyen javított falazó mészhabarcshoz felhasználható. Kellő aprítás (tördelés) és átrostálás után a levert vakolat is felhasználható falazó- és vakolóhabarcs adalékanyagául.
A víz
A habarcskészítéshez legmegfelelőbb a lágy víz (a folyóvíz és esővíz). Forrásvizet — az előbbi bekezdésben kifejtett okok miatt — habarcskészítéshez nem szabad használni. A kútvizet is felhasználás előtt az előbbi szempontok figyelembevételével meg kell vizsgálni. A víz hőfoka kb. +20 C° legyen, ugyanis a hideg víz a kötés folyamatát lassítja. Már itt rámutatunk arra, hogy az ún. agresszív (bizonyos mennyiségnél nagyobb szulfáttartalmú) vizek cementhabarcs előállítására nem alkalmasak, mert a cement tartalmú habarcsok (és betonok) korrózióját idézik.
A habarcs jellemzői
Annak megfelelően, hogy a habarcs több vagy kevesebb kötőanyagot tartalmaz, kövér, illetőleg sovány habarcsról beszélünk. A sovány habarcsnak nincs meg a kellő szilárdsága, kaparással könnyen morzsolható. A kövér habarcs hajszálrepedésre hajlamos. E meggondolásokból kifolyólag a habarcsot ne érzés alapján (mint régebben), hanem pontos adagolással keverjük. Lényeges azonban, hogy egyrészt szilárdsági szempontból, másrészt a bedolgozási körülményekből kifolyólag egyszer kövérebb, másszor soványabb habarcsot kell alkalmazni.
A habarcs szilárdságának megjelölésére — függetlenül a habarcs összetételétől — a H 4, H 6, H 10, H 25, H 50 és H 80 minőségi jeleket használjuk, ahol a számjegy a 28 napos habarcs megkívánt kockaszilárdságát jelenti. Ezt a jelzést a terveken és az erőtani számításokon is fel kell tüntetni.
A habarcsok osztályozása. A habarcsokat osztályozhatjuk : a) a rendeltetésük, b) a kötésük, illetőleg szilárdságuk módja, és c) a kötőanyaguk mineműsége szerint.
A rendeltetés szerint van:
- falazó habarcs,
- vakoló habarcs,
- burkoló habarcs,
- felület- és falképző habarcs.
A kötés módja szerint van:
- Levegőn kötő, a levegő hatására szilárduló habarcs, mint pl. az agyaghabarcs és a mészhabarcs,
- A víz hatására szilárduló habarcs, mint pl. a hidraulikus mészhabarcs, a gipszhabarcs és a különböző cementhabarcsok.
- A hőmérséklet hatására kötő, illetőleg szilárduló habarcs, mint pl. a bitumenes habarcs.
A kötőanyag mineműsége szerint van:
- agyag- és samotthabarcs,
- mészhabarcs,
- gipszhabarcs,
- cementhabarcs,
- bitumenes habarcs.
Adhézió az a jelenség, amidőn az egyik test, illetőleg anyag szélső molekulái a másiknak intermolekuláris üregeiben helyezkednek el, anélkül azonban, hogy közöttük kohézió2 volna. Adhéziós kapcsolás pl. a habarccsal való kötésen kívül az enyvezés, illetőleg a más természetű ragasztás.
Kohézió az anyagok ama tulajdonsága, hogy részecskéik bizonyos nagyságú húzóerő hatására is megtartják összefüggésüket. Kohéziós kapcsolás pl. a forrasztás és a hegesztés.
A habarcsok fontosabb műszaki tulajdonságai
A friss (bedolgozatlan) habarcsok tulajdonságait a bedolgozhatóság szempontjából kell vizsgálni.
Ilyen vonatkozásban fontos :
- a habarcs képlékenysége, vagyis, hogy az alzat egyenetlenségeit jól töltse ki, és az alzathoz tömören tapadjon;
- a vízmegtartó képessége, vagyis az a tulajdonsága, hogy a kötéshez szükséges vízmennyiséget a szállítás ideje alatt, valamint a porózus nedvszívó alapra való felhordás alkalmával se veszítse el.
A habarcs konzisztenciája a keverő víz mennyiségétől függ. Az adagolt víz mennyiségét, illetve a víz/kötőanyag tényezőt a szállítás módja (kézi, konténeres, légnyomásos, szivattyús), az időjárás (száraz, meleg idő), végül a bedolgozás módszere, illetve a felhasználási terület, szóval technológiai körülmények szabják meg.
Megkülönböztetünk sűrű, plasztikus és folyékony (fröccsenő) habarcsokat. A habarcs konzisztenciája kihatással van a habarccsal végzett munka végrehajtására és a habarcs szilárdságára. A túl sűrű habarcsot nehéz felteríteni a falra, a hézagot nehéz vele kitölteni, rosszul tölti ki a felület egyenetlenségeit is, és gyakran maradnak a habarcsrétegben üregek. Rosszul tapad azonkívül a különböző anyagú felületekhez. A túlságosan folyékony habarcs viszont kifolyik a hézagokból, a fal- és mennyezetfelületekre történő felhordásnál nagy hulladékveszteség mutatkozik. A habarcsban levő vízfelesleg a habarcs szilárdságát csökkenti.
A jobb bedolgozhatóság, a hosszabb ideig tartó tárolás, valamint a szállítás érdekében a Szovjetunióban gyakran adagolnak a habarcshoz képlékenyítő3 és hidrofob4 pótlékokat. Ezáltal megakadályozzák azt, hogy a habarcsok alkotó elemeikre essenek szét; elérik, hogy a szállításkor a víz nem válik ki a habarcsból.
A bedolgozott és megszilárdult habarcsok lényeges műszaki tulajdonságai a következők:
- Nyomó szilárdság (a falazó habarcsoknál döntő) és húzó szilárdság.
- Tapadó képesség (a habarcsnak a falazó- és burkolóanyagokhoz való jó tapadó képessége különösen a vakoló és a ragasztó habarcsoknál lényeges).
- A habarcs alakváltozásának nagysága és egyenletessége. Az alakváltozás előállhat: a) a terhelés hatására, b) a szilárdulás folyamatánál jelentkező térfogatváltozás következtében, e) a környezet hőfokának és nedvességtartalmának megváltozása miatt.
Képlékenyítő pótlékul szovjet szerzők a marónátron oldattal elszappanosított faszurkot (gyantát) javasolják.
Hidrofób anyagoknak nevezi a szovjet terminológia a víztaszító, illetőleg vízhatlan anyagokat. A hidrofób pótlékok megóvják a habarcsokat a tapadó (bigroszkópikus) nedvességtől és következésképpen a hosszabb ideig tartó tároláskor, valamint szállításkor beálló szilárdságcsökkenéstől
Az építmények megvalósításához széleskörű, sokágú műszaki és szervezési tevékenység szükséges. Az építészettel foglalkozóknak az első pillanattól kezdve tisztán kell látni ebben a kérdésben is.
Az építési tevékenység három csoportra tagozódik:
A tervezés, amely több részből tevődik össze:
- az alaprajz és a felépítés célszerű, de egyúttal művészi megtervezése;
- az épületszerkezetek megtervezése;
- a sztatikái számítások és sztatikái tervek elkészítése;
- az előméret, újabban tervfelbontás és a költségvetés elkészítése;
- az árelemzés megejtése, valamint az egységárak megállapítása;
- az organizációs elrendezési és az organizációs ütemtervek megszerkesztése;
- a művezetésben való közreműködés.
A magasépítési tervező tevékenység szoros kapcsolatban van azonkívül: a területrendezési, talajvizsgálati és gépészeti (installációs berendezési) tervezési munkákkal is. Utóbbin az épületek vízzel, gázzal, csatornázással, villannyal, központi fűtéssel, szellőztetéssel stb.-vel való ellátásának megtervezését értjük.
A kivitelezés, amelynek:
- műszaki,
- kereskedelmi,
- munkaszervezési, más néven organizációs és
- ügyviteli vonatkozásai vannak.
Az ellenőrzés, amely
- a műszaki, valamint
- a gazdasági szempontok betartására vonatkozik.
Az elsorolt tevékenységek egyformán fontosak a jó, szép és gazdaságos épületek megvalósításánál.
Terminológia: a tudomány, a művészet, a technika valamely ágában előforduló szakkifejezések (terminus technikusok) közérthető, félreértést kizáró módon való meghatározása, illetőleg az ilyen természetű definíciók gyűjteménye.
Organizációs elrendezési terv általában azokat a rajzban megadható adatokat és utasításokat foglalja magában, amelyek az építés helyszíni szervezésének és a munka végzésének rendszerére vonatkoznak.
Organizációs ütemterv a munkaidő függvényeként meghatározza az építési részmunkák végzésének időpontját és időtartamát, az építés végzéséhez szükséges anyagok, munkaerő és gépek ütemezését.
Művezetésen értjük elsősorban annak ellenőrzését, hogy a terveknek megfelelően folyik-e az építkezés, továbbá a tervek szóbeli vagy írásbeli magyarázatát, a szükséges felvilágosítások megadását, azonkívül az alkalomszerűen felmerülő kérdésekre adott szóbeli vagy írásbeli utasításokat. A művezetést a mai gyakorlatban elsősorban a kivitelező és a beruházó szektor látja el, és abban csak közreműködik a tervező.
Hagyományos építési módok
A történelmi idők építési módjait általában maguk az építőanyagok jellemzik. Így a kő, az égetett agyagtégla, a mész, a fa, később az üveg. Ezeket klasszikus építőanyagoknak lehet nevezni. A XIX. század előtt szórványosan, a század második fele óta a vas és a színes fémek általánosan használt építőanyagokká váltak. A múlt század utolsó évtizedeiben a beton és a XX. század eleje óta a vasbeton lépett előtérbe.
A jelen századforduló óta. sok új építőanyag, így többek között a különböző nedvesség-, hő- és hangszigetelő anyagok, a műpala, gumi, linóleum stb. kerül alkalmazásra. Az utolsó évtizedben pedig megjelentek a műanyagok is.
A kő, a fa természetes; a tégla, a vas, a színes fémek, a műpala, a linóleum stb. mesterséges építőanyagok. Vannak természetes alapanyagú mesterséges építőanyagok, pl. a kövaföld építőlapok, a gumi burkoló lemez stb., és vannak műanyagú mesterséges építőanyagok, pl. a bakelit felszerelési tárgyak vagy a plasztik fogalomkörbe tartozó ajtólapok, kabin válaszfalak stb.
Az elsorolt anyagokból előállított szerkezetek terén hosszú évszázadokon keresztül lassú, az utolsó évszázadokban már nagyobb, míg a vas-és vasbeton szerkezetek megjelenése óta rohamosabb fejlődés tapasztalható.
A hagyományos építési módot az anyagon kívül az jellemzi, hogy az épület vagy építmény általában kisméretű alaptermékekből (téglából, kőből, építő idomokból, falelemekből, burkoló lapokból stb.) készül. Ezzel szemben a korszerű építéstechnika — mint később látni fogjuk — mindinkább az előregyártott, a helyszínen összeszerelendő nagyméretű elemekkel dolgozik.
Az építőipar jellege
Az építési, a megmunkálási módok, a munkaeszközök a legutóbbi időkig kézműves jellegűek voltak, amin azt kell érteni, hogy a munkák igen túlnyomó részét — főleg a kőműves- és ácsmunkák terén — kézi erővel, kézi szerszámokkal végezték.
Az építőipar fejlődése a kapitalizmus korában a többi iparhoz képest aránylagosan lemaradt. Ennek oka az, hogy mint nem helyhez kötött iparnak nem volt meg a lehetősége a munka olyan fokú megszervezésére, mint amire a szocialista gazdasági rend módot ad, másreszt a gazdasági adottságok (az olcsó munkaerő, a nem állandó telephelyen való működés, a korlátolt foglalkoztatottság stb.) miatt nem volt ráutalva komoly mértékű gépesítésre.
A második világháború végéig az építőipari munkák java részének idényjellege volt, télen a munka szünetelt. Ennek következtében az építőiparban foglalkoztatottak jelentős része télen munkanélküli volt, A nélkülözhetetlen berendezések, az állandó személyi és dologi apparátusok télen kihasználatlanok voltak. Mivel az építőipar foglalkoztatottsága ezekhez az adottságokhoz idomult, az építőiparnak nem volt érdemes olyan gépi beruházásokat eszközölni, valamint olyan technológiai eljárásokat kikísérletezni és bevezetni, amelyek lehetővé tették volna az egész éven át tartó építési üzem (nagyipari üzem) létrehozását.
Korszerű építési módok
A mai világban az építkezésekkel kapcsolatosan három fontos irányelvet jelöl meg, ezek:
- olcsón, gazdaságosan,
- gyorsan és
- minél kevesebb emberi erővel építeni.
Az elsorolt gazdasági jellegű szempontok mellett nyilván nem közömbös a célszerűségre való törekvés és az épületek esztétikus megjelenítése.
Olcsón, gazdaságosan és gyorsan építeni kézműves módszerekkel kevésbé lehet, tehát új, korszerű építési módszerekre van szükség. Ebből a meggondolásból adódik, hogy napjainkban a korszerű építési módszerek — a hagyományos építési módok mellett — mind nagyobb és nagyobb jelentőségre tesznek szert.
Kívánatosnak látszik, hogy az építési tevékenység időszerű kérdéseivel, a korszerű építési módok fogalmával és jelentőségével mindent megelőzően foglalkozzunk.
a) Nedves és száraz építési mód
A hagyományos és a nálunk még most is általános építési móddal az épületbe igen nagy mennyiségű építési vizet viszünk be. Az építési nedvesség káros hatással van az emberi szervezetre, a berendezési tárgyakra, az épületben tárolt gépekre és műszerekre, valamint az ott raktározott anyagokra. A fa anyagú szerkezetek (padlók, ajtók, ablakok) dagadását idézi elő, gombásodási folyamatok megindítója lehet, a festést és mázolást rongálja stb.
Nedves állapotban az építőanyagok hővezető képessége nagyobb, mint száraz állapotban. Erre jellemző, hogy az égetett tégla anyagú fal hő vezetési tényezője : λ = száraz állapotban 0,50, légszáraz állapotban 0,60, légnedves állapotban 0,75, friss állapotban 1,10. Mivel a hőszigetelési tényező egyenlő az előbbiek reciprok értékeivel, nyilvánvaló, hogy a ki nem száradt épületek csak túlzott tüzelőköltségek árán fűthetők fel.
Az elmondottak alapján indokolt az a pár évtizedes szakmai törekvés, amely az építési vizet minél nagyobb mértékben ki akarja küszöbölni.
Ebből a célból már régebben történtek kísérletek a falazó habarcsrétegnek rugalmas betétrétegekkel való helyettesítésére. A jövőben vázas épületeknél falazat helyett — lehetőleg vakolást nem igénylő — nagyméretű falelemek (2 a—b ábra), előregyártott egyéb természetű építőelemek, azonkívül az ún. szárazvakolat (lásd később) minél nagyobb mérvű alkalmazásával a száraz építés célkitűzését nagymértékben sikerül majd megközelíteni.
2. ábra. Nagyméretű faelemekből készült falak; a) egymás mellé helyezett elemek, b) vázkitöltő falelemek.
b) Nehéz és könnyű építési mód
Az újabb építészeti irodalomban egyre gyakrabban szerepel a címbeli megkülönböztetés.
Nehéz építési mód
A múlt világháború végéig általánosan szokásos, és meg ma is kiterjedten alkalmazott azon építési mód, amelyet főleg a nagy vastagságú, súlyos anyagokból épített falak, valamint a nehéz, szintén nagy vastagságú födémszerkezetek jellemeznek. Ilyen szerkezetekre kivitel vonalán is a hagyományos, igen sok tekintetben kézműves módszerek jellemzők.
A nehéz építési mód az építőanyagok előállítása terén igen sok tüzelőanyagot, azonkívül jelentős szállítási és anyagmozgatási költséget, nagy munkaerő-szükségletet és hosszabb építési időt igényel. Ugyanakkor a szerkezetek kubatúra igénye az egész épület térfogatához viszonyítva jelentős, 20 – 25% körül mozog. Ezzel a hátrányos körülménnyel szemben a vastag szerkezetek általában tűrhető módon megoldják az épületek hő- és zajvédelmi igényeit.
Könnyű építési mód
A könnyű építési módra való igény az első világháború után jelentkezett. Előtérbe került a nehéz építési mód hátrányos oldalainak kiküszöbölésére való törekvés.
A könnyű építési módot elsősorban a vékonyabb és kisebb térfogatsúlyú fal- és födémszerkezetek jellemzik. Ezekkel a tulajdonságokkal együtt jár a gyártási tüzelőanyag csökkentése, valamint a szállítási és anyagmozgatási költségek, a munkaerő-szükséglet és az építési idő, úgyszintén a „nem hasznos” szerkezeti kubatúra csökkentése. A könnyű építési mód megadja a lehetőséget a szerkezetek előregyártására (lásd később), és jelentős előrehaladást jelent a száraz építési mód, valamint a korszerű építési technológia irányában is.
A könnyű építési mód számos előnye mellett azonban új problémákat is teremtett. Ezek: az új vékony fal- és födémszerkezetek hő- és zajvédelmének, valamint a gőzdiffúziós kérdések kielégítő megoldására szükséges elméletek, valamint ezekre a célokra megfelelő anyagok és szerkezetek kidolgozása.
Ilyen vonalon a két világháború között és a második világháború után nagy előrehaladás történt. Főleg a hővédelem kérdéseit sikerült eléggé kielégítő módon megoldani. A zajvédelem tekintetében azonban mind az elmélet, mind a gyakorlat terén el vagyunk maradva a hővédelem vonalán elért eredményekhez viszonyítva.
A könnyű építési mód azonban nemcsak a fal- és födémszerkezetekre korlátozódik. A válaszfalak és a tartószerkezetek (oszlopok, gerendák, keretek, fedéltartók stb.) terén is jelentkezik a törekvés anyag- és súlymegtakarítást jelentő, az építést gyorsító szerkezeti megoldásokra. Ilyen, természetű „könnyű” szerkezetek egyaránt készülnek fából, fémből és vasbetonból.
Nem lehet vitás, hogy a könnyű építési mód nagy lépést jelent az építési tevékenység fejlődésének vonalán. A szakértők egyetértenek abban, hogy ez a jövő építési módjának egyik jellemző sajátossága.
c) Az építőipar gépesítése
A gépesítés célja, hogy az építőipart, amely, mint korábban megállapítottuk, hazánkban a legutóbbi időkig kézműves jellegű volt, termelékenyebbé, nagyipari üzeművé tegye. Az építőiparban foglalkoztatott fizikai dolgozókat mentesítse a fárasztó és felesleges testi munkától. A segédmunkaerő szükségletet csökkentse, egyáltalán munkaerőt szabadítson fel a kiszélesített termelés céljára; a vízszintes és függőleges irányú anyagszállítást (az ún. anyagmozgatási) megkönnyítse, nem utolsósorban pedig, hogy az építkezést meggyorsítsa.
A második világháború előtt hazánkban az olcsó munkaerő nem is tette szükségessé a költséges gépi beruházásokat. Ez az oka annak, hogy a két világháború közötti magyar építőipar a gépesítés tekintetében világviszonylatban is igen elmaradott volt. Csak az utóbbi években volt tapasztalható eleinte lassúbb és újabban már erősebb iramú fejlődés.
Az építőipari gépek főcsoportjai a következők:
- Talajkitermelő és mozgató gépek.
- Cölöp- és szádfal verő berendezések.
- Tömörítő gépek.
- Aprító és osztályozó gépek.
- Beton és vasbeton készítéséhez alkalmas gépek.
- Mészoltó és habarcskeverő gépek.
- Belső (helyszíni) szállító eszközök, illetve anyagmozgató gépek.
- Külső (közúti) szállító eszközök.
- Energiaszolgáltató és átalakító gépek.
- Elektromos és pneumatikus kézi szerszámok.
- Gépek téli munkához.
A felsorolásban természetesen nem szerepelnek a különböző szakipari munkák sokféle, kézi és helyhez kötött gépei.
Komplex gépesítésen a gépesítésnek olyan fokát értjük, amidőn a bedolgozandó anyag, félgyártmány vagy építőelem a raktárból vagy az előállító helytől a tervben meghatározott helyéig — szállításának vagy feldolgozásának egész útvonalán — gépek segítségével, gépi úton mozog.
A komplex gépesítés alapvető feltétele, hogy az egymás után kapcsolt, illetve egymás után következő gépek (az ún. géplánc) teljesítő képessége azonos mértékű legyen, Ellenkező esetben a munka folyamatosságát nem lehet biztosítani.
d) Az előregyártás terminológiai vonatkozásúi
Az előregyártás (prefabrikáció) lényege nem a kis házak építőelemeinek elkészítésében és órák alatt történő helyszíni felállításában rejlik. Előre-gyártáson az olyan szerkezeti elemeknek üzemekben, esetleg a helyszínen vagy ahhoz közel történő előre elkészítését kell érteni, amelyeket régebben a helyszínen — magán a beépítési helyen — bonyolult körülmények között, hosszadalmas munkával állítottak elő. Az előregyártás egyik fő célja, hogy az építőipar a kézműves jellegű (helyszíni) iparból minél inkább gépesített szerelő iparrá váljék.
Előregyártásra alkalmas építőelemek: a nagyméretű falelemek, a nagy- és középméretű falazóelemek, az oszlopok, födémgerendák, födémpallók, födém- és tetőelemek, nyílásáthidalók, tömör- és rácsostartók, keretszerkezetek, külső és belső burkoló lemezek, lépcsőfokok, sőt egész lépcsőkarok, nagyméretű ablakrácsozatok stb.
Üzemi előregyártás az előregyártás igen célszerű módja, mert telepített üzemekben könnyebben lehet a kívánatos műszaki feltételeket biztosítani, a helyhez kötött gépi berendezéseket felállítani, s mindezek folytán a jobb minőséget, a termelékenységet és „gazdaságosságot fokozni. Az üzemi előregyártás nyílván a nem nagy súlyú és a nem nagy kiterjedésű, tehát könnyen szállítható elemek gyártásának kedvez.
Helyszíni előregyártás. A nehéz, nagy kiterjedésű épületelemeket, mint pl. a vasbeton oszlopokat, gerendákat és kereteket stb. érdemes az építkezés helyszínén elkészíteni, és utána rendeltetési helyükre daruval beemelni. Az ilyen építési módok az építkezés legmagasabb fokú organizációját követelik meg. Ezenkívül a helyszínen lehet és érdemes kisebb építőelemeket is előállítani, pl. vasbeton ablakáthidalókat, födémgerendákat, födémpallókat, födémpaneleket, tetőelemeket stb.
Üzemesített helyszíni előregyártásról beszélhetünk akkor, amidőn nagyméretű építkezéseken olyan berendezésekkel, gépi felszerelésekkel és technológiai módszerekkel folyik a gyártás, amelyek egyébként a telepített előregyártó üzemekre jellemzők.
Vasbeton elemek előregyártása. Az előregyártásnak hazai viszonylatban legfontosabb szektora a vasbeton elemek előregyártása.
A gyártási módszer terén háromféle elv alakult ki:
- Helyben maradó zsaluzómintával (sablonnal) és ennek .közelében lebonyolódó műveletekkel történő, gyártás, az ún. sztend módszer. Ebben az esetben a vasszerelés beépítését, a betonozást, a vibrálást és a gőzölést ugyanazon a helyen végzik el. Az elem a gyártási folyamat alatt nem változtatja a helyét. A sztend módszer inkább a helyszíni előregyártás esetében megfelelő, de telepített. üzemekben is szokásos (pl. födémgerendák gyártása esetén).
- Mozgó zsaluzómintával és különböző pozíciókban végrehajtott műveletekkel történő gyártás, az ún. konvejer módszer. Ennél — a gyáripari futószalag módszerre emlékeztető — eljárásnál a zsaluzóminta futószalagon, újabb és újabb helyre kerül és az egyes műveleteket: a vasszerelést, betonozást, vibrálást, gőzölést stb. egymás után, más és más helyen végzik el. Az ilyen futószalagszerű- gyártás inkább a telepített üzemekben szokásos, ahol inkább megvan a lehetőség a fokozott gépesítésre és bonyolultabb berendezések alkalmazására.
- A konvejer módszerrel rokon a szintén futószalagszerű, ún. aggregát módszer, amely az előbbitől főleg abban különbözik, hogy a zsaluzóminta nem futószalagon és nem közös ütemben halad előre, hanem portáldaru, illetve futómacska segítségével, szakaszos ütemben kerül újabb és újabb helyre. Á gőzölgést ilyenkor általában aknákban (vermekben, kamrákban) végzik. Az aggregát technológiához kisebb beruházások (gépi, szállítási stb. felszerelések) szükségesek, mint a konvejeres eljáráshoz. Ebből kifolyólag ez a módszer a nagyobb építkezéseknél a helyszínen berendezett futószalagszerű, előregyárt ásnak felel meg.
A raktárra való gyártást szintén az előregyárt ás egyik fajtájának lehet tekinteni. Bizonyos épületszerkezeteket (pl. ajtókat, ablakokat, lépcsőfokokat, födémgerendákat, födémelemeket stb.) szabvány- vagy típustervek alapján raktárra készítenek, hogy azok lehívásra bármikor azonnal szállíthatók legyenek.
Az előregyártás jelentősége. A prefabrikációval az építkezésen nagy mennyiségű tíz beépítését küszöbölhetjük ki. Gyorsíthatjuk az építkezés menetét. Sok állvány- és zsaluzó anyagot takaríthatunk meg. Előmozdítjuk a téli építkezést. A telepített vagy a helyszínen felállított üzemekben pontosabb, szilárdsági szempontból egyenletesebb, anyagban takarékosabb szerkezeti elemeket készíthetünk, mint a beépítés helyén.
Az előregyártással szorosan összefüggő kérdések. Az előregyártás lényegesen függ — a vasúti és közúti szállítás olcsóbbá tételén, a gyors be-és kirakodáson kívül — az építkezés színhelyén történő anyagmozgatástól, tehát a gépesítéstől is. Az előregyártás kifejlődése ezek szerint jelentős mértékben függ az oszlop-, torony-, födém-, hernyótalpas stb. daruk munkába állításától.
A szállítás és anyagmozgatás kérdésével kapcsolódik össze az előregyártott elemek súlyának könnyítése, ami egyúttal legtöbbször anyagmegtakarításra is vezet. Ezt a célt könnyűbeton anyagú építőelemekkel, enyvezett és szegezett fatartókkal, rácsos és perforált gerincű acél-, valamint könnyűfém anyagú tartókkal és hasonló szerkezetek alkalmazásával érhetjük el.
Az előregyártásnál fontos szempont, hogy a vízszintes és függőleges szállító eszközök teherbírása és az előregyártott elemek súlya összhangban legyenek egymással.
Épületszerelési iparág. Az előregyártással kapcsolatban a közeljövőben egy új építő iparág: az ún. építésszerelési ipar fog kialakulni, amely sokkal nagyobb termelékenységgel dolgozik, mint amit az építés régebbi rendszerű — kézműves jellegű — munkafolyamatainál megszoktunk.
Az előbbiek alapján azt a megállapítást tehetjük, hogy az előregyártott elemekkel történő építésnek technológiai vonalon négy fázisa van, ezek: a) a gyártás, b) szállítás (illetve anyagmozgatás), c) beemelés és d) összeszerelés.
e) Folyamatos építési mód
Az építkezésen a különböző munkálatokat meghatározott sorrendben végzik. Minden munkálat elvégzésének kezdeti időpontja a vele határos munkálatok elvégzésének időpontjától függ, tehát a kivitelezés szempontjából a munkálatok, illetve azokon belül az egyes munkarészlegek egymásra kölcsönhatással vannak.
Különösen fontos valamennyi munka pontos összeegyeztetése az ún. folyamatos rendszerű építési módnál, ahol a munkálatokat a gyáripari futószalag rendszerű termelési módhoz hasonlóan végzik.
A folyamatos építés fogalma. A folyamatos építésnél az építési és szerelési munkákat olyan ütemterv szerint bonyolítják le, hogy a műszaki meggondolás alapján lehetséges legtöbb munkálat nem egymás után, hanem egyidejűleg legyen végrehajtható, A munkákat előre meghatározott sorrend szerint végzik, és felosztják olyan részekre, a korábban jellemzett fogásokra, amelyeknél az ugyanazon nemű munkák munkaigénye (munkaszükséglete) azonos. Ez lehetőséget ad arra, hogy a szakbrigádok az egyes fogásokon elvégzett munkájuk után másik fogásra menjenek át, helyükbe pedig egy szomszédos fogásról átjövő — másik munkafolyamatot végző — brigád álljon be. így egyik fogásról a másikra haladva a brigádok folyamatosan termelnek.
A folyamatos építési mód az építést meggyorsítja, és így a népgazdaság szempontjából jelentős megtakarításokat tesz lehetővé.
f) Téli építkezés
Téli építésre mind gyakrabban kerül sor. Ennek oka lehet: a) az épület elkészülésének gazdasági vagy szociális jelegű sürgőssége, b) az a törekvés, hogy az építőiparban foglalkoztatottak télen is keresethez jussanak, másreszt az a körülmény, hogy c) az építő tevékenység nagyipari jellegűvé való kialakulása nem tűrheti az üzem szüneteltetését.
Nem vitás az, hogy a téli építkezés növeli az építkezési költségeket, de ha ezt a kérdést az előbbi szempontokból származó előnyök figyelembevételével nézzük, nyilvánvalóvá válik, hogy érdemes azt az áldozatot meghozni, amit a beruházási költségek növekedése jelent. Ilyen vonatkozásban lényeges az is, hogy a termelő üzemek ezért a minimális beruházási költségtöbbletért előbb tudják megkezdeni működésüket.
Különösen nagy jelentősége van a téli építkezésnek a Szovjetunióban, a sokkal hosszabb teli időszak és nagyobb hidegek, valamint a hatalmas építési program zsúfoltsága miatt. A Szovjetunióban szerzett tapasztalatok alapján, megfelelő eljárásokkal és óvóintézkedésekkel erős fagyok mellett is lehet jó építési munkákat végrehajtani, megbízható, kellő szilárdságú betont, falazatot stb. előállítani.
A téli építkezés súlyponti kérdései: a) a földmunkák, b) a falazó és betonozó munkák, c) a nem zárt térben végzett (pl. külső) vakoló munkák, d) általában a homlokzatképző munkák, és e) az egyéb külső munkák. Utóbbiakon azokat a munkálatokat kell érteni, amelyek egyrészt a munkás szervezetére, másrészt az építőanyagra gyakorolt hideghatás miatt nem végezhetők el. Ilyenek pl. a ragasztott szigetelés, hideg burkolatok, a hegesztés, mázolás, homlokzatfestés stb.
Hideg, fagyos és téli napok. Az Építésügyi Minisztériumnak a téli munkák kivitelezésére vonatkozó utasítása a téli építkezések szempontjából a hideg, fagyos és téli napok tekintetében a következő megkülönböztetést teszi.
Hideg napoknak tekintjük mindazokat a napokat, amelyeken a hőmérséklet tartósan + 10 C° alatt van, de a 0 C°-t nem közelíti meg. Fagyos napoknak nevezzük azokat, amelyeken a legalacsonyabb hőmérséklet 0 0° alatt van, míg télieknek azokat, amelyeken a legmagasabb észlelt hőmérséklet sincs a fagypont fölött.
A hideg nap & nedves építőmunkák szempontjából bizonyos óvatosságot igényel, míg a fagyos nap már veszélyt jelent. A téli nap viszont komoly technológiai felkészültséget és berendezést követel meg.
A statisztikai adatok szerint Magyarországon 2,5 hónap az az időszak, amelyen belül a téli napok legvalószínűbben előfordulnak, és ezen belül van 45 olyan nap, amelyek maximális hőmérséklete a 0 C°-t nem éri el.
g) Az építési modulrendszer
Az építési modulus egy alkalmasan választott alapméret, aminek alapján az épület részletméreteiben bizonyos — a továbbiakban részletezendő — egységesítés vihető keresztül. Az ún. modulrendszerben az építési modulus egész számú többszöröse szabja meg az építési terveken szereplő minden irányú méreteket, valamint az alaptermékek3, építési alkatrészek4 és épületelemek5, úgyszintén a berendezési tárgyak6 méreteit. Mindezek méreteit a modulrendszer alapján lehet célszerűen egyeztetni és összehangolni. Tehát a moduláció igen jelentős méretkoordinációra ad alkalmat.
A modulrendszerben pl. 3 vagy 4 modul vastagságú falról, 17X25 modul méretű fürdőszobáról, 17 modul nagyságú fürdőkádról, 28 modul magasságú helyiségről stb. beszélünk.
A modulrendszer elsősorban a tervezésre vonatkozik, de kihatásában az építőipar kivitelező ágazata, nemkülönben az építési alaptermékeket, alkatrészeket, épületelemeket és berendezési tárgyakat előállító ipar szempontjából is rendkívül fontos.
A modulrendszer jelentősége. A múltban az építkezéseknél felhasznált alaptermékek, alkatrészek, épületelemek és berendezési tárgyak méretei egyáltalán nem voltak összehangolva. Ebből az a visszás körülmény származott, hogy az épületen beépítésre és felszerelésre kerülő legkülönfélébb gyártmányok nem idomultak egymáshoz, hiszen méreteiket a hozzájuk csatlakozó egyéb szerkezetek méreteinek figyelembevétele nélkül, sokszor ötletszerűen vagy szakmai sovinizmussal állapították meg.
A koordinálás hiánya következtében a helyszíni beépítéseknél, illesztéseknél, szereléseknél sok faragásra van szükség, nagy hulladékveszteség áll elő, az idomítás jelentős munkaidőt emészt fel, az önköltséget nagymértékben növeli,
A modulrendszer a tervezést elrendezési, szerkezeti és erőtani vonatkozásban egyaránt leegyszerűsíti.
Nem szorul külön indokolásra, hogy az építés üzemesítése és az előregyártás is csak a modulrendszer bevezetése után tud teljesen kifejlődni. A moduláció megkönnyíti azonkívül a szabványméretek megállapítását is.
Végeredményben, mint azt a lengyel modulus-szábvány mondja, az építési modulus lehetővé teszi:
- Az építkezési gyártmányok (elemek) tömeggyártás formájában történő és az építkezési moduluson alapuló koordinált rendszerének megteremtését.
- Kevés számú szabványosított elemsorozat megállapítását, mindennemű építkezési gyártmányra vonatkozóan.
- A lakóházak esetében a szabványosított épületelemek több irányú alkalmazását, azoknak szétvágása, darabolása nélkül.
- A szabványosított, előregyártott elemek alkalmazását a típusépítkezések terén.
Egyben megkönnyíti:
- Szükség esetén a szabványosított épületelemek cseréjét.
- A szerelés kivitelezését az épületen.
- Az építészeti és épületgépészeti tervezést.
- Mindennemű épület-részletrajz elkészítését.
- A költségvetés, méretezés és egyéb számítások elkészítését.
Modulusszám. A méter, valamint a tízes számrendszerhez való idomulás végett modulus egységnek leginkább az 1 dm-es, illetve a 10 cm-es, illetve a 100 mm-es hosszúságegység kínálkozik.
Ez a méret azonban nem felel meg a Szovjetunióban, Közép- és Kelet-Európában használatos mai téglaméretnek. Erre a célra egy új téglaméret: a 19X9X9,5 cm lenne alkalmas. Ez a tégla — kisebb méretéből, illetőleg nagyobb darabszámából adódó — nagyobb habarcs- és készítési időszükségletet jelent; mégis a Szovjetunió szakkörei nem idegenkednek az erre a méretre való áttéréstől. Mindenesetre kívánatos volna, hogy az egész világon egységes modulrendszer alakuljon ki.
Modulus hálózat, modulus kocka. A modulus-hálózat alapján történő tervezés igen sok előnyt rejt magában (3. ábra). A modulus kocka alapulvétele pedig további előnyt jelent. Ezen azt kell érteni, hogy a méreteket nemcsak alaprajzai, hanem magassági irányban is a modulegység alapján állapítják meg.
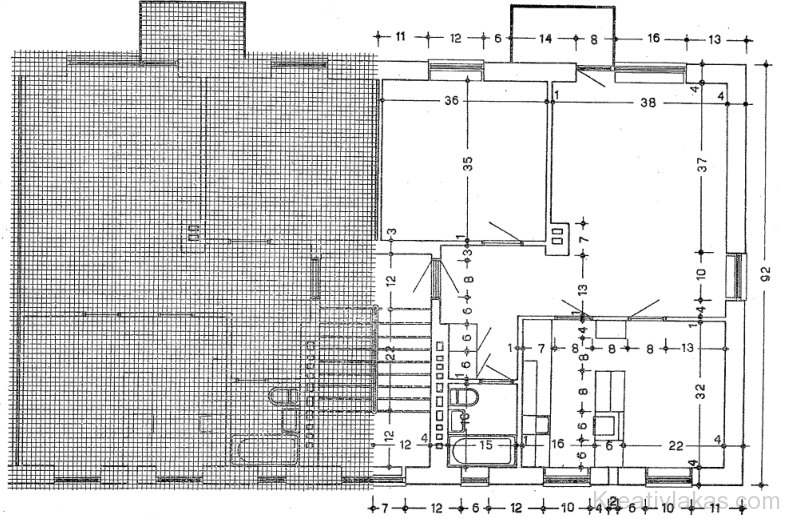
3. ábra. 10 X 10 cm méretű modulus hálózat szerint tervezett alaprajz (svéd példa).
Egyes épületszerkezeti elemeknek — pl. falaknak, padló- és falburkoló lapoknak — a modulus hálózathoz történő simulását szemléltetik a 4—5. ábrák.
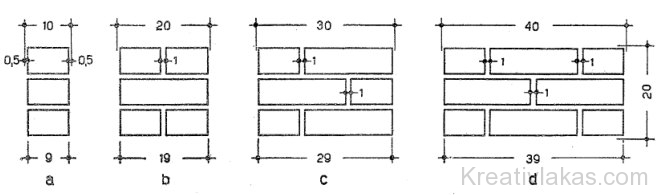
4. ábra. 10 X 10 cm-es modulus méretnek megfelelő 19 X 9 X 9,5 cm-es téglákból kialakított falvastagságok.
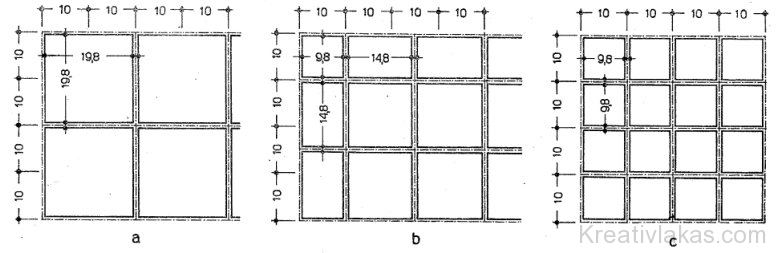
5. ábra. 10 x 10 cm-es modulus méretnek megfelelő lapburkolat méretek.
Komoly problémát jelent azonban az ajtó- és ablakszerkezeteknek a modulrendszerbe történő beillesztése. Ebben az esetben három fontos méret: a) a kávaméret, b) a fülkeméret, és c) a tok-külméret egybehangolása okoz nehézséget. A válaszfalak ajtóinál pedig a tok-belméretet és a tok-külméretet kell a modulrendszerhez hozzáidomítani.
Az építési folyamat elemzése
A korszerű építés — értve ezen a kivitelező munkát és módszereket — megkívánja az építési folyamat elemzését. Ezért meg kell ismernünk az ezzel kapcsolatos üzemgazdaságtan!
Fogalmak: a) építési folyamat, b) technológiai folyamat, c) művelet, d) műveletelem, és e) mozdulat mibenlétét.
Az egyes fogalmakat a következő alacsonyabb rendűvel lehet definiálni.
Építési folyamat (más néven gyártási folyamat): az épületek és építmények előállításához szükséges technológiai folyamatok összessége, ami teljesen kész épületet vagy építményt eredményez.
Technológiai folyamai (más néven munkafolyamat): az épületszerkezetek, építőelemek vagy félgyártmányok előállításához, illetve kivitelezéséhez szükséges, kézi és gépesített műveletek összessége, amelyet egy vagy több dolgozó hajt végre. A munkafolyamat alatt a nyersanyag vagy félkész áru bizonyos előírt alaki, méretbeli és sokszor anyagszerkezeti változáson megy keresztül.
Művelet: a munkafolyamatnak az a része, amelyet egy vagy több dolgozó ugyanazon munkahelyen végez. A művelet végrehajtója, tárgya, valamint eszköze változatlan. Egy művelet önmagában nem eredményez teljesen kész terméket.
Műveletelem: a művelet ama legkisebb gyakorlati egysége, amelyet egy vagy több dolgozó ugyanazon a munkahelyen végez, és amelynek időtartamát az ipari stopperórával még általában le lehet mérni.
Mozdulat: a dolgozó cselekvesének legkisebb része. Általában a munkaelem legkisebb részét képezi, de előfordul, hogy egy munkaelem egyetlen mozdulatból áll.
Természetes folyamatok
A gyártás, előállítás, illetve építés menete alatt előfordulnak olyan fizikai vagy kémiai jellegű folyamatok, amelyek emberi vagy gépi beavatkozás nélkül — pusztán természeti behatásokra — mennek végbe. Ezeket természetes folyamatoknak nevezzük.
Korszerű munkamódszer
A korszerű munkamódszerek alapelve építőipari vonatkozásban az, hogy a technológiai folyamatokat* annyi műveletre bontják fel, mint amennyit egymástól elkülönítve el lehet végezni. Külön választják azokat a munkarészlegeket, amelyek elvégzéséhez okvetlenül szakmunkásra van szükség, azoktól, amelyeket betanított vagy begyakorolt munkás, esetleg segédmunkás is teljesíthet. Tehát az alacsonyabb rendű munka végzése alól mentesül a nagyobb képzettségű munkás és így a munka termelékenysége nő. Ezt az elvet vallja a korszerű munkaszervezés is.
A korszerű munkamódszer és munkaszervezés mellett egy műveletet nem egy ember, hanem a munkamegosztás elve alapján, több emberből álló csoport hajtja végre. A négy főnél kevesebb tagból álló csoport neve: raj, a négynél több emberből álló csoportot brigádnak nevezik. Általában több raj alkot egy brigádot.
A raj és a brigád összetételében nincs semmi kötött, megváltozhatatlan, és azt mindig a munka körülményeitől függően kell megállapítani. Vannak pusztán egy szakmabeli munkásokból álló, ún. szakbrigádok és különböző szakmához tartozó dolgozókból álló, ún. komplex-brigádok.
A munkahellyel és munkamennyiséggel kapcsolatos fogalmak:
Munkahely: az építkezésnek vagy műhelynek az a területe, ahol a munkás, a raj vagy a brigád termelési feladatának végrehajtása közben dolgozik.
Munkaszakasz: a raj vagy az egyes munkások részére — a munkaszakasz határainak megjelölése mellett — kiadott munkamennyiség.
Fogás: a szakbrigád részére kijelölt körzet, illetve munkamennyiség.
Munkafront: az építési telek vagy épület azon területe vagy körzete, ahol a dolgozók munkájukat végzik, és ahol elhelyezzük a felszereléseket, anyagokat és minden egyebet, ami egy bizonyos fajta munka elvégzéséhez szükséges. A munkafronton biztosítani kell az anyagszállítás részére szükséges férőhelyet is.
Munkaszint. Ha a munkások az egyes emeletszintekről (a födémekről) nem tudják a szerkezetet vagy a munkálatot annak teljes magasságában elvégezni, akkor egy emeletmagasságon belül az épületet függőleges irányban is szakaszokra, sávokra kell osztani. A munka elvégzése szempontjából függőleges irányban felosztott részeket munkaszintnek nevezzük.
Az épületszerkezeteket, illetőleg azok összességét: az építményeket különböző behatások érik. Ezek nagyobb része fizikai, kisebb része kémiai jellegű. Az épületeket a különböző természetű behatások kívülről vagy belülről érik. A behatások állandó vagy időszakos jellegűek lehetnek.
Terhelésből származó igénybevételek
A terhelések lehetnek:
Állandó jellegűek, amelyek származhatnak:
- a szerkezet önsúlyából; a szerkezetet terhelő egyéb szerkezetek súlyából;
- a talajreakcióból;
- a földnyomásból;
- víznyomásból.
Esetleges jellegűek, melyek csak időszakonként működnek és értékük többé-kevésbé bizonytalan; ezek származhatnak:
- hóterhelésből;
- szélnyomásból, szélszívásból;
- hasznos teherből, amin az épületben tartózkodó emberek, állatok, az épületben levő bútorok, gépek, felszerelési tárgyak, valamint a helyiségekben raktározott anyagok szabályzatokban meghatározott súlyát értjük;
- a folyadékok, por, szemes vagy darabos anyagok oldalnyomásából.
Járulékos hatásokból származó igénybevételek
Melyek az anyag fizikai tulajdonsága következtében vagy a szerkezeti elemek mozgása folytán keletkeznek. Ezeket a hatásokat igen sokszor — a számítás egyszerűsítése végett — nyugvó terhelésekkel helyettesítjük.
Ilyen járulékos hatások származhatnak:
- zsugorodásból, duzzadásból, hőváltozásból;
- lassú alakváltozásból, amin az anyagoknak azt a tulajdonságát értjük, hogy tartós terhelés hatására az igénybevételek növekedése nélkül is változtatják alakjukat;
- súrlódásból, fékezésből, ütközésből;
- talajsüllyedésből, talajmozgásból ;
- folyadékmozgásból, (pl. folyókkal határos építményeknél) ;
- robbanások szívó és lökő hullámaiból;
- földrengésből;
- rezgésekből, melyeket az épületben vagy az épületen kívül közlekedő járművek, továbbá rezgésekkel működő gépek okozhatnak.
A terhelési igénybevételeknek és 1 hatásoknak a szerkezetek erőtani méretezése szempontjából elsőrangú, minden egyéb hatást megelőző fontosságuk van.
Tűz-, illetve nedvességhatások szintén sokfélék:
- Talajvíz.
- Talajnedvesség.
- Talajpára.
- Torlasztott víz.
Hatások:
- Légköri csapadék (eső és hó). Különösen veszélyes az erős szélnyomás következtében jelentkező csapóeső, amely a vékonyabb falakon igen rövid idő alatt áthatol. Veszélyes azonkívül az olvadó hó is, amely az esővíznél lassabban távozik el, és így tartósan támadja a tetőhéjazatot és az azzal kapcsolatos szerkezeteket. Az olvadó hó megcsúszásra, jegesedésre hajlamos, ezért egyrészt baleseteket, másrészt az eresz körüli szerkezetek meghibásodását okozhatja.
- Külső páralecsapódás akkor jelentkezik, amidőn a nedves levegő hideg külső felülettel érintkezik.
- Belső páralecsapódás áll elő, ha a pára harmatpontja magasabb, mint a fal- és födémfelületek hőmérséklete.
- Vízgőzdiffúzió. Ismeretes, hogy a levegőben levő vízgőz bizonyos nyomást (az ún. gőzrésznyomást) fejt ki, és hogy magasabb gőznyomású helyekről az alacsonyabb nyomású helyekre vándorol, így a fal- és födémszerkezeteken keresztül a szabad külső levegőbe diffundál. Amennyiben a gőz nem tud a szerkezeten keresztül szabadon eltávozni, úgy az illető szerkezet átnedvesedik, és ennek következtében épületkárok keletkeznek, azonkívül a szerkezet hőszigetelő képessége is számottevően csökken.
- Használati és üzemi vizek a fürdőszobák, zuhanyozók, mosókonyhák és egyéb nedves üzemű helyiségek födém- és falszerkezeteire fejtenek ki nedvességhatást. Védőszerkezet hiányában kellemetlen átázásokat okoznak.
- Higroszkópikus nedvesség lép fel, ha a szerkezetek egyes anyagaiban levő kalcium-klorid vagy kalcium-nitrát a levegő vízpáráit magába szívja, minek következtében térfogatnövekedés és meghibásodás áll elő, PL a sós vidékek homokjában levő nátrium-klorid vagy nátrium-szulfát vízfelvétel következtében 87%-os térfogatnövekedést is eredményez.
- Építési nedvességen a habarcsok és betonok készítéséhez, a festési műveletekhez, a parketta gyalulásához stb. felhasznált vízmennyiséget kell érteni. Az építési nedvesség, bár ideiglenes jellegű, az új épületek igen kellemetlen velejárója, amely — mint később látni fogjuk — a szerkezetek meghibásodására, fűtőanyag-pazarlásra stb. vezet.
Az építési anyagok tulajdonságai a víz szempontjából.
Az anyagok lehetnek:
- Vízhatatlanok, amelyeken a víz nem hatol keresztül; ilyenek a bitumen, a kátrányszurok, a többrétegű helyesen készített ragasztott szigetelés, a fémlemez, az „üveg stb.
- Vízzáróak, amelyeken a víz kismértékben átszívódik (át gyöngyöződik), de a másik oldalon rögtön el is párolog; ilyenek a tölgyfahordó, a vastag agyagréteg, az erre a célra készülő megfelelő vastagságú, különleges vízzáró beton, a szigetelő cementhabarcs.
- Vízátbocsátók, amelyeken a víz kellő nyomás mellett átfolyik; ilyenek a homok, a tégla, a közönséges beton, a fa a rostokkal- párhuzamosan (a rostokra merőlegesen nem).
- Vízállók, melyek alakjukat, szilárdságukat és tartósságukat a vízben nem veszítik el, pl. a beton.
- Vízfelszívók, melyekben a víz hajszálcsöves úton szívódik fel; ilyenek általában a lyukacsos anyagok, pl. a kő, a tégla, a habarcs, a fa és a hőszigetelő anyagok.
- Víztaszítók, melyekbe a víz nem szívódik be; ilyenek a paraffinnal átitatott mészkő, a zsírsavas földfémsókkal kevert cementhabarcs.
- Vizet nem állók, melyek a vízben feloldódnak, tehát minden körülmények között szigetelési védelemre szorulnak, pl. a vályog.
- Higroszkópikusak, azaz nedvszívók azok az anyagok, amelyek a nedvességet — akár a levegőből is — könnyen felszívják.
Hőhatások
Elsősorban az épületek lakhatóságát, illetőleg használhatóságát befolyásolják. Ezen túlmenőleg a meleg egyes anyagok térfogat-növekedését, illetőleg a belőlük készült szerkezetek tágulását idézi elő. Hőcsökkenés esetében térfogat- kisebbedés, végeredményben a szerkezetek mozgása (dilatálása) következik be. A szerkezetek mozgása folytán, kellő védekezés hiányában igen káros belső feszültségek és kellemetlen meghibásodások állhatnak elő.
Hideghatás következtében a talajban levő, valamint a külső levegővel érintkező szerkezetek (a vakolat, kőburkolat stb.) anyagában levő vízrészek megfagynak, és az ennek következtében előálló térfogatnövekedés sokszor jóvátehetetlen károkat okoz.
Anyagok változása a külső hatásokra:
- Tűz hatására az anyagok eredeti fizikai, esetleg kémiai tulajdonságai is megváltoznak, és olyan folyamatok indulnak meg, amelyek a szerkezet teljes tönkremenetelére vezethetnek. A különböző rendeltetésű épületekkel és épületszerkezetekkel szemben különböző fokú: a) mérsékelt, b) közepes vagy d) fokozott tűzbiztonságot követelünk meg.
- Hanghatások az épületszerkezetekben általában nem okoznak káros elváltozásokat. Egyes építőanyagoknak (és a belőlük készült szerkezeteknek) jobb, másoknak rosszabb hangvezető, illetőleg rossz vagy jó hanggátló tulajdonságaik vannak. Az épület lakóinak. és dolgozóinak nyugalma szempontjából nem lehet közömbös a hanghatások kiküszöbölése, illetőleg csökkentése.
- Fényhatások ellen megfelelő szerkezetekkel kell védekezni, egyrészt, hogy nappal a helyiségekben a szükséges fényintenzitást biztosítani tudjuk, másrészt, hogy éjjel a fény kijutását megakadályozzuk. A fény a vakolat és a festékrétegek, a fa- és textilanyagok színét is módosítja.
Erőművi hatások
- A használat okozta kopás az egyes épületszerkezeteknél hosszabb vagy rövidebb idő alatt jelentős mértékű elváltozást eredményezhet, tehát az ilyen hatással is eleve számolni kell.
- A véletlen és erőszakos rongálódás ténye igen sok szerkezetnél fennáll. Az ellenük való védekezés a szerkesztőt gyakran komoly feladat elé állítja.
Kémiai hatások
A kémiai hatások ismerete is fontos. A vízben, a levegőben és a talajban levő kémiai anyagok a velük érintkező szerkezetekre vegyi hatásokat fejthetnek ki. Azonkívül bizonyos kémiai anyagok, amelyek véletlen vagy üzemi ok folytán egyes szerkezetekkel érintkezésbe kerülnek, azokra szintén káros hatást gyakorolhatnak.
Sok esetben az egymással érintkező építőanyagok, illetőleg épületszerkezetek is különféle fizikai és kémiai hatást fejthetnek ki egymásra. A magasépítéstan fontos feladata, hogy az egyes igénybevételek és hatások felvételére, ellensúlyozására, a belőlük származható káros következmények kiküszöbölésére, illetőleg csökkentésére alkalmas módokat megjelölje.