A hőszigetelő lemezek méretre vágása rendszerint a ragasztással párhuzamosan történik. Nem ajánlott előre leszabni a lemezeket, mert a leszabott darabokat nehézkes és körülményes beazonosítani.
A polisztirol lemezeket üzemi körülmények között elektromosan fűtött szállal vágják a kívánt méretre. Létezik olyan mobil, építéshelyi állványos vágó, ami szintén olvasztva vág. Azonos elven működik a kézi polisztirolhab-vágó is. A forrasz-tópisztolyhoz hasonló kialakítású készülék 90 vagy 115 mm hosszúságú, fűthető késsel van ellátva. A kés a kézikapcsoló vezérlésével tetszés szerinti ideig melegíthető olyan hőfokra, hogy a polisztirol lemezeket elvágja.
Az olvasztásos vágási módok előnye, hogy rendkívül kicsi az anyagveszteség, nincs vágási morzsalék, és a vágási felületek enyhén lehegednek. így sík, kissé erősített élek jönnek létre. A vágott élek mellé tökéletesen illeszthető a következő tábla, vagyis precízebb munka végezhető.
A gyakorlatban elterjedt és bevált a kézifűrésszel történő darabolás. Ilyenkor a legfontosabb, hogy minél apróbb fogazatú legyen a szerszám, így „finomabb” élek képezhetők, és a vágási morzsalék is kevesebb lesz. A vágás történhet bejelölés után szabad kézzel, de lényegesen pontosabb fém vagy műanyag vezetővonalzó mellett. 8 cm-nél vastagabb hőszigetelő lemezek vágását ajánlott állványos vágóval végezni. A kézi olvasztásos és a fűrészes vágással még vezetőléc mellett is nehézkes a felületre pontosan merőlegesen, derékszögben, egyenesen vágni.
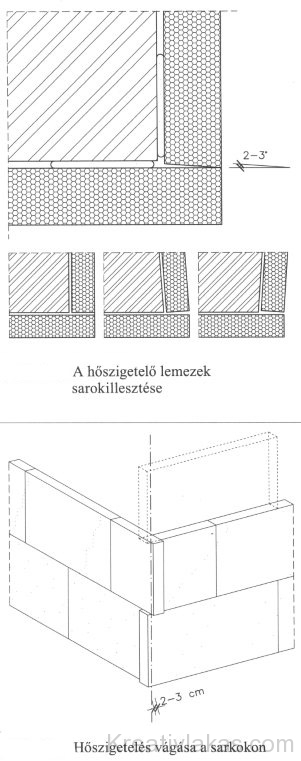
Épületsarkoknál, ablakmélyedéseknél, falfülkéknél az érintkező lapok ütköző felületeit célszerű 2-3 fokkal kisebbre vágni a derékszögnél. A fal vagy a hőszigetelő vakolat esetleges (enyhe) méretpontatlansága így nem okoz hézagot a hőszigetelt felületen. Az ilyen beépítési helyeken figyelembe kell venni, hogy a szögben találkozó lapok előbb felragasztott részére rá kell hagyni a ragasztó vastagságát. Ez a csatlakozólemez alá majd bekerülő, 2-3 mm vastagságú ragasztó. Ellenkező esetben nyitott hézagok keletkeznek a lemezek csatlakozásánál (ezek pedig hőhidat jelentenek).
Sarkokban…
Szintén az épületsarkokon, a fogazottan, kötésben csatlakozó polisztirolhab-lemezeket kissé (néhány cm-t) túlengedve helyezzük el. A hőszigetelés síkjának pontos beállítása, ellenőrzése után vágjuk le őket. A hőszigetelő rendszert indítóprofil nélkül is kialakíthatjuk. Ekkor az alsó (első) sor hőszigetelő lemezt kb. 15-20°-os szögben vissza kell vágni az elhelyezés előtt. így képezzük ki a felület alsó vonala mentén szükséges vízorrt.
Ha fűrésszel szabjuk méretre a polisztirolhab-lemezeket, célszerű elkülöníteni a vágási helyet a nyitott ragasztós- vagy vakolóanyagos vödröktől. A könnyű polisztirol morzsalék belekerülhet az anyagba, és ez nehézségeket okozhat a későbbi elsimításnál. A ragasztóba keveredett szennyeződést felhordhatjuk a felületre – az üvegszövet háló alá. Ekkor a felület átcsiszolásakor a kidomborodást lecsiszolva kilyukasztjuk a hálót, megszakítva ezzel a felületerősítés folytonosságát.
A homlokzatok hőszigetelésére ragasztott polisztirol és kőzetgyapot és hőszigetelő vakolat hőszigetelő rendszerek alkalmasak. A fal külső felületére felragasztott expandált polisztirol hőszigetelő lemezekből áll.
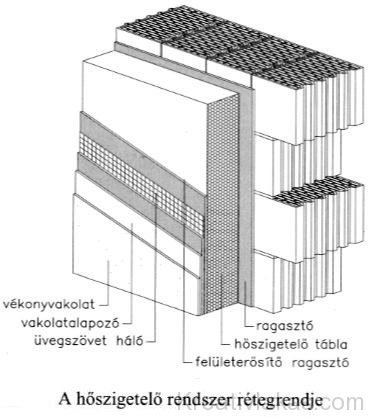
Ezek felületét ragasztóanyagba ágyazott üvegszálas háló erősíti. A felületet vékony, könnyű, esztétikus és ellenálló vékonyvakolat zárja le.
A rendszer elemei
- Ragasztó: A rendszerhez tartozó ragasztó cement és diszperziós műgyanta kötőanyagú ragasztó keveréke, vagy szárazon előre kevert, zsákos ragasztóanyag. Ezekkel lehet a hőszigetelő lemezeket a falfelületre ragasztani, illetve a felületerősítő üvegszövet hálót beágyazni.A diszperziós műgyanta kötőanyagú ragasztó vízzel hígítható, de kötését követően vízben nem oldódik. Páraáteresztő, nedvszívó felületekre ajánlott, kiváló tapadóképességű, nagyon szilárd anyag.
- Polisztirol keményhab lemez: A rendszer hőszigetelő elemei az expandált polisztirol lemezek. Ezek nagyon hatékony, könnyű, tartós, méretállandó lemezek. A hőszigetelés vastagságát mindig épületfizikai méretezés alapján kell meghatározni. A méretállandóság mellett a lemezek garantáltan térfogatállandóak is.
- Az üvegszövet háló: A felületi ragasztóréteg bevonaterősítő és feszültségkiegyenlítő betétanyaga. Folyamatosságát 10 cm-es átfedéssel biztosítjuk. A hőszigetelés és a (műanyag vagy fém) kiegészítő profilok felületén át kell vezetni. A speciális üvegszálszövet lúgálló. 1,00 m széles tekercsekben forgalmazzák. Anyagszükséglet: 1,10 m2/m2.
Vékonyvakolatok
A vékonyvakolat és a hőszigetelő vakolatok felhordása előtt a gyártó által ajánlott alapozót kell a felületre felkenni. Ez az anyag egyenletesen nedvszívóvá teszi a felületet a vakoláshoz, és tökéletesebb tapadást biztosít a vakolatnak. A vékonyvakolat alapozó kötőanyaga diszperziós műgyanta. Vízzel hígítható, a kötést követően a víz nem oldja, páraáteresztő. Anyagszükséglet: 0,15 kg/m2 1:1 arányban (kb. 15 dkg/m2 alapozó 0,15 liter/m2 vízhez) vízzel hígítva.
A vékonyvakolat diszperziós műgyanta kötésű vakolóanyag. Az ebből készített felület vízzáró, de páraáteresztő. A diszperziós műgyanta tartalmú termékek a gyártás során megfelelően beállított nedvességmennyiséggel készülnek.
Amíg a víz a légcserementesen zárt, megfelelő hőmérsékleten tárolt műanyagvödrökben, a vakolóanyagban van, addig a térhálósodás nem indul meg. Az anyag kötése azonban a felhordást követően néhány órán belül megkezdődik, és zavartalan lefolyás esetén 24-48 órán belül tökéletesen lezajlik. Ügyelni kell arra, hogy a felület ne kapjon többletnedvességet (például ne ázzon meg). A nedvesség károsan befolyásolja a kötést és a végleges vakolatminőséget. Természetesen – mint vizes diszperziók – a vékony vakolatok a teljes szilárdulásig fagyveszélyes anyagok. A tárolási-, szállítási-, felhordási- és kötési idő alatt fagyterhelésnek nem tehetők ki.
A rendszer kiegészítői
A ragasztott polisztirol homlokzati hőszigetelő rendszer kiegészítő elemei a következők lehetnek:
- Fém (alumínium) lábazati indítóprofil.
- Fém (alumínium) vagy műanyag élvédő profilok vagy azok üvegszövet háló sávval kiegészített változatai.
- Tárcsás rögzítődűbelek.
- Homlokzati díszítőprofilok.
A polisztirol hőszigetelő rendszer felhordható nyers betonra, téglafalra, új és meglévő vakolatra, cementkötésű forgácslapra, zúzalékfedésű panelre. Kerámia burkolatokra, általában nedvszívó, megfelelően szilárd és tartós felületekre is jó. A fogadófelületet a ragasztóréteg felhordására alkalmassá kell tenni, vagyis elő kell készíteni.
Az alapfelületnek biztosítani kell a ragasztó megfelelő tapadási lehetőségét: a ragasztókeverékben lévő keverővíz részleges elszívását, majd tartós együttdolgozását a ragasztóval. A friss betonfelület legyen legalább 28 napos, légszáraz, max. 5% nedvességtartalmú, por-és formaleválasztó, más szennyeződésektől mentes.
Új téglafal és új vakolat max. 5% nedvességtartalmú, por- és szennyeződésmentes lehet. Az oltatlan mészcsomóktól (mészkukactól) eredő felületleválásokat el kell távolítani. A vakolóhabarcs legalább Hvh 10 minőségű legyen.
Meglévő vakolat esetén vizsgálni kell annak felületi és szerkezeti szilárdságát, valamint állékonyságát. A felület néha morzsolódik, laza szerkezetű, fagyáskárokat szenvedett, erodált, benyomódik, megpuhul, kong vagy szemcsekipergés tapasztalható rajta. Ekkor ezeken a helyeken a vakolatot a szilárd alapvakolatig vagy a falazóanyagig le kell verni. A felület kalapácsos átkopogtatásával lehet meggyőződni arról, hogy a vakolat tapadása megfelelő. Kongó hang vagy közepes erejű kopogtatásból származó repedés esetén a vakolat nem elég szilárd. Az ilyen részeket szintén el kell távolítani.
A megfelelő szilárdságú fogadófelület legyen sík. Felületi egyenetlensége nem lehet nagyobb ±5 mm-nél. Ezt legalább 2 m hosszú, egyenes léccel kell ellenőrizni függőleges és vízszintes irányban egyaránt. Ha a felület egyenetlensége ezt a mértéket meghaladja, akkor kiegyenlítő alapvakolatot kell készíteni. Minősége legalább Hvh 10, síkbeli egyenetlensége pedig legyen megfelelő az előbbi követelménynek. Ilyen esetekben a ragasztóréteg felhordása csak a felület teljes száradását követően kezdhető meg.
A hőszigetelés kialakítása előtt a festett felületeket alaposan meg kell vizsgálni. A rendszerhez tartozó ragasztó általában jól ragad a különböző festésekhez. A problémát az okozhatja, hogy a festék és az alapfelület nem megfelelően tapad egymáshoz. Előfordulhat, hogy az eredeti festés leválik a falról, ezáltal az egész hőszigetelés tartóssága veszélybe kerül. Általános szabályok nem állíthatók fel, de az említettek miatt minden esetben célszerű eltávolítani a festést a teljes felületről. Amennyiben ez nem oldható meg maradéktalanul, akkor a ragasztást mechanikai rögzítésekkel kell kombinálni.
A hőszigetelési munka megkezdése (sőt, az árajánlat összeállítása) előtt alapos vizsgálatot kell végezni a falakon. így fel lehet mérni a hőszigetelő rendszer beépítésén kívül szükséges további előmunkálatokat, javításokat.
Ragasztókeverék elkészítése
A ragasztó kis mennyiségben kőműves kanállal, spaklival is összekeverhető. Fontos, hogy a kapott anyag csomómentes legyen. Nagyobb mennyiséget a fúrógépbe csatlakoztatható keverőszárral dolgozzunk össze (14.6. ábra). A cementet fokozatosan adagoljuk a ragasztóhoz. A teljes átkeverés után legalább 5-6 percig hagyjuk pihenni, majd ismét keverjük át. Ezzel a művelettel biztosítjuk a cement tökéletes beoldódását, egyenletes eloszlását. A túlzott cementadagolás megváltoztatja a ragasztó végleges tulajdonságait. Az 50%-nál nagyobb mennyiségű cement könnyen megég, locsolásos utókezelés következtében pedig a műgyanta károsodik.
Szükség esetén legfeljebb 5%-nyi vízzel hígítható a keverék. Elkészítését követően a keverőszerszámot azonnal mossuk el, vagy legalább a ragasztókeverékkel bevont szerszámfelületet tartsuk víz alatt. Egyszerre csak annyi ragasztókeveréket készítsünk, ami 1-2 órán belül elfogy. Ha ezután a keverék sűrűsödik, ne hígítsuk fel vízzel. Az ilyen keverék már nem használható fel!
Az előbbieknél lényegesen egyszerűbb a készre kevert, száraz, zsákos ragasztóanyagok alkalmazása. A helyszínen ezekhez csak vizet kell adagolni. Csak a víz megfelelő mennyiségére és minőségére kell ügyelni (a bekevert, már bőrösödő ragasztóhoz további vizet tilos keverni). A ragasztót szintén keverőszárral kell egyenletesen csomómentesre keverni.
Felületi impregnálás
Elterjedt eljárás a betonfelületek impregnálása. Ennél a módszernél a felület közelében található kapillárisok lesznek víztaszítóak, vagyis jelentősen csökken, megszűnik a kapilláris tulajdonság. A vízbehatolás tehát úgy szüntethető meg, hogy a páratechnikai tulajdonságok nem romlanak. Ilyen célra leggyakrabban különböző szilikonokat használnak, amelyek hatása azonban 5-7 év alatt jelentősen csökken. Az impregnálással a beton mechanikai tulajdonságai nem változnak. A nyomás alatt lévő vizet az impregnált beton átengedi.
Utólagos felületi javítások
A szennyezett zsaluanyag, a hiányos tömörítés eredménye lehet, hogy a beton felülete egyenetlen, üreges, fészkes, szemmel láthatóan károsodott lesz. A megrongálódott vasbeton szerkezetek javítására kialakult rendszer az acélbetétre és a megrongálódott betonra közvetlenül felhordható tapadóiszapból, kétrétegű betonkiegyenlítő habarcsból és betonfestékből áll. A hozzáférhető részekről a laza, könnyen leváló darabokat vésővel, kalapáccsal el kell távolítani. Az acélbetéteket a rendelkezésre álló hely függvényében a korrodált részektől meg kell tisztítani.
A felület megfelelő előkészítése, tisztítása után a javítás első lépéseként tapadóhidat hordunk fel a felületre. Ezzel fokozzuk a tapadást, és óvjuk a betonacélokat a korróziótól. A tapadóiszapot tiszta vízzel kell megkeverni olyan sűrű masszává, hogy kefével vagy ecsettel kenhető legyen. A betonalapot a felkenés előtt elő kell nedvesíteni. Ügyeljünk arra, hogy a tapadóiszap teljes felületén takarja a korrodált acélbetétet!A nagyobb betonkitörések javítására speciális betonkiegyenlítő habarcsok alkalmasak. A kiegyenlítő habarcsot a tapadóiszapra kb. 30-45 perces várakozás után hordhatjuk fel.
Habarcsok
A végleges felületi javításhoz kétféle habarcs áll rendelkezésünkre: a durva hibák kiegyenlítéséhez durva betonkiegyenlítő habarcsot, a finom, befejező simításhoz pedig finom betonkiegyenlítő habarcsot kell használni. Mindkét, típus hidraulikus kötőanyagú, műgyantával javított anyag, melyeket csak tiszta vízzel kell felkeverni. A keverés során a vizet fokozatosan adagoljuk, hogy könnyen bedolgozható masszát kapjunk.
Sűrűre kevert anyaggal a mélyebb lyukakat is egy munkamenetben ki lehet tölteni. A felhordást előnedvesítés nélkül acélspaklival, nagy felületeknél rozsdamentes glettvassal, kőműves szerszámokkal végezzük. Az anyagot gondosan tömörítsük be. Ha tökéletesen sima felületeket szeretnénk, az első réteg megkeményedése után célszerű finom betonkiegyenlítő habarcsot felhordani (ez már a második réteg). A simításra alkalmas réteget 10 mm vastagságig egy munkamenetben felvihetjük a felületre.
Kiszáradás után (min. 6 nap) a lesimított felületet csiszoljuk le, majd betonfestékkel fessük át. 48 óra után lesz vízálló. Amennyiben a vasbeton részeken magasabb kloridterhelés (pl. téli sózás) várható, a betonfestés előtt ajánlatos hidrofobizáló impregnáló kezelést végezni.
Megjegyezzük, hogy a régi-új anyagok összeépítésével az erőátadás általában nem valósul meg, és a réteghatáron fellépő feszültségek hatására a kapcsolat tönkremehet. A kipótolt habarccsal a beton nem lesz egységes, ugyanis az eredetivel teljesen azonos anyagszerkezetet nem lehet kapni. Az ilyen javítások alkalmazása akkor ajánlott, ha a teherhordó keresztmetszetben nincsen károsodás, és csak esztétikai igényeket kell kielégítenünk.
Belső üregek injektálása
A nem megfelelő tömörítés eredménye lehet, hogy a beton belül üreges, fészkes lesz. Az ilyen beton nem takarja megfelelően a betonacélt, nincs elégséges tapadás az eltérő anyagok között, valamint a tervezett betonszilárdságot sem érjük el. Hasonlóan káros, ha repedés keletkezik a betonban, mert így nem védett az acél a korróziótól.
A betonszerkezetek belső hiányosságai csak műszeres vizsgálattal mutathatók ki. Javításkor az üregekbe be kell juttatni az injektáló csövet, és levegővel át kell fúvatni azokat, majd egy vízöblítés után következhet a cementhabarcs injektálása. Ez olyan anyaggal történik, amely jól folyik, kitölti a rendelkezésre álló teret, kötéskor nem zsugorodik és duzzad, jól tapad a betonhoz és az acélhoz. Erre elsősorban a finomabb szemszerkezetű adalékanyagot tartalmazó cementhabarcsok alkalmasak.
A belső üregek injektálását célszerű nyomás alatt végezni. A jól kivitelezett injektálás növeli a beton teherbírását, és csökkenti az acélbetétek korrózióját. Általánosságban meg kell jegyeznünk, hogy a beton tulajdonságainak javításához csak olyan szerek használhatók, amelyek a betonacélt semmilyen mértékben sem károsítják (nem alkalmazható pl. kloridtartalmú szer).
Olvasmány
A betonacélok védelmének fokozása, korrózióvédelem
A betonacélokat elsősorban a korróziótól óvjuk. Védekezhetünk tudatos tervezéssel, anyagválasztással, a betonfelületek bevonásával, és távol tarthatjuk a károsító anyagokat. A betonra felvitt bevonatokkal korábban már foglalkoztunk. A betonacélok felületi bevonása a szerkezet gyártása/szerelése előtt oldható meg legegyszerűbben. A bevont acélok sértetlenségére vigyázni kell. A bevonat csak akkor elfogadható, ha egyenletes és folytonos rétegvastagság borítja a felületet, a bordázat megmarad, az acél és a bevonat, illetve a bevonat és a beton között biztosított a tapadás.
Utólagos felületi bevonásnál passziváló pigmentet vagy adalékszert tartalmazó, műanyaggal módosított cementes anyagot alkalmazhatunk. Ennek a pH-értéke közel azonos a betonéval. Utólagos bevonatoknál is alapkövetelmény, hogy a betonhoz és az acélhoz is megfelelően tapadjanak. A betonvasakat ezért meg kell tisztítani az őket körülvevő károsodott, karbonátos betontól, a málló részektől, a zsírtól, az olajtól és a rozsdától.
Gyakori védekezés az inhibitorok használata
Az inhibitorok olyan anyagok, amelyek kémiai hatás révén a korróziós reakciókat megakadályozzák, vagy a támadó anyagokat lekötik, és védőréteget alakítanak ki az acél körül. Az inhibitorok csak a kloridtartalom függvényében megválasztott mennyiségben adagolva nyújtanak megfelelő védelmet. Utólagos védekezésnél a beton kapillaritását kihasználva juttathatjuk a szereket a betonacélok közelébe. Az inhibitorok nedves környezetben kioldódhatnak a betonból, ezt meg kell akadályozni.
A teherbírás növelése
A teherbírás növelésének elfogadott, tervezhető, kivitelezhető megoldásai az alábbiak lehetnek:
- A megtámasztási pontok sűrítése.
- A betonkeresztmetszet növelése.
- Többlet betonacélok hozzáadása, pótlása.
- A külső oldalon kiegészítő feszítőrendszer kialakítása.
- Betonfelülethez ragasztott-dűbelezett acélszálak alkalmazása.
- A felületre ragasztott szálas anyagokkal (üvegszál, szénszál) történő megerősítés.
- Pillérek és falak esetében köpenyezés, vagyis a meglévő szerkezet körbeszerelése méretezett vasalással, és a zsaluzat közti részek kibetonozása.
Munkavédelem és baleset
Tudnunk kell, hogy az égetésnél égési sérüléseket szenvedhetünk, ezért megfelelő szekértelemre és elővigyázatosságra van szükség. Használjunk védőkesztyűt, és viseljünk zárt ruházatot. Az égetés helyszínén megfelelő tűzoltó berendezésnek kell lennie. Ügyeljünk arra, hogy az égetett alapszerkezet (például faanyag) ne szenvedjen sérülést, és ne kapjon a kelleténél nagyobb hőterhelést.
A bázikus maratószerek a bőrfelületünket károsítják, ennek következtében a marások helyén roncsolódás, nehezen gyógyuló sebek keletkeznek. A szemünkre is veszélyesek ezek az anyagok, ezért alkalmazzunk mindig védőszemüveget. A bázikus eredetű folyadékok csúszóssá teszik a kezünket, illetve a munkahely padozata is síkossá válhat.
Ezért csak zárt edényben szállításuk és tároljuk ezeket, és járjunk el gondosan. Az edényen a „Maró anyag és Méreg” elnevezést fel kell tüntetni. Csak elkerített, mások számára nem hozzáférhető helyeken szabad az anyagokat felhasználni. A munkavégzéshez zárt ruhára, védőkesztyűre, gumikötényre és védőszemüvegre van szükség. A bázikus marató szereket nem szabad a csatornába önteni. Az elsősegélynyújtásra a dolgozókat oktatni kell.
Hosszabb hatóidő után (kb. 24 óra) az előkezelt felületet alaposan le kell kefélni (a bevonat rétegei nem sérülhetnek), végül tiszta vízzel jól öblítsük le. A kezelt felületet kiszáradás után további előkezelés nélkül átfesthetjük, illetve átdolgozhatjuk.
A falfirkák eltüntetésére többféle szer került forgalomba. A tisztítószerek egy része csak olyan falfirkák eltávolítására alkalmas, amelyeket előzőleg nem kezeltek védőszerekkel. Más szerek már kezelt felületekre is felhordhatok.
Általánosságban elmondható, hogy a falfirkák a következő felületekről távolíthatók el:
- Bármilyen természetes kő.
- Téglafalak és betonkövek.
- Betonfelületek.
- Festés nélküli vakolatok, fémfelületek.
- Olyan területek, ahol nem végezhető munka nagynyomású tisztítógépekkel.
A tisztítózselé olyan tisztítószer, amellyel a falfirka minden fajtája – az aljzatot kímélő módon – könnyen eltávolítható. Tudnunk kell azonban, hogy a tisztítószer nem hígítható oldószerekkel vagy vízzel, és nem alkalmas simítómasszák, ragasztóhabarcsok és koromlerakódások eltávolítására.
A falfirkatisztító zselét simítóval vagy ecsettel kell felhordani. Zselészerű állaga miatt hosszabb ideig a megtisztítandó aljzaton marad, és így nem visz át festékrészeket a felület alá. 5-10 perc hatásidő után a zselét nagynyomású, tiszta vízzel el kell távolítani. Abban az esetben, ha a munkavégzés nem lehetséges nagynyomású tisztítógépekkel, úgy a tisztítózselét kézzel, folyó víz és keményszálú kefe segítségével is letakaríthatjuk. Ha szükséges, a folyamatot meg kell ismételni. A felületet megfelelő mennyiségű tiszta vízzel alaposan le kell öblíteni.
A régi épületek nedves falazatainak a felújításánál először a falszerkezetek felnedvesedésének az okát kell megszüntetni. Ez általában utólagos falszigeteléssel lehetséges. Ezeknél a megoldásoknál a víz felszívódását utólagos szigetelőréteg beépítésével lehet megakadályozni.
Az utóbbi időben a nedves falakat kiszellőző tulajdonsággal rendelkező vakolatokkal újítják fel. Ezeknek a vakolatoknak az alapanyaga olyan adalékot tartalmaz, amely a cementhabarcs-keverékben egyenletes eloszlású, nyílt pórusrendszert alakít ki, és a megszilárdult habarcsban is megmarad. Ez a pórusrendszer alkalmas kisebb mennyiségű falnedvesség elpárologtatására és a kristályosodó sók korlátozott befogadására. Az aktívan száradó és szellőző vakolat 30 nap után átfesthető. Festékként csak jó páraáteresztő képességű anyagot alkalmazzunk. Beltérbe a hagyományos meszelt felületképzést javasoljuk, ez a legmegfelelőbb.
A kiszellőző adalékot tartalmazó vakolatok alkalmasak tégla-, terméskő-, beton és vegyes falazatok vakolására beltérben és kültérben egyaránt.
A nedves falak felújításának lépései
- Szemrevételezéssel állapítsuk meg a nedves falszakasz nagyságát.
- Verjük le a régi vakolatot az észlelt nedvesedési határ felett min. 50 cm-rel, egy homlokzati síkon teljes sávban.
- Tisztítsuk meg a felületet a vakolat maradványaitól és az esetleges szennyeződésektől.
- A fugákat a megfelelő eszközzel mélyen kaparjuk ki, és mossuk le vízzel a javítandó felületrészt .
- Gúzoljuk be a teljes felületet előfröcskölővel.
- Hordjuk fel a szárítóvakolatot két rétegben, az előírás szerint.
- A felületet szükség esetén simítóvakolattal simítsuk le.
- Szilikát vagy szilikon homlokzatfestékkel vagy belül mészfestékkel lefesthetjük a megszáradt vakolatot. Esetleg szilikát vagy szilikon vékony vakolat is alkalmazható a felületképzéshez.
Homlokzatok tisztítása, karbantartása
A homlokzati szennyeződések károsítják a felületi bevonatokat. A felületek tisztántartása az állagmegóvás mellett esztétikai szempontból is fontos, mert megőrizhetjük a felületképzők eredeti színét és struktúráját. A homlokzatok védelmének és tisztításának módszere a szennyeződés tulajdonságától függ.
Hidrofobizáló anyag
A dísztéglán, illetve a homlokzati vakolat felületén jelentkező mészkivirágzás megbontja az egységes homlokzati képet. Dísztégla felületek esetén az ilyen problémák megelőzése érdekében a falazást dísztégla falazó- és fugázóhabarccsal végezzük, illetve az elkészült burkolatot hidrofobizáló oldattal kénjükbe.
A hidrofobizáló anyag feldolgozásra kész, folyékony, víztaszító hatású, színtelen impregnáló, amely mélyen a felületbe szívódik, ellenáll az UV sugárzásnak. Alkalmas a homlokzatok teljes vagy kiegészítő hidrofobizálására – különösen az időjárásnak fokozottan kitett oldalon – beton, natúr- és műkő, klinker, színezett mész stb. anyagokra. Az alap legyen száraz, por, szennyeződés- és repedésmentes, valamint megfelelően szilárd. A hígítatlan hidrofobizálót permetezéssel vagy kenéssel hordjuk fel egyenletes elosztásban, műanyagmentes szerszámokkal.
Algaeltávolító
Algák, mohák, penészgombák és egyéb mikroorganizmusok eltávolítására falazaton, homlokzaton, vakolaton, betonon, mészkő és terméskő falon, belső falon lehet szükség. Meglévő szennyeződés esetén a felületet algaeltávolítóval tisztítjuk meg. Az algaeltávolító folyékony tisztítóoldat, amely mélyen behatol a falba, és a mélyebben levő spórákat is eléri, így a növényi kártevők növekedését hatékonyan megszünteti. Erős szennyeződések esetén nagynyomású berendezést is alkalmazhatunk. Enyhébb szennyeződések esetén a felhordást ecseteléssel is végezhetjük.
Az erős szennyeződéseket (algákat, mohákat stb.) először mechanikusan, például kefével távolítjuk el. A szennyeződés vastagságától és sűrűségétől függően a száraz felületet koncentrált oldattal vagy 4 súlyrész vízzel hígított oldattal telítettségig alaposan átkenjük. A folyamatot másnap megismételhetjük.
A különféle felületeken lévő bevonatok karbantartása és felújítása eltérő technológiát, anyagokat és feltételrendszert igényel. Ennek az az oka, hogy a homlokzatokon, fa- és fémfelületeken, külső és belső terekben a különböző bevonati rendszerek másként viselkednek, és másképp is mennek tönkre. A felújításukhoz használt anyagok is mások lehetnek, hiszen azok állandóan fejlődnek.
A hétköznapi életben nagyon sokféle felülettel találkozhatunk, gondoljunk csak arra, hogy minden építészeti kornak megvolt a jellegzetes felületképző anyaga. így az idő múlásával az egyszerű vakolattól a tapétákon át egészen a rozsdamentesítés nélküli korrózióvédelemig és az utólagos hőszigetelésekig sok minden megváltozott.
Enyves falfestés felújítása
Enyves festés felújításakor a régi festékréteget legtöbbször le kell mosni, esetleg kaparni. A felületre korongkefével felvitt nedvesség hatására az enyves festékréteg megduzzad, meglágyul, és festékkaparóval könnyen eltávolítható. Az áztatást, ha szükséges, meg kell ismételni. Arra azonban ügyeljünk, hogy túl sok nedvesség ne kerüljön a falba, mert hosszabb ideig is eltarthat, amíg kiszárad. Kaparáskor a vakolat, illetve a rajta lévő glettréteg ne sérüljön meg! A műveletet alulról felfelé végezzük, a szerszámot kb. 25-35°-os dőlésszögben mozgatva.
Az egyéb festési eljárásokkal készített alaprétegeket feltétlenül el kell távolítani. Az olaj-mázolt, tapétázott felületek esetén a mázolt réteget és a tapétát a vakolat alapjáig le kell kaparni. Az olajmázolt felületekről a festékréteget égetéssel, kaparással, maratással lehet eltávolítani. A tapétát általában nedvesen szedhetjük le. A művelethez használhatjuk a tapétagőzölő berendezést is. Vastagabb tapéták esetén a tüskés henger a legmegfelelőbb, mert a tüskék a felületen átszakítják a burkolatot, ezzel lehetővé teszik, hogy ezeken keresztül a nedvesség a tapéta mögé jusson. A burkolat eltávolítása után a falon lévő festékmaradványokat is le kell szedni.
A már meglévő, többrétegű mészfestést enyves festés előtt le kell kaparni. Vékony, jó minőségű mészfelület csiszolás és portalanítás után alkalmas lehet az enyves festésre. A felújítási munkáknál gyakran előfordul, hogy a sérült, a felülettől elvált vakolatrészek folytonossági hiányt okoznak. Ilyen esetekben a vakolatot fel kell újítani, ehhez többféle, kész javítóvakolat áll rendelkezésünkre.
A leporló, puhább vakolatot esetleg fluátozással lehet az enyves festésre alkalmassá tenni. Csak a tiszta vakolat fluátozható, a régi festékmaradványokat, szennyeződéseket el kell távolítani. Általában háromszori fluátozás szükséges három egymást követő napon. Az 1 m2 felületre szükséges fluátkristály mennyisége 150 g. Az oldatot nem egyformán töményen hordjuk fel. Hígabbal kezdünk, majd a végén a legtöményebb oldattal kenjük át a felületet.
A felújítási munkák során az alapfelületet minden esetben szappanozni kell, még a meglévő enyves festékét is. A szappanozás megköti a porszemcséket, az újonnan készülő festékréteget elszigeteli a régitől, és megakadályozza, hogy a felület gyorsan elszívja az új rétegből a nedvességet. A további műveleteket az új munkákhoz megadott technológiai sorrendben végezzük el.
Meszelt fafelületek újítása
A meszelt falfelületeken a festékréteg egy idő után elválik az alapfelülettől. Ez a jelenség előbb bekövetkezik vastag mészfesték esetén és azokban a helyiségekben, ahol a gáz égéstermékei érintkeznek a bevonattal. A felületek újrameszeléséhez a régi mészréteget el kell távolítani a szilárd alapfelületig, azaz a vakolatig. Eltávolításkor ügyelni kell arra, hogy a vakolat lehetőleg ne sérüljön meg. A munkát hideg vagy langyos vizes lemosással kezdjük. Ha a régi mészfesték rétege igen vastag, és lemosással nem távolítható el, akkor spatulával, kaparóval vagy fémkefével kell eltávolítani.
Meszelés előtt nagy figyelemmel kell eltüntetni az olyan régi festést, amely anyagában nem egyezik az újonnan készülővel. Régi vakolaton, mielőtt a festéket felhordanánk, az előző festést (különösen az enyves festést), tapétaréteget teljesen kaparjuk le, és bő langyos vízzel mossuk át. Ugyanez vonatkozik a vízüveg vagy olajmázolásra is. Az eltávolított festékréteg apróbb maradványait csiszoljuk és poroljuk le, majd végezzük el a portalanítást. Mindezt annak érdekében kell megtenni, hogy az újonnan készülő mészfesték rétege az alaphoz kellő mértékben hozzá tudjon kötni. A hibákat tapaszolással és gletteléssel javítsuk ki.
Mázolt felületek felújítása
Az épületek belső terében a mindennapos használat, a tisztítás következtében bekövetkező kopás, valamint a felületi sérülések miatt van szükség a felújításra. Külső térben az időjárás hatására a bevonatok tönkremennek, elveszítik a színüket, megrepedeznek, felhólyagosodnak. A szakszerűen elkészített mázolt felületek tehát 5-7 év eltelte után mindenképpen felújításra szorulnak.
Sok esetben a mázréteg alatt megkezdődik a szerkezet korróziója. Gyakran lehet látni elhanyagolt fa- és fémszerkezeteket, ahol a mázréteget nem újították fel, és az anyag tönkrement. Ez általában 15-20 év alatt következik be, ha semmilyen karbantartást nem végzünk. Ilyen esetekben nehéz a felújítás, általában csak a teljes csere oldja meg a problémát.
A mázrétegek élettartama a festékanyag minőségétől és a felület mázolására vonatkozó technológia betartásától függ. Általában igaz az a megállapítás, hogy a drágább alapanyaggal jobb felületi minőséget lehet elérni. Ezért a felülethez igazodva – lehetőségeink figyelembevételével – a lehető legjobb alapanyagot kell alkalmazni.
Nagyobb kiterjedésű tönkremenetel esetén az egész bevonatot el kell távolítani az ismertetett módszerek valamelyikével, és új rétegeket kell felhordani. Kedvező esetben, ha például csak a bevonat felső rétege hámlik, az állagmegóvást elvégezhetjük úgy is, hogy csak a laza réteget távolítjuk el, egészen a szilárd alapfelületig. Amennyiben a bevonaton csak helyi károsodások vannak, akkor csak helyi javításokat végzünk.
Gondot okozhatnak az olaj- vagy zsírszennyeződések, illetve a poros alapfelület. Ezek a felületen tapadási problémákat idézhetnek elő, ezért eltávolításukról gondoskodni kell. A port szemrevételezéssel vehetjük észre. Az olaj- és zsírszennyezett felület onnan vehető észre, hogy a felületre cseppentett víz nem szívódik be, hanem csepp alakban rajta marad.
Ha bázikus eltávolító szert használtunk, akkor a felület kémhatását is meg kell állapítanunk. Ezt pH-mérésre alkalmas indikátorral végezzük. A semlegesítést többszöri vizes mosással segíthetjük elő. Mivel ez rendkívül sok nedvességet juttat a fába, ezzel az eljárással egyre ritkábban dolgozunk. Ehelyett inkább az oldószeres festékeltávolítókat, illetve a csiszolást alkalmazzuk.
Gyakori probléma a fafelület szerkezeti anyagának, tehát a fának a károsodása (pl. korhadás, vetemedés stb). Ez általában nedvesség hatására következik be: a fa elkorhad, szilárdsága csökken. Ilyenkor a laza részeket el kell távolítani, és műfával vagy más megfelelő minőségű tapasszal kell a folytonossági hiányt pótolni. Előtte természetesen a felületet impregnáló alapozással kell ellátni. A komolyabb hiányosságokat csak asztalosmunkával lehet kijavítani. Az asztalos gyakran a szerkezeti részek részleges vagy teljes cseréjével végzi el a felújítást.
A fafelületek felújításának lépései
A fafelületek felújításának lépései a következők:
- A károsodás mértékének függvényében teljesen vagy csak a károsodott részeken eltávolítjuk a bevonati réteget/rétegeket.
- Átcsiszoljuk a teljes felületet. Ennek során eltávolíthatók a szennyeződések, festékmaradványok. A műveletet portalanítással fejezzük be.
- Impregnáló alapozás (beeresztés) következik azért, hogy a felület megfelelő telítettségű legyen. A faanyag védelme érdekében különböző védőszerekkel kezelhetjük a szerkezeteket (pl. gombamentesítés, állati kártevők elleni védelem).
- Folttapaszolást végzünk késtapasszal. Ezzel a helyi hibákat, felületi sérüléseket javítjuk.
- Száradás után a csiszolás következik portalanítással.
- Szükség szerint simítótapaszoljuk a felületet.
- Száradás után ismét csiszolunk, portalanítunk.
- Felhordjuk az első közbenső festékbevonatot, majd száradást követően a második közbenső réteg következik.
- Végül az átvonó zománcfestéket kenjük fel. A felhordás technikája, menete megegyezik a korábban bemutatottakkal.
Mázolt fémfelületek felújítása
A – jellemzően vas és acél – fémfelületek felújítására akkor kerül sor, ha a felületen megjelenő korrózió az egész bevonatot veszélyezteti, miközben a szerkezeti anyag is károsodhat. A vas és acél anyagoknál a rozsdaképződés térfogatnövekedéssel jár, így a bevonatot a felület ledobja magáról. Ennek eredményeként az állagromlás felgyorsul.
A fémfelületek bevonatának eltávolítására bármelyik bemutatott módszer és eltávolító anyag használható. Gyakoriak a mechanikus módszerek, mert a festékréteggel együtt a fém-oxid rétege is eltávolítható. Használhatunk kézi vagy gépi működtetésű csiszolóeszközöket, drótkefét, tűköteges festékeltávolítót. A legjobb minőségű felületet homokfúvással érhetjük el. A homokszemcsék folyamatos felülethez ütközése olyan súrlódást hoz létre, ami fémtiszta felületet eredményez. Szükség szerint el kell távolítani a zsír- és olajszennyeződéseket is. A régi mázolást a fémfelületekről le is égethetjük. Vigyázzunk, a fémek jó hővezetők, a felület gyorsan felhevülhet! Égetés és kaparás után újból alapozni kell. A bevonat marató folyadékkal is leszedhető. Ekkor a felületet ugyanúgy semlegesíteni kell, mint a faanyagnál.
Fontos, hogy fém alapfelületek esetén szinte mindig a teljes bevonati rétegrendet eltávolítjuk. Itt tehát nem alkalmazható olyan eljárás, mint a fánál, amikor csak a felületi bevonatot választjuk le. Mindemellett megfelelő eljárással a felület oxidszennyezettségét is meg kell szüntetni (homokfúvásnál ez eleve megtörténik).
Acélfelületek felújításának műveletei
Az acélfelületek felújításakor a következő műveleteket végezzük el:
- Először távolítsuk el a régi festékbevonatot és oxidréteget, valamint a szennyeződéseket.
- Zsírtalanítsuk a felületet, például lakkbenzinnel.
- Hordjuk fel a rozsdagátló alapozóréteget. Ennek vastagsága legalább 60 μm legyen. A különböző bevonati rendszerekhez külön alapozók tartozhatnak!
- Igényesebb felületek esetén végezzük el igény szerint a folt- és simító tapaszolást (külső térben lehetőleg kerüljük).
- Hordjuk fel az első, majd a második közbenső festékbevonatot.
- Végül hordjuk fel a zománcfesték bevonatot! A közbenső és az átvonórétegekhez a bevonati rendszerhez tartozó anyagokat használjuk fel. Vegyük figyelembe a tisztított acélfelület tisztasági fokozatát!
Mázolt falfelületek felújítása
A falfelületek más okokból hibásodhatnak meg, mint a fa- és fémfelületek. Gondoljunk a falszerkezetek átnedvesedéséből, a helytelen összetételű vakolóanyagból, vakolati tömörségből, különleges hatásokból (pl. sütő mögött) stb. eredő problémákra. Felújításkor ezért elsődleges feladat a hiba okának felismerése és megszüntetése. Az okok általában szemrevételezéssel, vagy egyeszű kísérletekkel megállapíthatók (a nedvességtartalom mérése, szilárdsági vizsgálat). Vegyük azonban figyelembe, hogy ezeknek a munkáknak (utólagos nedvesség elleni szigetelés, a vakolat eltávolítása – új vakolat felhordása) az elvégzése legtöbbször nem a festő feladata.
Mázolt falfelület felújítása
A felújítás során az alábbi műveleteket kell sorban elvégezni új, mázolt falfelület kialakításakor (amennyiben a bevonati hiba okát megszüntettük) :
- A felület dörzsölése, csiszolása, portalanítása.
- Mélyalapozás, a szívóképesség kiegyenlítése.
- Gipszelés, glettelés.
- Száradás után csiszolás, portalanítás.
- Felület beeresztése olajfesték-hígítóval.
- Folttapaszolás, száradás után a tapaszok helyén csiszolás, portalanítás.
- Simító tapaszolás, száradás után teljes felületű csiszolás, portalanítás.
- Első, majd második közbenső réteg felhordása.
- Átvonó zománcfesték felhordása.
A különböző felületekre felhordott festékek és bevonatok előbb vagy utóbb tönkremennek, elveszítik eredeti tulajdonságaikat. Ezt környezeti hatások okozzák, amelyek a bevonat fennmaradási ideje alatt többször is változhatnak, és intenzitásuk is eltérő lehet.
A leggyakoribb károsító hatások a következők:
- A hőingadozás, a túl alacsony és a nagyon magas hőmérséklet.
- A víz hatása, az állandó pára.
- A napsugárzás hatása.
- Kémiai hatások, agresszív kémiai környezet.
- Mechanikai igénybevételek.
- Az alapfelületek anyagának korróziója.
Hőingadozás
A hőingadozás környezetünk állandó jelensége, hiszen az időjárás változásával a hőmérséklet is állandóan változik. Ennek hatására az anyagok megváltoztatják térfogatukat: a hőmérséklet növekedésekor kitágulnak, kihűléskor pedig összehúzódnak. A kitágulás és összehúzódás mértéke az anyag fajtájától függ. Vannak olyanok, amelyek kevésbé, míg mások jobban érzékenyek a hőingadozásra.
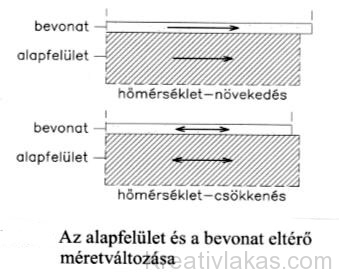
A különböző anyagok és szerkezetek festékbevonatai is ki vannak téve ennek a hatásnak. A problémát az okozza, hogy az alapfelület és a bevonat térfogata eltérő mértékben változik meg. Emiatt a festék felületén hajszálrepedések keletkeznek, és ez a jelenség a festékréteg leválásához is hozzájárul. A túl alacsony és túl magas hőmérséklet azért okozhat problémát, mert a szélsőséges időjárási körülmények között olyan alakváltozás következik be, amit a festékbevonat nem tud károsodás nélkül elviselni.
Víz szerepe
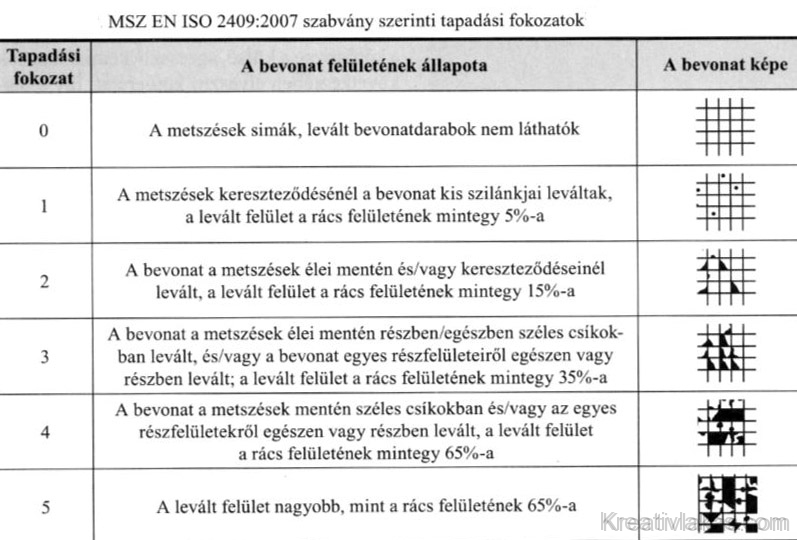
A víz a különböző felületeken oldószerként funkcionál, jelenléte kémiai folyamatokat indíthat el. Meg kell említenünk azt is, hogy a víz gyakran a megengedettnél nagyobb mennyiségben tartalmaz oldott sókat, különböző lúgokat és savakat. Ez azt jelenti, hogy a víz kémhatása miatt káros lehet a környezetére. A pára az időjárási körülményektől függően lecsapódhat a felületen, és károsító hatását sokszor alig láthatóan fejti ki. A festékrétegek tapadását a négyzetmetszés módszerével ellenőrizhetjük. Ehhez a felületet be kell metszeni, és a metszés hatására létrejött leválás %-a alapján lehet a minősítést elvégezni.
Felületi repedések
A felületi repedések kialakulása többféle okra vezethető vissza. A túl sok kötőanyagot tartalmazó festékek túlságosan zsugorodnak, ez összehúzza a bevonatot, és repedések keletkeznek. A nem kellően megszáradt alapozóréteg, illetve az alapozó- és fedőréteg kötőanyag tartalmának nagy különbsége is okozhat repedéseket. A túl vastag tapaszréteg, illetve az indokolatlanul vastag bevonati réteg is felületi repedések kialakuláshoz vezet. A repedések létrejöhetnek az átvonóréteg felületén, a közbenső és az alapozórétegekben is. A bevonati rendszerek összes rétegén áthatoló repedések szabaddá teszik az alapfelületet, és felgyorsítják ezzel az állagromlást. A víz, a kémiai hatások, a hőmérséklet-változás együtt gyors leválást okoznak. Az időben végzett karbantartó festés megakadályozhatja, hogy a bevonat teljesen tönkremenjen.
Régi felületek bevonatainak karbantartása és felújítása
A rideggé válással a bevonat rugalmassága csökken, és a festék törékennyé válik. A levegő oxidálóhatása és az egyéb kémiai hatások következményeként a kötőanyagban változások következnek be, ettől válik rideggé. Ennek következtében a felületen repedések keletkeznek, és a festék kisebb-nagyobb darabokban lemorzsolhatóvá válik.
Krétásodáson a festék leporlását, lekopását értjük. A gyakorlatban úgy szerezhetünk erről tudomást, hogy egy tiszta, fehér ruhával megdörzsöljük a festett felületet, és ha az elszíneződik, a krétásodás megkezdődött. A folyamatot az okozza, hogy a kötőanyag a külső, agresszív kémiai hatások következtében elveszíti kötőerejét. így a pigmentek már nem kötődnek megfelelő erővel, és elválnak, leválnak a felületről.
Csapóeső hatására a kellően nem kötődő részek leválnak, lefolynak a felületről, ez egyfajta felülettisztulást is okoz. A pigmentek leválásával a felület színe és fénye is megváltozik, csökken a bevonat vastagsága, esetleg megváltozik a felület struktúrája. Az említett jelenség addig nem okoz különösebb gondot, amíg a bevonat vastagsága nem csökken jelentősen. Abban az esetben, ha a csökkenés mértéke megközelíti vagy eléri a bevonat vastagsági méretét, el kell végezni a felújító festést.
A sárgulás lassú, folyamatos színváltozás
A természetes állagromlás miatt következik be. A folyamat a fehér és fehérhez közeli árnyalatoknál érzékelhető. Elsősorban a belső terekben lévő, fehérre mázolt bevonatoknál jelentkezik, és csak esztétikai hiba. Úgy védekezhetünk ellene, hogy mázoláskor a fehér szín tónusát a kék vagy eredendően a sárga felé toljuk el. Ha a sárgulás zavaróvá válik, karbantartó mázolással új réteget kell felhordani.
A már megismert kéziszerszámokat (ecsetek, kefék, spatulák, mintázóhengerek stb.) kézi erővel működtetjük. Segítségükkel készül el a kisebb felületű festett, mázolt stb. felület. A kéziszerszámok kiegészítéseként a munkavégzéshez segédeszközök is szükségesek (állványok, tárolóedények stb.).
A festő-, mázoló- és tapétázómunkák elvégzéséhez a kéziszerszámok és segédeszközök mellett kis és nagy teljesítményű gépeket is használunk. így a munkavégzés gyorsabb, ugyanannyi idő alatt nagyobb felülettel lehet elkészülni. A gépek megfelelő használat mellett egyenletes minőséget is biztosítanak. A berendezések valamilyen energiaforrás (elektromos áram, kőolajszármazékok, sűrített levegő) felhasználásával működnek. A gépeket teljesítményük alapján is megkülönböztethetjük.
A kisebb teljesítményűek általában kézi működtetésűek
A gép egy-egy művelet gyorsabb és szakszerűbb (célirányos) elvégzését teszi lehetővé. A rezgőcsiszoló például kiválóan alkalmas a nagy felületek megmunkálására; például egy ajtólap felülete könnyen síkba csiszolható vele. A nagyobb teljesítményű gépek általában üzemi körülmények között működnek, részben vagy teljesen automatizáltan. A részleges automatizálás azt jelenti, hogy a gép bizonyos műveleteket elvégez, de az ember irányítására is szükség van. A teljes automatizálás azt jelenti, hogy a műveleteket pontosan beállított és időzített gépi berendezések végzik, nincs szükség emberi beavatkozásra. Ezekre a gépi berendezésekre jellemző, hogy folyamatosan üzemeltethetők, és nagy teljesítményűek.
A gépi munkavégzés jellemzőit a következőkben soroljuk fel
Előnyös tulajdonságok:
- A gépekkel egységnyi idő alatt több munkát lehet elvégezni.
- A munka minősége javítható.
- Az emberi erő kifejtését jelentősen csökkenteni lehet.
- Speciális műveletek is elvégezhetők.
- Automatizálással a teljes munkafolyamat végrehajtható.
Hátrányos tulajdonságok:
- A kéziszerszámokhoz képest nagyobb a költségvonzatuk.
- Üzemeltetésük szakértelmet, gyakorlatot igényel.
- A rendszeres és időszakos karbantartásról gondoskodni kell.
- A gépesítés csak ott gazdaságos, ahol nagy mennyiségű munkavégzésre van szükség.
Mechanikai oxidmentesítő gépek és berendezések
A felületek mázolásánál nagy jelentősége van a felület szakszerű előkészítésének. A bevonat élettartama ugyanis döntően attól függ, hogy sikerül-e eltávolítani az oxidréteget, vagy a már meglévő bevonati rétegrendet. A képződött oxidréteget, a felületi szennyeződéseket mechanikai úton távolíthatjuk el. A gépi mechanikus eltávolítás során a berendezések ütések sorozatával, csiszolással, éles szemcsék felületre ütköztetésével végzik az oxidmentesítést, a szennyeződés eltávolítását.
A csillagvésős légkalapács sűrített levegővel üzemel, ütések sorozatával, illetve forgómozgásával távolítja el a felületről a szennyeződést, a rozsdát. A csillagvésőt egy dugattyú mozgatja, amely egy rugó segítségével folyamatosan visszatér az eredeti helyére, majd egy újabb lökés hatására újból a felülethez csapódik, illetve elfordul.
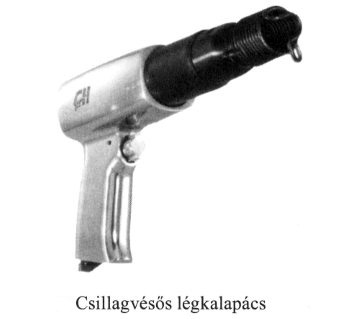
Az ütésszám kb. 3000/perc, a levegő nyomása kb. 0,5-0,7 MPa. A csillagvésős légkalapács elsősorban nagyobb szennyeződések eltávolítására és revementesítésére alkalmas. Nem használható vékony lemezek felületének megtisztítására, mert a felületet erősen felmarja.
A tűnyalábos ütőpisztoly szintén sűrített levegővel működik. Az eszközbe fogott acéltűk kötegének rezgő- és ütőmozgása végzi a felülettisztítást.

Használatakor a köteget a felülethez kell nyomni. A „tűk” mozgása közben követi és folyamatosan súrolja a felületet. így a reve- és rozsdaréteg lekopik a fém felületéről, miközben a tűnyaláb lassan tönkremegy, elfogy. Ezzel az eszközzel a csavarfejek környékét, a hajlatokat, az íves felületi részeket is könnyen megtisztíthatjuk, illetve eltávolíthatjuk róluk a régi festékréteget.
A gépi működtetésű drótkefe a kézi drótkefe működési elve alapján koptatja le a laza rozsdaréteget.
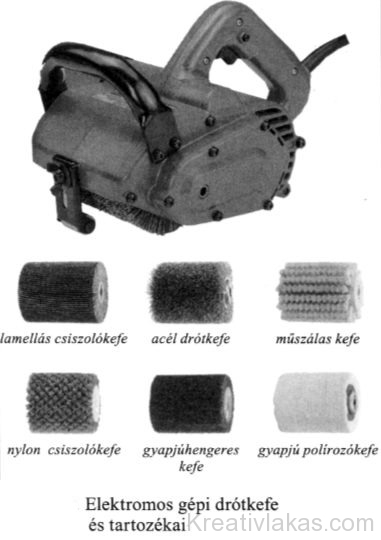
A készülékekhez általában többféle kefét lehet csatlakoztatni. A gépi drótkefézéshez a vékony, kemény acélhuzalból készített tárcsa kör-, illetve rezgőmozgást végez. A felülethez nyomva a kialakuló súrlódás távolítja el a rozsdaréteget.
A csiszológépekkel történő oxidmentesítés során a súrlódás a csiszolóvászon vagy -papír és a felület között jön létre. A működés elve szerint megkülönböztetünk szalag-, vibrációs- és excenteres tárcsás gépeket. A csiszolókhoz porzsák vagy elszívóberendezés is csatlakoztatható, amellyel a keletkező finom port fel lehet szívni.
A szalagcsiszolóknál a végtelenített csiszolószalag két henger körül forog. Ezek közül az egyik a meghajtó henger. A csiszolási szélesség 75-100 mm. A szalag sebessége 200-400 m/perc. Az alsó felület folyamatos mozgás esetén egyenletesen csiszolja a felületet.
A vibrációs csiszoló kemény gumiból készült lapjára kell felerősíteni a megfelelő szemnagyságú csiszolópapírt vagy vásznat. Az elektromos motorral meghajtott excenter vibrálva mozgatja a csiszolóvásznat, így a felületre nyomva létrejön a szükséges súrlódás. A csiszolópapír szemnagyságától függően sík felületek csiszolására, érdesítésére, régi festékbevonatok eltávolítására, rozsdamentesítésre, polírozásra, tapaszbevonat csiszolására stb. alkalmazható.
Használatánál a következőket tartsuk be:
- A munkát mindig kicsi, körkörösen vezetett mozdulatokkal végezzük.
- A csiszolóra nem kell nagy nyomást gyakorolni, a saját tömege elégséges a megfelelő minőségű munka elvégzéséhez.
- Mindig a durvább szemcsézetű vászonnal/ papírral kell a munkát kezdeni, és minden következő csiszolásnál finomabb papírt kell használni.
- Ha áttérünk a finomabb csiszolásra, az előzőekkel ellentétes irányban dolgozzunk!
- A sima felület eléréséhez az utolsó finom papírral elvégzett csiszolás után ronggyal tisztítsuk meg a felületet.
Az excenteres tárcsás csiszolók körmozgást végeznek, és a gumilapjukra erősített csiszolóvászon vagy -papír súrlódik a felülettel. A berendezés elektromos meghajtású, az alapgép és a csiszoló gumilap teleszkóposán csatlakozik egymáshoz. Ennek előnye, hogy a korong mindig teljes felülettel érintkezhet a munkadarabbal.
A deltacsiszolók különösen jól használhatók nehezen hozzáférhető sarkok és szegélyek csiszolásához. A gép keménygumi tányérjának alakja íves, a berendezés elején csúcsban végződik. A csiszolólap rezgőmozgást végez. A csiszolópapírt tépőzárral lehet rögzíteni. Profilok és üreges hajlatok esetén a csiszolótányérnak akár csak a csúcsával vagy csak az egyik szélével is dolgozhatunk. A rezgő- és tárcsás csiszolókhoz hasonlóan itt is van lehetőség a keletkező por elszívására.
A lángsugárral működő oxidmentesítésnél az acetilén-oxigén gáz elégetésekor kb. 3000°C-os hőmérséklet keletkezik. A berendezést a felület előnedvesítése után lehet használni. A keletkező gőz és a magas hőmérséklet fellazítja és eltávolítja a rozsdaréteget. A gázpalackokhoz csatlakozó eszköz égőfején egy vagy több sorban helyezkednek el a 0,3-0,6 mm átmérőjű fúvókák. A lángsugaras oxidmentesítéssel kezelt felületeket a további rétegek felhordása előtt még drótkefével is rozsdamentesíteni kell.
A szemcsefúvó berendezések azon az elven működnek, hogy a nagynyomású levegővel felgyorsított éles szemcsék nekiütköznek a tisztítandó felületnek, és folyamatosan koptatják azt. A koptatóhatás következtében a rozsda és más szennyeződések eltávolíthatók. Az eljárás nagy előnye, hogy a felületre lövellt szemcsék a legkisebb mélyedésekbe is behatolnak, így nagyon tiszta felületeket hozhatunk létre. A szemcsefúvást elsősorban nagy felületeknél alkalmazzuk rozsdamentesítésre, cement és más laza részek eltávolítására. A szemcsefúváshoz éles szemcséjű, osztályozott kvarchomokot, mesterséges korundot, esetleg acélzúzalékot lehet használni.
Hogyan működtethetjük a szemcsefúvó készüléket?
A szemcsefúvó működtetésénél a következő sorrendben kell a munkát végezni:
- Fel kell tölteni a szemcsetartályt száraz, megfelelően osztályozott homokkal.
- Be kell kapcsolni a kompresszort, és nyomás alá kell helyezni a tartályt.
- Be kell állítani a levegő-homok arányt a keverőszeleppel.
- Át kell fúvatni a szórótömlőt tiszta levegővel.
- Ezután lehet a homok-levegő keverékét a csőrendszerbe engedni.
- A szórófúvókát a felülettől kb. 30-40 cm-re kell tartani.
- A fúvókát úgy kell mozgatni, hogy a felület minden része megtisztítható legyen.
A homokot csak a berendezés leállítása és nyomásmentesítése után szabad utántölteni. A többszöri leállás és utántöltés miatt a berendezést szakaszosan kell üzemeltetni. A szemcsefúvás során a felülettel ütköző szemcsék tovább porladnak, ezért csak egyszer lehet a szemcséket felhasználni. A keletkezett homoktörmeléket a munka befejeztével össze kell takarítani.
A szabad sugaras és zárt szemcsefúváskor a következőket vegyük figyelembe:
- A nagy nyomású fúvókát ember felé semmilyen körülmények között sem szabad tartani, ez közvetlen életveszélyt jelent!
- A munkát egyszerre több ember végezze, legyen külön munkavezető, kompresszorkezelő, szemcseadagoló és fúvókairányító!
- A munka környezetét le kell zárni, ott idegen személy nem tartózkodhat!
- A kezelési és karbantartási utasításokat szigorúan be kell tartani.
- A dolgozók csak előzetes oktatás után láthatják el feladatukat.
Meleg vizes, magas nyomású tisztítóberendezések
A felületek előkészítő munkáinál gyakran alkalmazzuk a meleg vizes, magas nyomású tisztító berendezéseket, amelyeknél a tisztítás mosási eljárással történik. Tisztítóberendezésekkel a zsírszerű szennyeződések, a felületre rakódott korom, valamint a tapadó szennyeződések távolíthatók el. Alkalmasak többféle alapfelület tisztítására (beton, fémek, fa stb.), zsaluolaj maradványainak, felületre rakódott pornak az eltávolítására is. Egyenletes felületi tisztaság érhető el velük.
A hatásfok növelésére a vízsugár nagy nyomással érkezik a felületre. A hőmérséklet folyamatosan növelhető, gőzüzemben akár 140°C is lehet. Különböző tisztítószereket is a vízbe keverhetünk. A gépek teljesítménye változtatható, így mindig a felületnek és a szennyeződésnek megfelelő nyomás, vízmennyiség és tisztítószer állítható be. A szállítható víz mennyisége a gép típusától függően 300-1800 liter/óra lehet, a nyomás 30-180 bar között változhat.
A teljesítményt a szórópisztolyon lévő gombokkal fokozatmentesen szabályozhatjuk. így megakadályozhatjuk, hogy a víz visszafröccsenjen. Az elektronikus biztonsági és ellenőrző rendszer hibátlan működést eredményez, megakadályozza a túlhevülést és a megengedettnél nagyobb nyomás kialakulását.
A festékszórásos technológia az elmúlt évtizedekben nagyon sokat fejlődött. Festékszórással jobb minőségű munka végezhető, egyenletes filmvastagság biztosítható, növelhető a teljesítmény, csökkenthető a veszteség, teljesen sík és tagolt felületű tárgyak is bevonhatók. Megemlítjük, hogy a finom szemszerkezetű vakolatokat a festékszóráshoz nagyon hasonló eljárással hordják fel. A szórási módszerek tökéletesítésével a különböző felületekhez és festékanyagokhoz, lakkokhoz, zománcokhoz stb. különféle speciális eljárások alakultak ki.
A porlasztás eljárásai
A festék szórásához a folyékony alapanyagot el kell porlasztani ahhoz, hogy az finom eloszlású köd formájában ütközzön a bevonandó tárggyal. Az apró, elporlasztott festékrészek a felületen egyenletesen oszlanak el, így megmunkálási nyom sem keletkezik. A folyadékfázisban lévő festéket kétféle módon porlaszthatjuk el: levegős és levegő nélküli eljárásokkal.
A levegős eljárásnál a szórandó anyagot nagynyomású levegővel porlasztjuk el. A művelethez egy nagynyomású levegőt előállító kompresszorra és egy szórópisztolyra van szükségünk. A kettőt természetesen nyomásálló tömlővel kell összekötni. A szórópisztoly fúvókaméretét a szórandó anyaghoz kell beállítanunk, valamint szabályoznunk kell a porlasztáshoz felhasznált levegő mennyiségét is. A szórópisztolyokon több levegőnyílás is lehet, ezek számától és elrendezésétől függően csekélyebb vagy erőteljesebb porlasztás érhető el. A levegős eljárásokhoz háromféle szórópisztolyt alkalmazhatunk.
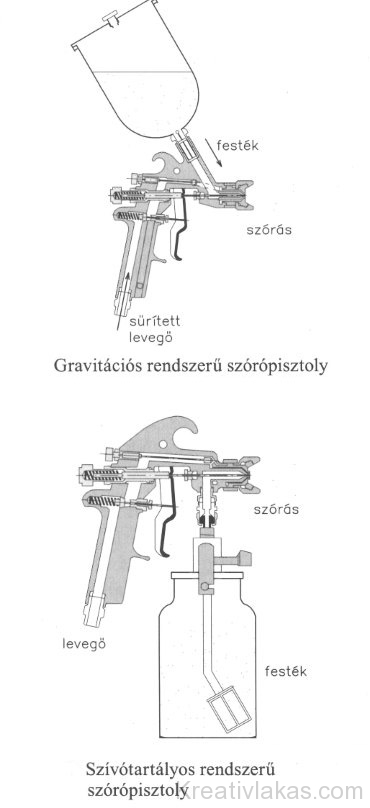
A szívótartályos megoldásnál a festéktartály alul helyezkedik el. A porlasztás alapelve szerint a nagy sebességgel áramló levegő vákuumot idéz elő, és ennek segítségével felszívja a tartályból a festéket. A levegő nyomásától függően változhat a porlasztás mértéke. Ezt a megoldást egyszerűsége miatt alkalmazzák, és mert az eszköz könnyen tisztán tartható.
A nyomás alatti porlasztással működő szórópisztolyok a festékanyagot egy külön tartályból juttatják a pisztolyba. A rendszer úgy működik, hogy a nagynyomású levegő zárt tartályból egy külön csövön keresztül nyomja a szükséges mennyiségű festéket. A levegő felülről állandóan nyomás alatt tartja a folyadékot, amely a csövön keresztül jut a pisztolyig. A folyadéknyomás miatt jobb porlasztást kapunk eredményül, és lehetőség van arra, hogy a tárolótartálytól távol végezzünk munkát. Ez praktikus például állványról végzett munkáknál, mert az anyag magasabb szintre is eljuttatható.
A levegő nélküli eljárásoknál egy szivattyúval nagy nyomást állítunk elő, amely a folyékony festéket egy 0,2-0,6 mm átmérőjű fúvókán nyomja át. A festék a hirtelen nyomásváltozás miatt szétporlad. Ennél az eljárásnál a festék nem keveredik a levegővel. A folyamathoz nagy, 10-250 bar nyomásra van szükség. Mivel a porlasztáshoz nem kell levegő, ezért a szórás nagyon kis veszteséggel végezhető. A szórópisztolyokhoz különböző átmérőjű fúvókák tartoznak. A fúvókák keményfémből készülnek, mert nagy koptató-hatást kell elviselniük.
Porlasztás, szóráskép
A szórópisztolyok külső vagy belső porlasztásúak lehetnek. Ezt a megkülönböztetést az alapján tesszük, hogy a pisztolyon belül vagy azon kívül történik a porlasztás.
A külső porlasztásnál a tűszelep a fúvóka külső síkja elé ér, vagy azzal egy szintben helyezkedik el. A festék mennyiségét a tűszelep előre vagy hátra mozgatásával lehet szabályozni. Ezt a porlasztási módot szívó- és nyomórendszerű pisztolyokhoz is lehet alkalmazni. A belső porlasztása fúvókánál a tűszelep síkja a porlasztófej nyílásán belül van, így a festék és a levegő már itt keveredik. Csak a nyomással működő pisztolyoknál alkalmazható. A szórásnál a festéksugár alakját háromféleképpen változtathatjuk. Lehet: körsugár, lapos vagy vonal alakú.
Kör alakú festéksugár akkor alakul ki, ha a fúvóka nyílását a levegőáram kör alakban veszi körül. A levegő a magával vitt festéket kúp alakban porlasztja el. A kúp közepében, a tengely mentén lesz a legtöbb festékrészecske, míg a szélek felé csökken a mennyiségük. A körsugarú szórást nagy felületeknél alkalmazzák.
A festékszórás hőmérséklete
A felszórásra kerülő festék hőmérséklete befolyásolhatja az elvégzett munka minőségét. Ennek oka az, hogy az alacsonyabb hőmérsékletű festék viszkozitása nagyobb, mint a magasabb hőmérsékletűé. Ezt figyelembe véve három eltérő hőmérsékleti tartományban végezhetjük el a szórást. A festékszórás lehet hideg, meleg és forró.
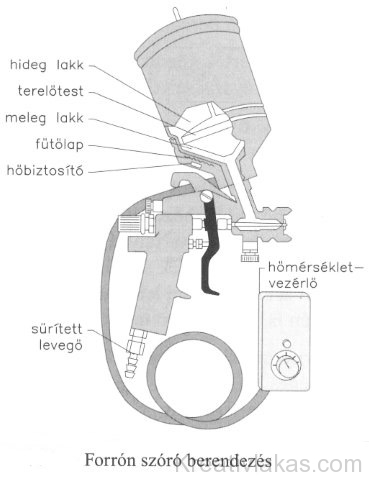
Hideg festékszórásról akkor beszélünk, ha a kiszórásra kerülő anyag hőmérséklete 20°C-nál alacsonyabb. Ahhoz, hogy a festék jól szórható legyen, megfelelő mértékben fel kell hígítani. A szóráskor a hígító egy része rögtön eltávozik, mielőtt a felületre érne, a másik része pedig száradáskor távozik. Az ilyen hőmérsékleten végzett szórásnál előfordul, hogy a felület hőmérséklete eléri a harmatpontot, és vízpára jelenik meg rajta. Ez a jelenség a kész bevonaton tejszerű, fehér foltokat okozhat, és ezzel rontja a minőséget. Hideg festékszórásnál a feltétlenül szükséges hígítónál többre van szükség, a festék-előkészítés így nem takarékos.
Meleg festékszórást 35-40°C-os festékkel végezhetünk. Ezen a hőmérsékleten az előzőhöz viszonyítva csökken a festék viszkozitása, hígabb lesz, és könnyebben porlasztható. A forró szórásnál tovább emeljük a festék hőmérsékletét, a hőfok 55-75°C közötti lehet. Itt az előzőekhez képest már nem változik tovább a viszkozitás.
A meleg és forró szórás előnyei
Összefoglalva a meleg és forró szórás a következő előnyökkel jár:
- A meleg és forró szórással hígítószer takarítható meg (akár 40%).
- A bevonat a magasabb hőmérséklet miatt nem fehéredik ki.
- A szóráshoz kisebb levegőnyomás is elegendő.
- Rétegenként vastagabb bevonat alakítható ki.
- A réteg tömörebb lesz.
- Gyorsabban és fényesebbre szárad a bevonat.
A szórás távolságának megválasztása
A szóráskúpba különböző távolságokban elhelyezett felfogólapokon kialakuló festékréteg vastagsága és eloszlása különböző. Az optimális távolság megállapítása nagy gyakorlatot igényel. A nagyon közeli festékszórásnál az eloszlás egyenletes, ennek következtében a felületen azonos rétegvastagság alakul ki. Egy felület szórásánál azonban a szórópisztolyt túl gyorsan kellene mozgatni ahhoz, hogy a festék ne folyjon meg. Ezt a távolságot tehát a gyakorlatban nem alkalmazhatjuk.
Közepes távolságra tartott szórópisztoly esetén az eloszlás már nem lesz egyenletes, a szélek felé csökken a festék részecskék száma. Mivel távolabb vagyunk a felülettől, a festékszóró annál lassabban és könnyebben mozgatható, és a megfolyás veszélye is kisebb. Ezt a megoldást alkalmazzuk a gyakorlatban. Ezért a keletkező festékkúpot munkakúpnak is nevezhetjük. Az egyenetlen festékvastagságot (15-20 cm) úgy kell kiegyenlíteni, hogy egyenletesen kell mozgatni a szórópisztolyt.
A felülettől távol (20-40 cm) tartott szórópisztoly esetén a festékkúp szélein ritkán helyezkednek el a festék részecskék, és a rétegvastagság nem lesz egyenletes. A nagy távolság miatt nagy lesz a festékveszteség is. Ezt a szórási kúpot lehetőleg ne alkalmazzuk a gyakorlatban.
Alacsony, közepes és nagynyomású szórási eljárások
A szóráshoz szükséges nyomás alapján háromféle szóróberendezést különböztetünk meg:
- Alacsony vagy kisnyomású berendezések: 0,02-0,05 MPa (0,2-0,5 bar).
- Közepes nyomású berendezések: 0,2-0,5 MPa (2-5 bar).
- Nagynyomású berendezések: 10-25 MPa (100-250 bar).
A 10-25 MPa érték között működő nagynyomású szóróberendezések levegő nélkül üzemelnek, a kisebb nyomásértékkel működők pedig levegővel porlasztják el a festéket.
A közepes nyomással működő festékszóráshoz a levegőt kompresszor állítja elő. Ehhez a rendszerhez különböző típusú festékszóró pisztolyokat használhatunk, és a teljesítménynek megfelelő festéktartályra is szükség van. Műgyanta kötőanyagú falfestékek, továbbá lakk- és zománcfestékek szórására is lehetőség van. Ebben az esetben a levegő nyomásának emelésével csökkenteni lehet az elporlasztott festékszemcsék méretét, még azonos viszkozitás esetén is. Túlságosan nagy nyomásnál azonban több festékköd képződik.
A nagynyomású festékszórás levegő nélkül történik. Egy membránszivattyú állítja elő a szükséges 150-200 bar nyomást, és a folyadékot ezzel a nyomással egy néhány tizedmilliméter vastag fúvókán préseli át. A nyomásváltozás hirtelen következik be, és jelentős mértékű, ezért a folyadék apró részekre szétporlad. A nagynyomású festékszóró berendezések a nitro-, a műgyanta-, a vizes műgyanta diszperziós-, az oldószeres műgyanta kötőanyagú- és a lazúrfestékek szórására egyaránt alkalmasak.
Nagynyomású szóráskor a következőket vegyük figyelembe:
- A festék nem tartalmazhat 100 um-nál nagyobb pigment-, töltőanyag- és kötőanyagszemcséket, szennyeződéseket, ülepedett, összecsomósodott anyagrészeket.
- Nem tartalmazhat ülepedésre hajlamos pigmenteket, töltőanyagokat.
- Nem tartalmazhat olyan töltőanyagokat, amelyek szálas, rostos eredetűek.
- Gletteket, tapaszokat nem szórhatunk nagynyomású berendezésekkel.
- Nem szórhatunk ólomtartalmú festékeket, és olyan két- vagy többkomponensű festékeket, amelyek kötésideje 4 óránál rövidebb. Az ilyen anyagok kötésideje a szórás közben a nagy nyomás miatt jelentősen lerövidül.
A festékek szórhatóságához először hígítással be kell állítani a viszkozitást, majd megfelelő lyukméretű szűrőn vagy szűrőzsákon kell átszűrni. A hígításhoz csak az adott festékhez tartozó hígítót szabad használni.
Üzemeltetéskor a következő munkavédelmi előírásokat tartsuk be!
- A kis-, közepes és nagynyomású szórópisztolyokat csak megfelelő érintésvédelemmel ellátott hálózatról szabad üzemeltetni.
- A készüléket csak árammentesítés és az uralkodó nyomás megszüntetése után szabad szétszerelni és kitisztítani.
- A festéksugarat ne irányítsuk ember felé, és ügyeljünk arra, hogy kézzel senki se nyúljon bele.
- A villamos hálózathoz megfelelő csatlakozókkal kapcsolódjunk.
- A berendezést csak üzemeltetői vizsgával rendelkező személy működtetheti.
Elektromágneses festékszóró pisztoly
Az elektromágneses szórópisztoly a váltóáramú rezgések ütemében beszívja a festékanyagot . Ez azt jelenti, hogy 50 Hz-nél 100 dugattyúemelést végez másodpercenként. Amikor a dugattyú előre mozdul, kisajtolja a fúvókán a festéket, és elporlasztja. A porlasztás lángmentes, a szórandó anyag nagy nyomással halad keresztül a festékszóró rendszeren és a fúvókák furatán. Ennél a szórásnál alig keletkezik szórási köd, és igen kicsi a festékveszteség.
Elektromágneses festékszóróval a következő anyagokat dolgozhatjuk fel:
- Műgyanta alapozókat.
- Lakkfestékeket, kalapácslakkokat.
- Jármű fedőlakkokat, világos lakkokat.
- Lazúrfestékeket, impregnálásokat.
- Fertőtlenítőszereket, olajokat, politúrokat.
- Tisztítószereket, szigetelőviaszokat.
- Vízben oldható lakkokat, diszperziós festékeket jól porlasztható minőségben.
Az elektromágneses festékszóró gépet ne használjuk az alábbi anyagoknál:
- Erősen karcoló alkotórészeket tartalmazó anyagok.
- Durva alkotórészeket tartalmazó lazúrok.
- Durva alkotórészekkel töltött diszperziós festékek.
- Maró anyagok és lúgok.
A szórandó anyag előkészítése
A szórandó anyagot általában festésre kész, hígítatlan állapotban szállítják. Ezért felhasználás előtt azt elő kell készíteni. Az anyagot szükség szerint meg kell szűrni, illetve be kell állítani a megfelelő viszkozitást. A szóróképes hígításra vonatkozó előírásokat általában az anyag dobozán találjuk meg, ha mégsem, akkor a festék forgalmazójától kell információt kérni. Ha szükséges, a viszkozitás mérését viszkozitásmérő edény használatával mi is elvégezhetjük, ez alapján beállítható a helyes hígítás.
A szóráskor betartandó szabályok
A szórópisztoly vezetése a szórási folyamat alatt egyenletes legyen. A mozgás lassítása vagy gyorsítása a szórás közben egyenetlen szórásképet, a festék egyenetlenségét, megfolyását és hártyásodását okozza. A szórást lehetőleg ne kezdjük a szórófelületen kívül, és ne szakítsuk meg. Ha felfelé (pl. fejmagasság fölött egy mennyezetet) vagy lefelé (pl. egy elfektetett ajtót) kell szórni, akkor használnunk kell a hajlékony fúvókahosszabbítót. így elkerüljük, hogy levegő szívódjon be akkor, ha a szórópisztoly megfelelő ferdén tartjuk, és a tartály már egy kicsit kiürült.
Ügyeljünk arra, hogy a szórópisztoly ne közelítsen, és ne távolodjon a felülettől, mert különben a felhordott festék vastagsága nem lesz egyenletes. A készüléket ne csuklóból, hanem karból mozgassuk. így biztosíthatjuk, hogy szórás közben mindig azonos legyen a távolság a szórópisztoly és a felület között. A fúvóka távolsága a szórandó tárgytól és a szállított anyag mennyiségétől függ. Ha kis anyagmennyiséget szállítunk, lehetséges, hogy a szórandó objektumhoz egészen közel kell menni. Ekkor a szórásköd kicsi lesz. Célszerű kartonon vagy hasonló alapon szóráspróbát végezni, hogy megtaláljuk a megfelelő pisztolybeállítást.
Nem szabad egy szórási folyamatban túl sok festéket felhordani. Jobb először csak vékonyan rétegezni, és a felszínes száradás után még egyszer átszórni. Függőleges felületeknél ez különösen fontos a festék megfolyásának elkerülése érdekében. Az egymással párhuzamosan felhordott sávok átfedése 2-3 cm-nél ne legyen több. Szórásnál a pisztolyt lehetőleg vízmentesen kell tartani.
A szórás eredménye döntően attól függ, hogy mennyire sima és tiszta a szórandó felület, ezért azt gondosan elő kell kezelni, és pormentesen kell tartani. A szórópisztoly csak akkor dolgozik teljesen kielégítően, ha azt mindig megtisztított és konzervált állapotban tároljuk a következő munka elkezdéséig.
Biztonságtechnikai és munkavédelmi előírások
A szórássugarat ne irányítsuk emberekre és állatokra. A szórandó anyag nagy nyomással lép ki a fúvókából, és mérgezést, esetleg fertőzést okozhat. A festék vagy oldószer által okozott bőrsérülésnél fel kell keresni egy orvost a gyors és szakszerű kezelés érdekében.
A szórópisztoly ne kerüljön gyerek kezébe. A szórópisztollyal való mindennemű munka előtt (pl. szivattyú szétszerelése előtt) a hálózati dugót a dugaszoló aljzatból ki kell húzni. Az elektromos berendezésekre vonatkozó biztonságtechnikai előírásokat be kell tartani.
Az elektrosztatikus festékszórás
Az elektrosztatikus festékszórás egy speciális bevonatkészítési eljárás, amely során azonos vastagságú réteg alakul ki a munkadarabon, így a művelet anyagtakarékos.
Az elektrosztatikus szórásnál elektrosztatikus erőteret hozunk létre azért, hogy az elporlasztott festék részecskék a felvett negatív töltésükkel a pozitív töltésű munkadarabra csapódjanak . Mivel az erőtér a munkadarabot teljesen körülveszi, a mellette elrepülő festék részecskék az erőtérben maradnak, és a munkadarab hátsó oldalát is lefedik.
A hagyományos szórási eljárásokkal tagolt felületű munkadaraboknál nagy veszteség képződik. Ennél az eljárásnál nem képződik festékköd, a festék részecskék az eltérő töltés miatt irányítottak, és a szórandó felületet lefedik, alig képződik veszteség. Az elektrosztatikus festékszórást elsősorban üzemi előregyártás során lehet eredményesen alkalmazni. Az eljárás faszerkezetekhez is alkalmazható. A fa nedvességtartama azonban 8-12%, a relatív légnedvesség 60-65% kell legyen. Az eljárással ablakok, korlátok, kerítéselemek, bútorok, stb. szórhatók.
A levegős elektrosztatikus porlasztás kör alakú vagy laposabb, széles festéksugárral beállított fúvókával lehetséges. A felhordott anyagmennyiséget a rétegvastagságnak megfelelően lehet beállítani. A levegő nélküli (airless) elektrosztatikus porlasztásnál kör alakú festéksugárral készíthető a bevonat, és a veszteség minimális. Az air-mix elektrosztatikus porlasztás a levegő nélküli és a levegős, valamint az elektrosztatikus szórás kombinációja, amit úgy alkalmaznak, hogy a három eljárás előnyeit együtt használják ki.
A csavarszivattyús szórás
A csavarszivattyús szóróberendezés gépi úton továbbítja a szórásra kerülő anyagot, és levegő segítségével juttatja a felületre. A csavarszivattyús szóróberendezéshez tartozik egy kényszerkeverő is, amely a keverékanyagokat készíti elő a felhordásra. A szóráshoz szükséges levegőt egy kompresszor állítja elő. A csavarszivattyú segítségével lehetőség van sűrűbb, illetve durvább szemszerkezetű habarcsok, glettek, masszák és – megfelelő fúvókával – festékek felhordására.
A szórás sajátossága, hogy csak gyárilag előkészített anyagok felhordására alkalmas, tehát helyszíni keverékanyag készítésére (pl. habarcs keverés) nincs lehetőség. A gyári készítmények állandó, garantált anyagminőség alkalmazását teszik lehetővé. Ez a gép szakszerű működése miatt nagyon fontos, hiszen a gépre jellemző szemcseméretnél nagyobb adalékanyag használata esetén a berendezés meghibásodhat.
A zsákos keverékanyagokat víz hozzáadásával (megfelelő konzisztenciájúra) kell a géppel megkeverni. Találkozhatunk olyan vakolatokkal is, amelyek konzisztenciáját már gyárilag beállították, ezeket műanyag vödrökben forgalmazzák.
A felhordásra kerülő habarcsot egy csavardugattyú továbbítja a hajlékony gumitömlőbe, ahol az anyag továbbításához szükséges nyomás értéke 1,5-3,0 Mpa. A gumitömlő végére egy szórópisztoly van erősítve. A szórópisztolyhoz külön csatlakozik egy másik cső is, amely a művelethez szükséges levegőt továbbítja. A nagynyomású levegő a pisztolyból kiáramló anyagot a felületre juttatja. A levegő nyomása 0,5-3,0 Mpa közötti. A megfelelő anyagmennyiség és teljesítmény eléréséhez a feldolgozásra kerülő anyag és levegő nyomását optimális értékűre kell beállítani.
A felhordást (pl. a vakolásnál) általában három-négy ember végzi úgy, hogy a keverést és a gép kezelését egy betanított munkásra bízzák. A további műveletekhez egy szakmunkás a szóróberendezés pisztolyával a felhordást, míg másik két szakmunkás a durva elegyengetést és a finom eldolgozást végzi. A glettek, masszák, plasztikus festékek felhordásához kevesebb személy is elegendő lehet. Mindig a felhordási technológia igényessége szerint kell a dolgozók létszámát megállapítani.
A berendezés az utóbbi időben széles körben elterjedt azokon a területeken, ahol nagy felületre pépes, rétegképzésre alkalmas anyagot kell felhordani. Előnyös tulajdonságai közé tartozik, hogy folyamatosan üzemeltethető, a felhordásra szánt anyagot nagy távolságra lehet elszállítani, teljesítménye 5-15 liter/perc között változtatható.
Segéd- és mérőeszközök
A keverőket a festő-, mázoló- és tapétázómunkák elvégzése előtt használjuk. A festékeket, lakkokat és zománcokat, gletteket és masszákat ugyanis a felhordás előtt fel kell keverni. Ezt a munkafolyamatot az utóbbi időben gyakran a lassú fordulatszámú fúrógépek tokmányába rögzíthető keverőszárakkal végezzük el.
A megfelelő fordulatszámot és teljesítményt, a keverőszár típusát a felkeverésre kerülő anyag fajtájától és konzisztenciájától függően kell kiválasztani. Keveréskor a forgásban lévő szárat mindig lassan engedjük az anyagba, és addig járatjuk, amíg az anyag egyenletes eloszlású nem lesz. Fordulatszámot akkor lehet növelni, ha a fúrószár már az anyagban van.
A mérőeszközökkel kimérhetjük a két- vagy többkomponensű festékek összetevőit, megállapíthatjuk a viszkozitásra jellemző mérőszámot, és megmérhetjük a bevonat vastagságát. A mérőedényekkel pontos térfogatmérést végezhetünk úgy, hogy a kimérésre kerülő összetevőből pontosan a szükséges mennyiségnek megfelelő jelig töltjük a mérőpoharat, mérőedényt.
A mérőedényből az alsó nyíláson kifolyik a beletöltött festék. A kifolyás időtartamának másodpercekben mért ideje lesz a viszkozitásra jellemző mérőszám (DIN-secundum). Az időmérést az utolsó folyadékcsík lecsepegéséig kell folytatni. A kifolyás idejét stopperrel vagy másodpercmutatós órával a felhasználás helyszínén is megmérhetjük, így helyszíni hígítással beállítható a szóráshoz, felhordáshoz előírt viszkozitás. A rétegvastagság-mérőkkel az elkészített festékréteg vastagságát mérhetjük meg. A tárcsás rétegvastagság-mérő két azonos átmérőjű külső és egy excentrikus belső tárcsából készített eszköz , amely közös középpontja körül gurítható.
A hétköznapi gyakorlatban a falak mázolását konyhákban, üzemek vizes helyiségeiben, lépcsőházakban, folyosókon alkalmazzuk. A falfelület mázrétege nagyobb kopásállóságot, vízállóságot, könnyebb tisztíthatóságot biztosít, mint a normál mész-, enyves vagy műanyagbázisú rétegek. A burkolattal védett felületekhez képest a védelem azonban lényegesen kisebb szintű.
Hogyan készítsük elő?
A levelesen leváló, táskásodó, repedezett, régi bevonatokat kaparással, csiszolással el kell távolítani, és a felületet ki kell javítani (habarccsal, glettel). A mázolható felületeket meg kell tisztítani, a port és a tapadó szennyeződéseket el kell távolítani. A következő lépés a mélyalapozó felhordása, amely kiegyenlíti a szívóképességet.
A festésre kerülő fal teljesen sima legyen. A fényes felületen ugyanis a súrlódó fény jobban kiemeli a felületi hibákat. Az egyenetlenségeket tapaszolással tüntethetjük el. A felhordott tapasz legfeljebb 1 mm vastagságú lehet. Nagyobb egyenetlenségek esetén több réteget kell felhordani (a már száraz alsóbb tapaszrétegre). A tapaszolás felületét simára kell csiszolni. A keletkező port enyhén nedves tiszta szivaccsal vagy ronggyal töröljük le.
A felületet olajfesték-hígítóval vagy lenolajos beeresztővel elő kell készíteni. Ezek felhordását marokecsettel, korongkefével vagy hengerrel végezhetjük. Ügyelni kell arra, hogy csak annyi beeresztőanyag kerüljön a felületre, amennyit az képes elszívni. Igényes felületekhez – amennyiben szükséges -újabb folt- és simító tapaszolást végezhetünk.
Mázréteget akkor készíthetünk, ha a falazat és a vakolat teljesen száraz, nedvességtartalma nem több 3-4%-nál. Frissen vakolt felületen a mázolás tehát csak a vakolat teljes átszáradása után alkalmazható. A felületet célszerű impregnálni, illetve beereszteni. A pórustelítő alapozás után első és második közbenső réteget és átvonó festék bevonatot készíthetünk.
A felsorolt hibákat okozhatja helytelen anyagfelhasználás, hanyag felület-előkészítés, a technológia be nem tartása, gondatlanság, szakszerűtlenség, időjárási viszonyok figyelmen kívül hagyása. A csiszolási nyomok meglátszanak, ha nem megfelelő minőségű csiszolópapírt alkalmazunk, illetve ha nem tartjuk be a fokozatos átmenetet a durvábbtól a finomabb felületalakítás irányába.
Színeltérés
Színeltérés adódhat akkor, ha azonos kódszámú, de nem egy gyártási ciklusból vagy nem egy szállítmányból származó festéket használunk fel. Nagyobb mennyiségű felhasználás esetén azonos időpontban, egy gyártási ciklusból származó festéket használjunk, vagy előre keverjük össze a különböző időpontban gyártott anyagokat. Probléma lehet, ha ugyanazon festék feldolgozási ideje eltér egymástól. Ilyenkor a régi és az új felületek színe eltérhet. A színeltérést az is okozhatja, hogy nem kevertük fel teljesen a festéket.
Tapadási problémák okai
Tapadási problémák adódhatnak akkor, ha a felület előkészítése, tisztítása, alapozása, zsírtalanítása stb. nem megfelelő. Ez a probléma jelentkezhet akkor is, ha nem az adott rendszerre jellemző módon (pl. nedveset a nedvesre, csiszolt alapfelületre, átfesthetőségi idők) hordtuk fel a festéket.A felsorolt hibákon kívül a falfelületre felhordott festékeknél a következő problémák adódhatnak.
Mattulás következhet be a következő esetekben:
- A festékfilmet túl szárazon hordták fel, az nem tud fényes felszínűvé válni.
- A felület szellőztetés nélkül szárad. Ilyenkor a hígító gőzei a festékben maradnak, és a felület matt lesz.
- Alapozó nélkül hordják fel a fedőzománcot, és az beszívódik,
- Kétkomponensű termékeknél a lejárt szavatosságú térhálósító is okozhat mattosodást.
A becsiszoláshoz ugyanolyan színű olajfestéket használjunk, mint amilyen a felület mázolása lesz. Ezt a felület-előkészítési módot akkor célszerű végezni, ha a zománcréteg jó állapotban van, nem kell maratással, kaparással, égetéssel stb. eltávolítani.
A becsiszolt mázolás elkészítéséhez a felületet tisztítsuk meg a szennyeződésektől, végezzük el a portalanítást. Átvonó tapaszolást csak akkor végezzünk, ha arra feltétlenül szükség van. Ennek színét próbáljuk meg a végleges bevonat színéhez igazítani.
A csiszolást körkörös mozdulatokkal végezzük. A felületet mindenhol dörzsöljük át úgy, hogy az eredeti felület a habkőportól finoman megsérüljön. Eközben az olajfesték az alaphoz tapad. A csiszolás során fejlődő hő hatására az alapfelület és a felhordott festékréteg „összesül”.
A becsiszolás után ecsettel dolgozzuk el, illetve oszlassuk el a festéket. A száradási idő letelte után a tapaszolást, majd a felület átcsiszolását és portalanítását kell elvégezni. Ezután szükség szerint az átvonó (simító) tapaszolás következik a teljes felületen. Újabb csiszolási és portalanítási műveletek után készülhetnek el a közbenső mázolás rétegei. A száradás után ismét csiszolást és portalanítást végzünk, majd a lakk kittelés és a zománcozás következik.
Lakkcsiszolt mázolás
A lakkcsiszolt mázolással többrétegű, teljesen sima bevonatot hozhatunk létre a faszerkezetek, dísztárgyak, bútorok felületén. A lakkot több rétegben hordjuk fel. Minden lakkréteget gondosan meg kell csiszolni, hogy teljesen sík és tökéletesen matt felület jöjjön létre. A módszer nagyon időigényes, a különböző megmunkálási fázisok közötti technológiai időket ugyanis gondosan ki kell várni. Ezért meg kell jegyeznünk, hogy ezt a felületkialakítási módot napjainkban nagyon ritkán alkalmazzuk.
A jó minőségű lakkcsiszolt felület elsősorban keményfa felületén készíthető, mert ez az anyag marad hosszú időn keresztül sík és megfelelően szilárd. A puhafáknál az évgyűrűk eltérő szerkezete miatt a felület előbb-utóbb hullámossá válik.
Lakkozás és csiszolás egymás után
Az első lakkréteg száradása után (12-24 óra) megfelelő finomságú csiszolópapírral csiszoljuk át a felületet. A profilos részeknél habkő-port és ecsetet használjunk. Az első réteget csak annyira kell megcsiszolni, hogy a szemcséket tapintással ne lehessen érezni. Sima legyen a felület, és a lakk a fényét veszítse el. így biztosítható, hogy a második átvonó zománclakkozás jól tapadjon. A csiszolás után takarítsuk le a felületet, majd a végén szarvasbőrrel töröljük át.
A második átvonó lakkréteget az elsővel azonos módon és ugyanazokkal az eszközökkel hordjuk fel. A lakkot csak annyira hígítsuk, hogy szakszerűen feldolgozható legyen. Fontos, hogy olyan vastag zománcréteget hordjunk fel, amiből lehet lecsiszolni. A második zománclakkozás után kezdődhet a lakkcsiszolás. A lakkcsiszolás első lépéseként 360-as vízálló papírral a nagyobb, kiálló szemcséket távolítjuk el. A papírt nyomjuk az enyhén vizes felületre, és egyenes húzásokkal csiszoljunk. A munkánkat megkönnyíthetjük, ha lúgmentes szappanos vizet használunk. Ezután a felületet mossuk le nedves szivaccsal, majd utoljára szarvasbőrrel töröljük át.
Következő lépésként finom habkőporral és finom ecsettel, filccel folytatjuk a csiszolást. Ezt a műveletet is vizes felületen végezzük. A nagyobb felületeket filccel és habkőporral csiszolhatjuk le úgy, hogy először körkörösen mozgatjuk az eszközünket. Amennyiben kevésnek találjuk a habkőport, úgy vizes ecsettel vihetjük fel a felületre. Az utolsó csiszolási műveleteket egyenesen végezzük, közben vigyázzunk arra, hogy az élek ne kopjanak le.
A műveleteket csak teljesen száraz munkadarabon lehet végezni kézzel vagy géppel. Először kézzel tanuljuk meg a polírozást, majd amikor már begyakoroltuk a műveleteket, géppel segítsük a munkánkat. A kézi munkához flanel anyagból készítsünk egy labdát, és erre kenjük a polírpasztát. Ezzel a kisebb karcokat javíthatjuk ki a labda hosszirányú csiszoló mozgatásával. Következő anyagként polírvizet tegyünk a labdára, illetve a felületre.
A polírozógép működés közben egy rongyból, báránybőrből és műanyagból készült korongot forgat. Ez a felfényesítést gyorsítja meg. A megfelelő fordulatszám beállítása után a kereskedelemben kapható sarokcsiszolók is alkalmasak a polírozásra. A folyamat végén a politúrozott felület viasz-és olajtartalmát el kell távolítani. Ehhez polírvizet lehet alkalmazni, mely gyorsan párolgó folyadék (kámfor), viaszoldó szer és az olajat magába szívó finom ásványi őrlemény keveréke. Felfényezésre polírvíz helyett a benzol is alkalmas.
Matt lakozzás
A különböző rendeltetésű felületeknél elvárás lehet, hogy a legfelső réteg matt vagy selyemfényű legyen. A zománclakk bevonatok kötőanyagban dúsabbak, így a töltőanyag- és pigmentszemcséket teljesen eltakarják, lefedik. A kötőanyag sima, egybefüggő felületet képez, ezért a bevonatról a fény törés nélkül visszaverődik. Szemünkkel az ilyen bevonatot fényesnek, csillogónak látjuk.
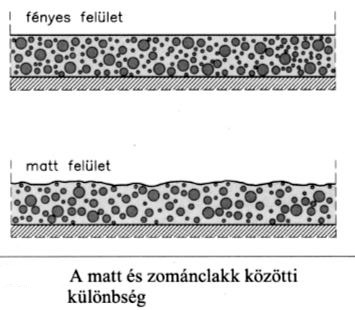
A visszatükröződés a felület egyenletességén és a felhordás minőségén múlik. Sok esetben a fényviszonyok gyakran megmutatják a bevonat tökéletlenségét, ugyanis a visszaverődő fény elárulja a felület hibáit. A kötőanyag mennyisége miatt ezek a felületek időállók, ellenállnak a mechanikai igénybevételeknek, könnyen takaríthatók.
A leggyakoribb korrózióvédelmi módszer a bevonati rendszerek alkalmazása. A bevonatok meggátolják, hogy a korróziót okozó anyagok a fémfelülethez jussanak. A korrózióra hajlamos fém felületére kétféle védőréteg hordható fel: különböző festékek képezhetnek vékony védőbevonatot, és másik fémréteg is védheti a fémet.

A bevonatok tartósságának alapfeltétele, hogy az alapfelület „fémtiszta” legyen, és a védőbevonatot azonnal felhordjuk rá (a gyors újrakorrodálás miatt). A fémtiszta alapfelület rendkívül alapos felület-előkészítést igényel. Ezután összefüggő, sértetlen festékréteget kell készítenünk, amely védi a felületet. Az acél esetében a fémtiszta felület előállítása az oxidréteg mechanikai vagy kémiai eljárással való eltávolításával kezdődik. Ezután zsírtalanító felületi előkezelés következik.

A zsírtalanítás lehetővé teszi, hogy az alapozó bevonati réteg a fémfelülethez tapadjon, így nő a bevonati rendszer élettartama.
Oxidréteg eltávolítása
A vasfémek felületének-előkészítésénél a rozsdát a következőképpen távolíthatjuk el:
- Kézi munkával.
- Gépi eljárásokkal.
- Kémiai oxidmentesítéssel.
A gépi eljárásokhoz a különböző csiszológépeket, a vibrációs drótkefét, a tűköteges leverőt használhatjuk. Ezekkel tiszta felületet állíthatunk elő. A gépek elektromos meghajtásúak, és a rozsda eltávolítása közben rezgő vagy forgómozgással működtetik a közvetlenül súrlódó részeket. Tökéletesen fémtiszta felületet homokfúvással lehet készíteni. Ennek alkalmazásakor nagy nyomással homok vagy korundszemcséket, illetve acélforgácsot juttatunk az oxidálódott fém felületére. A szemcsék az ütközés következtében tökéletesen lekoptatják az oxidréteget.
A rozsda savakkal is eltávolítható
A sav fellazítja a rozsdát, ennek hatására az könnyen ledörzsölhető. Alkalmazhatunk hígított kénsavat, sósavat vagy foszforsavat. Ezek folyékony állapotban vagy paszta formájában használatosak. Ezeket a szereket általában ecseteléssel hordjuk fel a felületre, üzemi körülmények között savbamártást is alkalmazhatunk. A művelet után a savmaradékokat vizes mosással el kell távolítani, mert a maradványok később korróziót okozhatnak.A különböző eljárásokkal rozsdától és revétől megtisztított fémfelületek tisztasági osztályai a következők lehetnek.
Ezek:
- K0 tisztasági fokozat. Fémtiszta felület; az acél felületéről a revét és a rozsdát teljesen eltávolították. Portalanítás után a felület egységesen fémes fényű.
- K1 tisztasági fokozat. Tiszta fémfelület; az acél felületéről a revét és a rozsdát oly mértékben eltávolították, hogy portalanítás után csak árnyalatban vagy a mély bemosódások alján marad nyomuk.
- K2 tisztasági fokozat. Mérsékelten tiszta fémfelület. Az acél felületéről a revét és a rozsdát gondosan eltávolították. Portalanítás után a matt vagy gyengén fémes fényű felületen rozsdaszínű foltok vannak.
- K3 tisztasági fokozat. Mérsékelten rozsdás felület. Az acél felületéről a laza revét és a rozsdát gondosan eltávolították. Portalanítás után a rozsdaszínű felületen matt vagy fémes fényű foltok vannak.
Zsírtalanítás
A vasfémek felületének előkészítésénél gyakran a felületen lévő olaj- vagy zsírréteget is el kell távolítani. Ezek az anyagok a gyártási folyamat során kerülnek a felületre, és gátolják a rákerülő rétegek tapadását. A zsír- és olajréteg könnyen kimutatható: a felületet vízzel benedvesítve a víz könnyen lepereg róla.

A zsírok, olajok eltávolításhoz leggyakrabban lakkbenzint használunk, mert jól oldja a zsírokat és az olajokat. Ecseteléssel hordható fel a felületre. Az eredményes eltávolítás érdekében a műveletet többször meg lehet ismételni. A felhordás és az oldás után a felületet ronggyal szárazra kell törölni. A lakkbenzin tűz- és robbanásveszélyes, oldóképessége korlátozott. A zsírtalanítás lúgok segítségével is elvégezhető, ekkor a zsírokkal és olajokkal reagálva szappan jön létre.
Tapaszolás vas és acél felületen
Az egyszerű felületek mázolásához nem alkalmazunk tapaszolást. Az igényesebb felületeknél folttapaszolással javítjuk a kisebb felületi hibákat, simítótapaszolással pedig a teljes felületet átvonjuk. A felületi hibák javítására általában a helytelen megmunkálás és az alaki hibák miatt kerülhet sor. Mindig a fémfelületek tapaszolására alkalmas anyagot használjunk. A tapaszolást a fafelületeknél tanultak szerint végezzük.
Közbenső és átvonórétegek felhordása
A rozsdagátló alapozókra közbenső, valamint zománcfesték réteget kell felhordani. A bevonatok kialakításánál számos tényezőt kell figyelembe venni. A felület színe olyan legyen, hogy a szerkezet harmonikusan illeszkedjen a környezetébe. A rozsdagátló alapozó színe lehetőleg ne nagyon térjen el a zománcfestékétől.
A külső és belső terekben eltérőek a korróziós viszonyok, ezért belső térbe egy réteg alapozó és két réteg zománcfesték ajánlható (kb. 100-120 Lim). Külső térben emeljük a rétegek számát (150 Lim vastagság), vagy a célnak megfelelő bevonati rendszert alkalmazzunk. Különleges igénybevételek (agresszív környezet stb.) esetén speciális anyagokat és felhordási módokat kell választani.
A nemesfafémek felületkezelése
A nemvasfémek közül a sárgaréz, a vörösréz és az ólom általában festetlenül marad. Ezek felületén egybefüggő oxidbevonat képződik, ami befolyásolja ugyan a fém külső megjelenését, azonban meg is védi azt. Amennyiben a vörösrezet vagy a sárgarezet festeni kell, közvetlenül egy réteg hígított, magasfényű festékkel kell lefesteni.
A galvanizált vas és acél cinkbevonatot kap, amit tűzi horganyzással és galvanizálással visznek fel. A bevonat bizonyos védelmet nyújt a rozsda ellen. Az alumínium és a cink a leginkább ellenállók a korrózióval szemben. A kémiai behatásokra azonban érzékenyek. A korrózió felléptével fehér sókat képeznek a felületen. Ezért az alumínium és a cink esetében festés előtt alapos előkészítésre van szükség.
Az új nemvasfémek felületét olaj- és zsíreltávolítóval kell zsírtalanítani, majd le kell mosni, és hagyni kell megszáradni. Ehhez gőzborotvás tisztítás is alkalmazható. Bizonyos előkezelésre azért a festés előtt is szükség van – az alapréteg kialakítása miatt. Az elmállott galvánrétegre közvetlenül fel lehet vinni az alapozóréteget, a felületen lévő sót azonban előzőleg erős szálú kefével el kell távolítani, majd a felületet vízzel le kell mosni. Fontos ellenőrizni, hogy a felület a gyártás során kapott-e előkezelést. Az alumíniumöntvény felülete durva, amire közvetlenül alapozófestéket vihetünk fel.
Oxidálódott felületre felhordható festékek
Több gyártó kínál már olyan összetételű festéket, melyet a bemutatottnál lényegesen kevesebb előkészítési munkával lehet a fémfelületre felhordani. A fémfelület függvényében a következő műveleteket kell elvégezni:
- Az új festendő felületet enyhén mosószeres vízzel meg kell tisztítani.
- Enyhén rozsdás acélfelület esetén a pergő, málló felülettől könnyen elváló rozsdát drótkefével el kell távolítani. A felületet mosószeres vízzel kell megtisztítani.
- Erősen rozsdás acélfelület esetén az előbbi előkészítést követően rozsdastabilizáló alapozót kell felhordani a felületre, még a festés előtt.
- Az alumínium-, króm-, rézfelületeket egy csiszolópapírral kell finoman átdörzsölni (így érdesebb lesz, jobban tapad a festék). Az elváló oxidálódott részeket mosószeres vízzel mossuk le, és hagyjuk megszáradni. A fedőréteg jobb tapadása érdekében az adott fémhez alkalmas alapozót hordjuk fel a felületre.
A mosószeres víz, illetve az alapozó száradását követően hordható fel a festék. A festéket használat előtt alaposan fel kell keverni. A festéket csak a gyártó által megadott anyaggal és arányban lehet hígítani. Más anyaggal az összetétel miatt ne keverjük.
Az anyagot két rétegben javasolt felhordani. Ügyelni kell arra, hogy a sarkokba, nehezen hozzáférhető részekre is egyenletes anyagvastagság jusson. Függőleges felületeken a festék megfolyását úgy lehet elkerülni, ha három vékonyabb réteget viszünk fel a felületre. A következő réteget csak a már felhordott réteg száradása után lehet elvégezni. Amennyiben az első réteg ráncos lett, teljes száradás után a felületet csiszolópapírral át kell csiszolni.
Munkavédelem festés esetén
- A felületek mázolásakor oldószeres festékeket használunk, ezért nagyon fontos, hogy ismerjük az alkalmazott festék oldószerét és tulajdonságait. A lakkbenzin például tűzés robbanásveszélyes; ha gőzeit hosszabb ideig belélegezzük, az szédülést, eszméletvesztést is okozhat. Az oldószerek kiszárítják a bőrt, gyulladást, ekcémát okozhatnak, allergiás betegségeket is kiválthatnak. Zárt térben ezért mindig biztosítani kell a megfelelő szellőztetést és légcserét, így zavaró munkakörülmény sem tud kialakulni. Tartályok, kazánok és más ki nem szellőztethető felületek mázolásánál megfelelő légzőkészüléket kell biztosítani. Ha az oldószerek a levegőbe jutnak, gondolni kell arra, hogy szikrát okozó tevékenységet ne végezzünk (hegesztés, dohányzás, elektrosztatikus feltöltődés). A bőrfelületet védőkesztyűvel és védőkenőccsel óvhatjuk meg.
- A mechanikus úton végzett oxidmentesítésnél bőrkesztyű, félálarc, védőszemüveg, porvédő használata ajánlott. A csiszolás, rozsdamentesítés közben lehetőség szerint gondoskodni kell a keletkezett festék és fémpor gépi elszívásáról.
- Homokfúvás közben teljesen védő légzőkészüléket és védőálarcot kell használni. A munkaterületet minden esetben el kell keríteni úgy, hogy oda idegenek ne juthassanak be.
- Az ólommíniumos és cink-kromátos alapozók veszélyesek az egészségre. Ezek az anyagok a szájon és a légutakon keresztüljuthatnak a szervezetünkbe, a csontokban lerakódhatnak, akadályozhatják a vérképző rendszer működését. Ezért a rendszeres orvosi ellenőrzés elengedhetetlen. Azok részére, akik ilyen anyagokkal dolgoznak, biztosítani kell a tisztálkodás lehetőségét, a fekete-fehér öltözőt. Munkavégzés közben tilos a dohányzás. Régi ólom-oxid por eltávolításakor is be kell tartani a fenti intézkedéseket, illetve egyéni szűrő védőálarcokat kell alkalmazni. Mivel az ólom felhalmozódó hatású sejtméreg, ezért nők és 18. életévüket be nem töltött egyének ólomtartalmú festékekkel nem dolgozhatnak!
- Az olajos, festékes, oldószeres rongyokat és festékesdobozokat össze kell gyűjteni, és biztonságos megsemmisítésükről gondoskodni kell! A mázolásnál használt eszközeinket szakszerűen, a tisztántartási műveletek elvégzése után kell tárolni!
- A környezetvédelem előírásai szerint az oldószereket, festékmaradványokat tilos a lefolyóba, központi szennyvízcsatornába önteni. Innen az anyagok a talajba, talajvízbe, nyílt vizekbe, juthatnak, és nem kívánt szennyeződést okozhatnak. Az oldó- és hígítószerek és a festékek központi begyűjtését meg kell oldani. Gondoskodni kell ezeknek az anyagoknak a regenerálásáról, újrahasznosításáról vagy végleges megsemmisítéséről!
Fafelületek olajozása
Az olajok felhordásához a fa felülete legyen száraz, a nedvességtartalma pedig 8 és 16% közötti. Csak tiszta, egyenletes szívóképességű felületre hordható fel az olaj. A korábbi festékeket, lazúrokat és egyéb bevonatokat csiszolással, maratással vagy égetéssel távolítsuk el!Az olajokat merítéssel, ecseteléssel vagy bedörzsöléssel kell a telítésig felhordani. A felhordott réteget pamutronggyal töröljük át, hogy a felületen felesleges olaj ne maradjon. Az ugyanis lassan szárad meg, gyűrött, rücskös felületet eredményez.
Száradás után (gyártmánytól függően 3-12 óra) egy második, esetleg egy harmadik réteget is vigyünk fel. Ezeknek a rétegnek a fába szívódása lassabb, a felületre elegendő kisebb mennyiség felvitele is (de azt egyenletesen kell eldolgozni). A felület teljes vízzel és nedvességgel szembeni ellenálló képessége kb. 10 nap után alakul ki.
Fafelületek lazúrozása
A még kezeletlen natúr fának légszáraznak kell lennie. A kiálló göcsöket, felületi egyenetlenségeket a kívánt minőség függvényében le kell csiszolni. A fahiányokat színazonos folyékony fával kell eltüntetni. A fa felületén előforduló esetleges gyantakiválásokat lakkbenzinnel vagy észterhígítóval el kell távolítani. A fát mindig szálirányban, simára kell csiszolni. A portalanítás portalanító ecsettel, tiszta ronggyal történhet.

A portalanítást követheti a teljes felület alapozása és faanyagvédelme. A lazúrok egy részét alapozott felületre hordhatjuk fel. A felhasznált termékek egy rendszerből származzanak! Léteznek olyan lazúrok is, amelyek nem igényelnek alapozást, a faanyagvédőszert a lazúr tartalmazza. Vigyázzunk, a fa gyorsan magába szívja a lazúrt, így folyamatosan törekedni kell a gyors, egyenletes eldolgozásra. A felületre kerülő lazúrcseppek, megfolyások ugyanis a későbbiek során erősebb szín formájában látszani fognak.
Lazúrból rendszerint 2-3 réteg felhordása ajánlott. A felvitt rétegek között a munkadarabot finom (P240) csiszolóvászonnal át kell csiszolni, hogy a felhúzott szálak miatt ne legyen érdes a felület . A csiszolás egyben a következő réteg jobb tapadását is elősegíti. A további rétegeket a már bemutatottak szerint kell felvinni. Figyeljük meg, hogy a rétegek felhordásával a lazúrozott felület sötétebb lesz.
A vastaglazúroknál gyakori hiba, hogy az anyagot vastag rétegben hordják fel. így látványosabb felület alakul ki. A felvitt réteg a gyenge tapadás miatt idővel levelesen el fog válni a fától. A fedőlazúrok felhordása előtt ugyanazokat az előkészítő műveleteket kell végrehajtani, mint a vékony- és vastaglazúrok felhordása előtt. A lazúrt 2-3 rétegben kell felhordani.
A lazúrozást ne végezzük erős napsütésben, felmelegedett felületen (30° felett), mert ilyenkor a párolgás, illetve a lazúr anyagba szívódása lényegesen gyorsabb. Emiatt szinte lehetetlen a lazúr egyenletesen felhordani. Túl alacsony hőmérséklet (+10 C° alatt), nedves felület vagy magas páratartalom esetén a lazúr kötése, száradása lelassul, tehát ilyenkor szintén nem javasolt a munkavégzés.
Fafelületek mázolása
A mázolási munka első lépéseként a fa felületét meg kell tisztítani a szennyeződésektől. A meglazult rétegeket kefével vagy kaparóval kell eltávolítani.
Szükség lehet a fa felületén megjelenő gyanta letakarít ás ár a is. A gyantaüregeket kaparjuk ki, a magas gyantatartalmú fát nitrohígítóval mossuk át, kefével súroljuk le. Amennyiben szükséges, favédőszerekkel kezeljük a fa felületét. A beeresztéssel a fa pórusait töltjük ki, hogy a felületre kerülő festékből az alap ne szívja el a nedvességet és a kötőanyagot. Ehhez szükséges, hogy a beeresztő anyag kis molekulái beférjenek a fa pórusaiba. Hagyományosan lenolaj használható, illetve alkalmazhatjuk az alkidgyanták oldatait is. A diszperziós alapozók lezárják a pórusokat, ezért ezeket ne használjuk.
A beeresztés behatolási mélysége a következőktől függ:
- A fa pórusainak mérete, a fa fajtája.
- A beeresztő anyag molekuláinak mérete.
- A hígítás mértéke.
- A száradás gyorsasága.
A felhordás után meg kell várni, hogy a beeresztő anyag beszívódjon, megszáradjon. Amennyiben ez kb. 3 óra eltelte után nem történik meg, úgy a felesleget száraz ruhával le kell törölni. A beeresztő anyag nem képezhet filmréteget a felületen. A beeresztést akkor is el kell végezni, ha a faanyagot 3 hónapnál hosszabb ideig tárolták.
A felület előkezelése és beeresztése után a fa felületét finom szemcséjű csiszolópapírral meg kell csiszolni azért, hogy a rajta lévő finom, felérdesedett szálak eltűnjenek. A folttapaszolással a felületi mélyedéseket javíthatjuk ki. Ezek a fa megmunkálási hibáiból, sérülésekből, felületi hibákból (pl. ágkinövés) adódnak.
Tapaszolás folyamata
A folttapaszolásnál a spatulára helyezzük a vaj sűrűségű anyagot, majd erősen az üregekbe dolgozzuk. A spatula 45°-os tartásával a felületről a felesleget lehúzzuk. A műveletekhez egy szélesebb és egy keskenyebb spatulát használjunk. A szélesebbel fogjuk kezünkbe a tapaszt, a másikkal pedig a felhordást végezzük.
A folttapasz felső síkja mindig egy kissé a fa síkja fölé emelkedjen. így csiszoláskor a javítás egy síkba hozható a végleges felülettel. Vigyázzunk azonban, a túl sok tapasz miatt csiszoláskor pluszmunkát kell végeznünk. Kevesebb tapasz esetén síkbeli eltérés lesz a tapaszolt rész és a fafelület között. Ilyen esetekben újbóli tapaszolással kell a hibát kijavítani.
A teljes felületű tapaszolásnál (telibe tapaszolás, simító tapaszolás) az egész mázolásra kerülő felületet tapaszréteggel vonjuk be. Ezzel a művelettel a teljes felület simára dolgozható. Igényes, mázolt felületek esetén válasszuk ezt a megoldást. A simító tapaszolással előkészített felület színe megváltozik, elfedi a fa rajzolatát. A simítótapasz vaj sűrűségű, könnyen eldolgozható, jól tapad a felülethez. A simítótapaszolást acél spatulával, simító acéllappal, gumi- vagy celluloidlappal végezzük a felület profiljának, nagyságának megfelelően. Ezt a tapaszolási módot elsősorban a felújítási munkáknál alkalmazzuk.
A simító tapaszolást levehető ajtólapokon és ablakkereteken lehetőleg vízszintes helyzetben, mázolóbakokon végezzük. A hornyolt részeken kezdjük a munkát, lehetőleg keskeny (max. 2 cm széles) spatulával. Ezután következik a teljes felület tapaszolása. Először felvisszük a tapaszanyagot, majd többszöri áthúzással terítjük a felületen úgy, hogy egyenletes vastagságú (max. 0,5 mm) legyen. A többszöri átdolgozás közben a felesleget távolítsuk el. A simító segítségével a tapaszréteg kellően tömörre dolgozható. Befejezésként az élekről és hornyokból távolítsuk el a felesleget.
A folt- és simítótapaszokkal szemben követelmény, hogy jól alakíthatóak legyenek, jól tapadjanak, könnyen lehessen csiszolni a felületüket. Vannak olyan tapaszok, amelyeket vastagabb rétegben is fel lehet hordani, és teljes keresztmetszetükben átkeményednek. A vastag rétegben repedésre hajlamos tapaszoknál több rétegben vigyük fel a felületjavító, kiegyenlítő anyagot. A kétkomponensű tapaszoknál ügyelni kell a pontos keverési arány betartására és a komponensek egyenletes bekeverésére.
A tapaszolások után a felületeket csiszolni kell a minél simább felület elérése érdekében). A csiszolást kézi munkával és gépek segítségével is végezhetjük. A mázoláshoz a fa nedvességtartalma külső nyílászárók esetén 11-14%-nál, a belsőknél pedig 6-8%-nál nagyobb ne legyen.
Az ajtólapoknál a mázolást a hornyoknál kezdjük, ezután következhet a lap sík felülete hosszirányú ecsetmozgatással. A teljes felület bemázolása után az egyenletes festékvastagság érdekében üres ecsettel is átdolgozzuk az ajtólapot keresztirányban, majd hosszában.
Olajfesték esetén oszlatással tüntetjük el az esetleges ecsetnyomokat. Ezt a műveletet borzecsettel végezzük addig, amíg a mázréteg meg nem húz. Üvegezett ajtóknál először az üveg melletti falfelületét mázoljuk be úgy, hogy ne szennyezze be az üveget. Az ajtólap másik oldalának mázolását hasonlóképpen végezzük. A kész lapokat tároló állványra helyezhetjük, illetve ferde helyzetben a falnak is támaszthatjuk .
Az ablakszárnyak mázolását az előzőekhez hasonlóan végezzük. Itt először az üveg melletti falcot mázoljuk le úgy, hogy a szárnyat a mázolás idejére függőleges helyzetben tartjuk. Ezután a hornyokat, majd a kereszt- és hosszirányú síkokat mázoljuk be. A festék elterítését itt is hossz- és keresztirányú ecsetmozgatással végezzük. A tagolt profilok miatt ügyeljünk arra, hogy felesleges mennyiségű festék ne maradjon a felületeken. A szárnyakat az ajtólapokhoz hasonlóan kell tárolni.
Ajtó és ablaktokok festése
Az ajtó- és ablaktokok mázolását mindig fentről lefelé kezdjük. Először a bélés vízszintes, felső horonyrészét és a tokborítást mázoljuk. Ezután a vízszintes rész sima felülete következik. A függőleges tokszárakon is hasonlóan végezzük a felhordás műveleteit. A vízszintes bélés és a könyöklő deszka mázolásával fejezzük be a tok mázolását. A részfelületek mázolásának befejezése után az oszlatást mindig végezzük el. Az első alapozóréteget egyszerűbb minőségi igények esetén felhordhatjuk a folttapaszolt, megfelelően csiszolt felületre. Igényesebb kivitel esetén a teljes felületű tapaszolásra kerül a réteg.
A második, közbenső réteg felhordása csak az előző réteg teljes száradása után kezdhető meg. A munka előtt az egész felületet finom szemcséjű csiszolópapírral csiszoljuk át. Ügyeljünk arra, hogy a sarkokról, az élekről és a felületről a kelleténél több mázréteget ne távolítsunk el. Ez ronthatja a munka végeredményét. A felület esetleges hibái (síktól való eltérés, vastagabb máz vagy tapaszréteg, felületi hibák stb.) az első közbenső réteg felhordása után jól kirajzolódnak. Ennek kijavítását újabb tapaszréteg felhordásával végezhetjük el. A második közbenső festékbevonat felhordását az első réteghez hasonlóan végezzük el.
A zománcfestéket először egy kis felületen ki kell próbálni. Ekkor megtapasztalhatjuk a terülés mértékét, a fedőképességet, a bevonat fényét. Szükség szerint hígítással módosíthatunk a zománcfesték sűrűségén. Vigyázzunk arra, hogy a túlságosan híg anyag áttetsző, gyenge fényű bevonatot képez a felületen. A sűrű anyag viszont nehezen terül, és ráncosodásra hajlamos. A különböző termékek maximális hígíthatósága 5-10%-nál több nem lehet. Az átvonó zománcfesték felhordása hasonló módon történik, mint a közbenső bevonatoké .
A bevonatot mázolóbakokon készítsük el. Fontos, hogy azok szilárdan és pontosan vízszintesen álljanak, különben megfolyások lehetnek. A zománcozást az alapozásnál bemutatott műveleti sorrendben végezzük. Az ecseteléssel felvitt anyagot először keresztirányban, majd hosszirányban dolgozzuk el.
A műveletet rövid sörtére kötött marokecsettel, kisecsettel vagy szivacshengerrel végezzük. Felhordás közben és befejezéskor ellenőrizni kell a felületet, hogy nem került-e rá por, ecsetszál vagy más szennyeződés. Amennyiben találunk ilyeneket, úgy azokat lehetőleg finom eszközökkel távolítsuk el.
Munkavédelmi szempontok, a munkavégzés feltételei
A mázolómunkák megkezdése előtt a következőket vegyük figyelembe:
- Külső és belső nyílászárók helyszíni mázolásakor a falfelületek felületképzési és festési munkái legyenek készen.
- A villamos árammal működő berendezések mázolását csak a szabványos feszültségmentesítés után szabad megkezdeni. A művelet elvégzését jegyzőkönyvben kell rögzíteni.
- Fűtőtestek és más gépészeti vezetékek mázolását csak nyomáspróba és szerelvényezés után szabad megkezdeni. A fűtőtestek mázolás alatt nem működhetnek.
- Parkettázott helyiségekben az esetleges csiszolást és a beeresztő alapozást a mázolás előtt kell elvégezni. Felületkezelt készparketták esetén a mázolást a burkolómunka megkezdése előtt be kell fejezni.
Alapkövetelmény az is, hogy a mázolt felület a száradás ideje alatt nem lehet kitéve a csapadékvíz hatásának. A már kész felületeket a további munkavégzés káros hatásaitól védeni kell (pl. letakarással).