Panel épületek hiba típusai:tervezési, gyártási, kivitelezési, üzemeltetési
Tervezési hibák
Az iparosított építéstechnológiák bevezetésekor a legkritikusabb tervezési hibák az elemek kapcsolatainál fordultak elő. A kellő tapasztalat hiányában eleinte a hagyományos falazatoknál alkalmazott függőleges fugaképzést (síkfelületű bütüfalak függőleges habarcskitöltéssel) terveztek. A – főleg mozgásból eredő – függőleges repedések hamar megjelentek. A középblokkos épületeknél kisebb, a nagyblokkos épületeknél nagyobb mértékben. Ezeknél a hézagok habarcskikenése csak rövid ideig tartott, a repedések újra megjelentek, sőt, ezek átmenők voltak, amelynek következtében a lakásokból szinte „ki lehetett látni”. Ezt azzal „orvosolták”, hogy a hézagba cementes zsákot dugtak, s úgy vakolták be kívül-belül a hézagokat.

Az első kohóhabsalak paneloknál az ezekhez hasonló hézagok szintén megrepedtek, a zárt hézagok újrahabarcsolását kis idő múlva a szovjet házgyári tapasztalatok alapján műanyag kittel (secomastic) tömték be, amelyek már hosszabb ideig biztosították a csomópontok vízzárását.
A blokkos épületeknél a függőleges bütüfal csatlakozásoknál hornyot (végigmenő) képeztek ki, amelyeket építéskor híg betonnal töltöttek ki. Ez az együttdolgozás javítása mellett az átmenő hézagok megszüntetését is eredményezte.
Tervezési hibának számít a tervező részéről a kellő tapasztalat hiánya, ezenkívül az építőipar ipari háttér adottságainak figyelmen kívül hagyása, ami abban nyilvánult meg, hogy egyrészt az akkori igények mielőbbi kielégítése a lehető leggazdaságosabban valósuljon meg (s ebben nagyrészt beruházói elvárások is szerepeltek), másrészt kénytelenek voltak azokból a termékekből tervezni, amelyek abban az időben egyáltalán kaphatók voltak. Kisebb mértékben befolyást gyakorolt az iparosított építési technológiák újszerűsége, a kötöttségeknek a lakások funkcióiban jelentkező hátránya. Utóbbi a fesztávok növelésével jelentősen javult.
- Konyhabútorok házgyári (panel) lakások számára
- Ház tervezés logikusan
- Az energetikai optimalizálás háztervezésnél
Ezek a cikkek is érdekelhetnek:
Gyártási hibák
A gyártási hibák egy része a még nem kiforrott gyártási módok alapján indított termelésből adódtak. Ezek egy része a méretpontatlanságban, más része a felületek egyenetlenségében jelentkezett. Külön problémát jelentett a sablonok gyártásában jelentkező tapasztalatlanság, a gyártási kapacitás elégtelensége, valamint a panelok kizsaluzásánál jelentkező problémák (olajfoltosság, beragadás stb.).
Fordulatot a házgyári technológiák hoztak, elsősorban a méretpontosság, a felületek simasága és a korszerű gyártás területén. Az alkalmazott csoportzsaluk nagyfokú gyártásintenzitást eredményeztek, jóllehet még további fejlesztésekre volt szükség ahhoz, hogy a panelok felületéről a panel olajat száműzni lehessen. (Különféle emulziók kikísérletezésének eredményeként.)
Alacsony minőségű salakgyapot
A gyártás során a házgyári technológiánál kezdetben a homlokzati panelok hőszigetelésénél szovjet, import ásvány gyapotot használtak. Ez minőségileg sok kifogásolni valót hagyott maga után, főleg a szabásoknál. Ekkor a panelok gőzérlelésénél kb. 80-100 °C hőmérsékletet alkalmaztak. A korábban beépített ásványgyapot hőszigetelés felülvizsgálata alapján kiderült, hogy a szovjet „salakgyapotnak” nevezett ásványgyapot egyes szériái minőségileg nem voltak megfelelők, roskadtak, így a homlokzati panelok felső része szigeteletlen lett.
Műanyagok
Ekkor elhatározták, hogy az ásványgyapotot műanyaghabbal váltják fel. Rövidesen bebizonyosodott, hogy a műanyaghab (polisztirollemez) hőszigetelés a 80-100 °C hőmérsékletű gőzérlelésnél „megolvad”, így a hőmérsékletet le kellett szállítani max. 70 °C-ra. Ez a beruházók részéről problémát jelentett, mert az elemek gyártási periódusa meghosszabbodott, a kapacitás az importszerződés szerint nem volt biztosítható. A további házgyáraknál erre a körülményre figyeltek (2., 3. ábra).
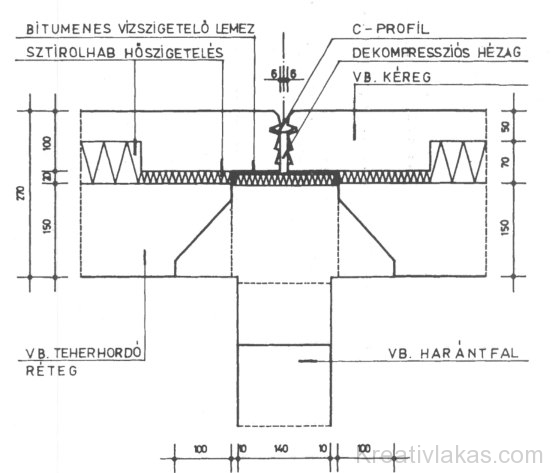
2. ábra: Nyílthézagos műanyag C-profilos hézagzárás
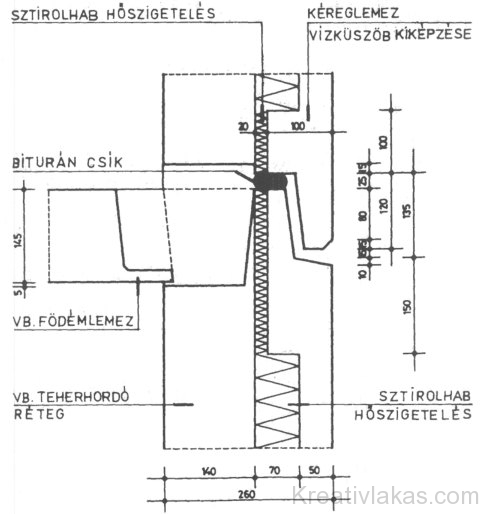
3. ábra: Fejlesztett házgyári homlokzati panel függőleges metszete
A kezdetekben – még az első szovjet házgyári termékeknél is – a homlokzati elemek minősége, pontosabban a felületkezelésük kezdetlegesnek mondható. Többirányú magyar fejlesztés révén sikerült eredményt elérni, ezek közül leginkább a kőzúzalékos megoldás terjedt el. Az így készült panelok felülete – a természetes piszkolódást nem számítva – még ma is elfogadható.
Gyártási hibának nevezhetők a térelemek előállításánál keletkező hiányosságok, amelyek főleg méretpontatlanságból adódtak. Különösen az épületgépészeti csatlakozásoknál okoztak problémát szerelések közben, az alsó és felső szintek összekapcsolásánál.
Kivitelezési hibák
A kivitelezési hibák elsősorban a méretpontatlanságból adódtak. A korábbi építési módoknál cm-es volt a mérettűrés felső határa, a korszerű építésmódoknál ez mm-re változott. Már a panelokat fogadó ún. „0” szint kialakítását is nagy pontossággal kellett biztosítani, hogy a legnagyobb igénybevételű panelok teherátadása megfelelő legyen. Az első szinten lévő panelok pontossága meghatározta a további szintek paneljainak pontos elhelyezhetőségét.
Az újonnan alkalmazott geodéziai műszerek és szakemberek által alapvetően a szerelések az előírt minőségben készültek. Ettől függetlenül – főleg az első időkben – előfordult, hogy egy, sőt két szintet is vissza kellett bontani a mérettűrés betarthatósága érdekében. Utóbbi főleg addig fordult elő, amíg nem tértek át a korszerű, ún. csavaros szintbeálló csavarok alkalmazására.
A szerelésnél a méretpontatlanságot okozhatta a kitámasztó szerkezetek pontatlan elhelyezése, esetleg a kitámasztókat befogadó panellyukak pontatlan helyzete. (Ez utóbbi gyártási hibának számít.) Az elemek elhelyezésénél a teherátadásban jelentékeny szerepet játszó ágyazat megfelelő szilárdsága és pontos vastagsága is igen fontos szerepet töltött be az épület állékonysága szempontjából.
A csomópontok acélkapcsolatainak kiképzése a helyszíni munkák ugyancsak kényes részét alkották. A hegesztési csomópontok esetenként nem az előírás szerinti korrózió-állósággal rendelkeznek. A monolit csomóponti kibetonozásnál mind a beton minősége (konzisztencia, szilárdság), mind a vibrálás gondossága (erre a célra kifejlesztett tűvibrátorokkal) alapvetően kihat az egész épület állékonyságára.
Homlokzati hézagképzés
A csomópontoknak úgyszintén kényes területe a homlokzati hézagképzés. Itt a hő- és vízszigetelések gondos elkészítése, a hézag külső oldal felőli kiképzése (kezdeti egyszerű és sok hibát okozó vakolattól a „C” profil, illetve „ágas” hézagzárókig bezárólag) az épülettől a víz távoltartását biztosították. A kezdeti hézagzárásoknál jelentkező hibákat napjainkra már széles körben rendelkezésre álló megoldásokkal kijavították, s remélhető, hogy beázások esetén az acélkapcsolatok nem korrodáltak (4.-6. ábra).
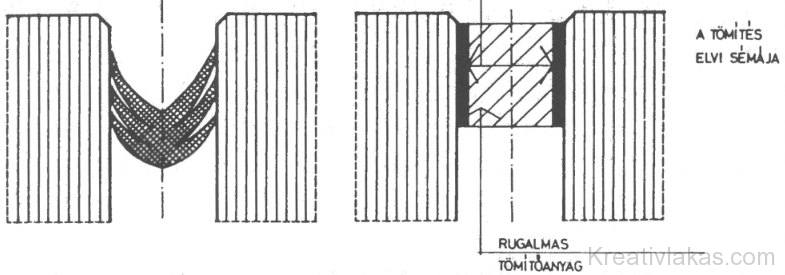
4. ábra: Fejlesztett fugaképzés
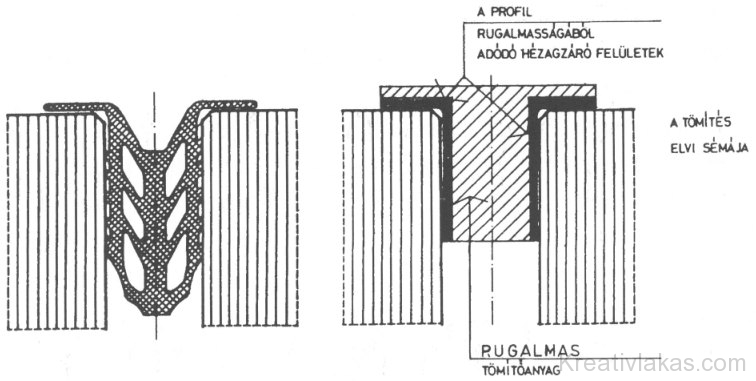
5. ábra: Továbbfejlesztett fugaképzés