A tapétázó szerszámokat a tapétaragasztó felhordása, illetve a tapéta felragasztása során használjuk.
Tapétázó kefék fajtái
Egyik változata a tapéta bekenő, amelyet a tapétaragasztó felhordása során használunk. Ezek a kefék normál festőkefék, rendszerint téglalap alakú műanyag fejjel és műanyag sörtével, így viselik el károsodás nélkül a folyamatos nedvességet. Méretük megegyezik a festőkefékével.
Másik fajtája a tapétasimító, amelyet a frissen felragasztott tapéta illesztésénél, a ráncok kisimításánál használunk. E termékek kefeteste rendszerint fa, sörtéjük rövid és erős. A sörte anyaga műanyag, vagy természetes lószőr. Ismert kínai sortéból készült simító kefe is. E kefék mérete kb. 6 x 25 cm. A keskenyebb, néhány sor sörtével készített kefék vékony, magas fatesttel készülnek, ezek mérete kb. 3 x 35 cm.
Tapétázó hengerek
A tapétázó hengerek a tapéták felragasztásánál használatosak. A puha, lágy hengerek felépítése és mérete megegyezik a festőhengerekével, 5 – 25 cm szélesek. Puha gumiszerű réteg a külső borításuk és a tapétacsíkok egyenletes felragasztásához használjuk őket. Ezekkel a légbuborékok is kihajthatók. Ismertek a kemény műanyagból készült szegély-, vagy varrathengerek is, ezek kemény műanyagból készülnek, főként a tapétaszélek pontos illesztésére és eldolgozására használjuk őket. Domború, kúpos, sima, vagy bordázott változatuk ismert.
Tapétázógépek
Tapétázó gépeket használunk nagyobb felületek tapétázásához. A gépek feladata a ragasztó gyors és egyenletes felhordása a tapétára. Működési elvük rendkívül egyszerű: A ragasztóanyagban egy hengert forgatunk, amely alul magára veszi a ragasztót, felül pedig bekeni a felette elhúzott tapétát a ragasztóanyaggal.
Oldalt egy penge egyszerűen eltávolítja a felesleges anyagot. A ragasztó mennyisége a penge és a ragasztós henger egymástól mért távolságával szabályozható. Tapétázó gépünk lehet horganyzott, de folyamatos, iparszerű munkálatokhoz rozsdamentes gép vásárlása javasolt.
A szerszámok tisztítása, karbantartása
A munkavégzést követően elengedhetetlen szerszámaink tisztítása. Egyfelől szennyezett eszközökkel a későbbi munkavégzés nem lehetséges, másrészről pedig az agresszív anyagokkal való tartós érintkezés idő előtt teszi tönkre szerszámainkat.
Általános érvényű szabályok a következők:
- Nem levegő hatására kötő anyagokkal való munkavégzés csakis a nyitott idő alatt lehetséges, a szerszámokat a kötés megkezdése előtt kell megtisztítani a gyártó általjavasolt módon és anyagokkal. A kötést követően szerszámaink jó eséllyel használhatatlanná válnak.
- Levegő hatására szilárduló anyagoknál, munkaszünet alatt általában elegendő a szerszámokat levegőtől elzárva, a felhordott anyag oldószerében tárolni. Figyelem! Hengerünket, kefénket, ecsetünket egy-egy nagyobb, több napos munkánál olykor másnapig is tároljuk így! Ennek több előnye van: elkerüljük a környezet terhelését, a naponta ki nem mosott festék végül mérhető felületi többletet, és ez által anyagmegtakarítást jelent a kivitelezés során! Szerszámainkat a felhordott anyag gyártójának útmutatása szerint tisztítsuk! Ecsetünknek jót tesz, ha szappanos vízzel átöblítjük, és a sörte végét enyhén bezsírozzuk. Az ecsetet, kefét, hengert, a mosást követően tároljuk függesztve, a hengereket nyél nélkül. Így elkerülhető a szerszámok deformálódása, a nyelek rozsdásodása és a fa részek korhadása.
E termékeket összefoglaló néven simítóeszközöknek nevezzük, de azokat nemcsak simításra használjuk. A szerszámok kenő-, simítófelülete rendszerint mű¬anyag vagy acél, a nyele pedig fa vagy műanyag. Fontos tudnunk, hogy a rozsdamentes szerszámok is eltérő minőségű alapanyagokból készülnek és ezért a különböző kemikáliákkal szemben eltérő módon állnak ellen, van olyan eszköz, amely erősebben savas, ill. és lúgos környezetben is ellenálló.
A spatulyák felhasználási területük és alapanyagaik szerint különböztethetők meg:
- A festékkaparók rendkívül erős, zömök szerszámok, vastag, erős, merev acél pengével. Fő feladatuk a maratás és égetés során a festékmaradványok eltávolítása. Pengeszélességük általában 70 – 80 mm. Néhány változatuk cserélhető pengével készül.
- A festőspatulyák rugalmas acél, vagy rozsdamentes acél pengével rendelkeznek. Felhasználási területük szerint megkülönböztethetők a rugalmas és a merev spatulyák. A rugalmasak főképpen simításra, a merevek pedig simításra és kaparásra egyaránt használhatóak. Pengéik 20- 120 mm méretűek.
- A japán spatulyák főleg simításra használatosak, késtapaszokat, gletteket, gipszeket hordunk fel velük. A kicsi, műanyag nyelű spatulyák mérete 20 – 140 mm, a nagyobb felületekre javasolt és festők által is használt fanyelű spatulyák mérete 140 – 300 mm.
- A biflex spatulyák két, egymás melletti pengével rendelkeznek. A rövidebbel állíthatjuk be a szerszám rugalmasságát, ugyanis a nagyobbik penge a kisebben fekszik fel. Behúzott pengeállásnál a nagy felületű penge szabadon mozoghat, ezért a szerszám rugalmas; kitolt állásnál pedig a kevésbé szabad mozgás miatt egyre inkább rugalmatlanná válik. Szokványos méretük: 150 – 300 mm.
- A fali spatulyák a nagy, 15-100 cm-es szélességükről ismerhetők fel. Ezeket falak síkozására, glettanyaggal történő átvonására használjuk.
- Műanyagból készülnek a karosszéria spatulyák, amelyek főleg az autóiparban használatosak. Méretük a 6 x 10 illetve a 9 x 15 cm között változik.
- A fogazott spatulyák iparágunkban leginkább ragasztóanyagok, vékonyvakolatok felhordására használatosak. Az utóbbi években a német nyelvterületen elterjedt ún. „TKB” norma szerint különböztethetők meg a termékek egymástól aszerint, hogy trapéz, háromszög, vagy négyzetes fogazású spatulyát használunk. Méretük 12-30 cm, anyaguk elsősorban acél, de ismerünk műanyag spatulyát is.
- A gumispatulyák elsősorban fugázáshoz alkalmasak. A fugázóanyagok kíméletes, karcmentes bedolgozását végezzük velük. 16 – 28 cm a szokványos méretük.
- Műanyag glettelők előnye a könnyű súly és a rozsdamentesség. Képlékeny, puha anyagok (pl. kenhető tapéta) felhordásánál használatosak. Szokványos méretük: 13 x 28 cm.
- A simítók (glettelők, glettvasak) a festőmester gyakran használt kéziszerszámai. Acél- és rozsdamentes acél kivitelben egyaránt készülnek. Az előbbi széles körben elterjedt és használatos, főképpen a hosszú évek, évtizedek óta használt, kevésbé agresszív anyagok felhordásához ajánlott. A rozsdamentes glettelők iránti igény hazánkban az utóbbi években egyre erőteljesebb, mert az újonnan fejlesztett és használt anyagoknál követelmény a rozsdamentes szerszámok használata. E szerszámok mind sima, mind fogazott kivitelben egyaránt kaphatók. A sima glettelők főképpen gipszek, glettek, vakolatok felhordásánál, tapaszolásánál és simításánál használatosak; míg a fogazott eszközöket inkább a különleges anyagok, vagy eljárások során használjuk, főképpen olyankor, amikor fontos az egyenletes rétegvastagság. (Vakolatok, szőnyeg-, illetve csemperagasztók) Ilyen különleges anyag például a struktúráit (mintázott) vakolat, ahol a fogazott szerszámmal csak az egyenletes vastagságú felhordást végezzük, majd a vakolatot valamilyen más eszköz segítségével (spatulya, struktúra henger, vagy akár egy darab textília) még nedves állapotában mintázzuk. A simítók szokványos mérete 10-15 x 20-28 cm, de ismertek az ún. svájci glettelők is, amelyek mérete 10-15 x 45-50 cm.
- Kőműveskanalak csak részben kapcsolódnak szakmánkhoz. Alapanyagaik megegyeznek a simítókéval. Ismertek a kőműves-, a gipsz-, és sarokkanalak, de különlegességként ide sorolhatók a „macskanyelv”, valamint a berni vakolatkanál is.
A festőhengereket főképpen nagyobb felületek bevonására használjuk ( például beltéri falfesték festésénél). Az utóbbi évtized során hazánkban ugrásszerűen terjedt el a használatuk. Számos előnye van a festőkefékkel szemben, így például a gyorsabb munkavégzés, egyenletesebb festék eloszlatás, egységesen strukturált felület, és nem utolsósorban kevesebb cseppenő festékanyag. A kiváló minőségű festőhengerrel, egy mártással gond nélkül akár 1 m2 felület is lefesthető, élettartama ugyanakkor hosszú, egyetlen darabbal több, mint 4 – 5.000 m2, festése is lehetséges.
A hengereket rendszerint a csepegtető ráccsal együtt használjuk oly módon, hogy a mártást követően a felesleges festéket a rács segítségével távolítsuk el a hengerről. A festéket egyenletes hossz- és keresztirányú mozdulatokkal oszlatjuk el. A nyelekhez hosszabbító rúd csatlakoztatható. így létra nélkül, akár több méteres magasságban festhetünk.
A hengerek szerkezete és gyártása
A festőhengereket Európa-szerte erre szakosodott üzemekben készítik. A henger magja műanyagból, fröccsöntéssel készül, rendszerint több darabból áll. Egyidejűleg kettős feladatot lát el: ez hordozza ugyanis „szőrmét”, amellyel a festést végezzük, valamint ez fogadja be a nyelet is. A jobb minőségű hengerek magja műanyag csapágyat is rejt magában, ez megkönnyíti a munkálatokat, ugyanakkor csökkenti a kopást, ezáltal nő a henger élettartama.
A szőrmék különleges, e célra gyártott és fejlesztett anyagok. A hengerre varrás vagy ragasztás útján rögzítik. A nyelek horganyzott, hajlított fémből készülnek, műanyag fogantyúval. A fém szár átmérője rendszerint 6 – 8 mm, a vastagságból következtethetünk a henger minőségére is, hiszen a 6 mm-es kivitel kevésbé tartós, jobban hajlik ezért az iparszerű igénybevételre csak korlátozottan alkalmas.
A radiátorhengerek, illetve lakkozó hengerek esetében használatos a 4 mm-es átmérő is, ez esetben az átmérőből természetesen nem következtethetünk a minőségre, tekintettel, hogy másik termékcsoportról van szó.
A hengerek csoportosítása alapanyaguk szerint
Természetes eredetű alapanyagok
Báránybőr: Máig utolérhetetlen festékfelvételben- és leadásban. Hosszú élettartam, kiváló minőség jellemzi. „Hátránya”, hogy gondos ápolást és karbantartást kíván.

Főként 18-27 cm-es hengereknél használatos. Szokásos felhasználási terület: lakkok, latex- és minden vízbázisú termék esetén. Vigyázat alkáli-, „zsírszerű”-, és oldószertartalmú anyagoknál!
Velúr: 100% gyapjú, szőtt alapanyag. Tulajdonságai a báránybőrhöz teszik hasonlatossá, de annál durvább. Leginkább a MINI hengerek esetében használatos. Felhasználási terület: Műgyanta- és akrillakkok, epoxi- és poliésztergyanták, padlóbevonatok, alapozók. Általánosan használható viszkózusabb és erősen oldószeres festékek esetén.

Szőtt kecskeszőr: Felhasználási terület: mint a velúr alapanyagú hengereknél.
Mesterséges eredetű alapanyagok
a., Poliészter
A Vestan tűzött alapanyag, viszonylag jó szívóképességgel és egyenletes festékleadással. A henger szőrméje a vattához hasonlatos. Felhasználási terület: Főként háztartási festéseknél, diszperziós- és enyves festéseknél elsősorban háztartási célokra. A Moltopren habosított termék, ami a szivacs-, ragasztó- és struktúrahengerek alapanyaga. FCKW-és oldószermentes. Térfogatsúly: 17-60 kg köbméterenként. Agresszív anyagokkal, oldószerekkel szemben nem ellenálló.
A normál minőség általában 17-20 kg/m3, struktúrája narancsos, nem az igényes szakember alapanyaga. A finom minőség 28-30 kg/m3, már finom struktúrát ad. Az iparos minősége, a szuperfinom, 48-60 kg/m3 térfogatsúllyal, egyenletes, sík felületet kapunk a feldolgozást követően.
Felhasználási terület: lakkozás, zománcozási munkálatok. Struktúrahengerek esetében vakolatokhoz, spatulyázó masszákhoz alkalmazható
Poliakril szőtt alapanyag, már „cérnateddy” kategória. Jó szívóképesség, jó ár/teljesítmény viszony jellemzi. Ez az átlagos minőségű henger alapanyag, közepesen tartós, jó festékfelvételi és leadási tulajdonságokkal, univerzálisan használható. A viszonylag alacsony ár miatt az igényes barkácsolóknak javasoljuk. Az alábbi termékek tartoznak ebbe a csoportba: Kanekaron, Perlaflor, Plüss. Felhasználási terület: kül- és beltéri diszperziós, valamint latex- és rozsdavédő festékek.
Poliamid szőtt, rendkívül strapabíró alapanyag, robusztus minőség. Rendkívül tartós, hosszú életű, kiváló szívó és festékleadó képességgel. Oldószerálló, folyadék biztos. Nem hullatja szálait, könnyű munkát, finom struktúrájú, egyenletes festékfelhordást tesz lehetővé. Kiemelkedő élettartam, nagyon jó ár/teljesítmény viszony. Az igényes iparos kiváló minőségű alapanyaga. Az alábbi termékek tartoznak ebbe a csoportba: Aranyszálas és Gold, Nylon, Gyöngybársony, Perion. Felhasználási terület: Műgyanták, akrilátok, olaj-, rozsdavédő-, latex-, kötő- és diszperziós festékek
Egyéb tulajdonságok szerint
Párnázás szerint
Párnázott hengereknél a mag és a bevonat közé habosított párna kerül. Vastagsága szerint általában 6 – 9 mm vastag habanyagot használunk és párnázott, illetve erősen párnázott hengerekről beszélünk. Az ilyen hengereket elsősorban egyenetlen, nem sima alapokon javasoljuk.
Téves az elképzelés, hogy a párnázott henger lényegesen több festéket vesz fel! A párnán ugyanis egy fólia bevonat feszül, ami megakadályozza a festék beszivárgását a henger magjába. A többlet csakis a habanyag miatt megnőtt kerülettel arányos. Nem párnázott hengereknél hiányzik a habanyag. Elsősorban sima, egyenletes felületre javasoljuk.
Magátmérő szerint
15-35 mm-es magátmérő a fűtőtesthenger kategória, MINI és MIDI hengerek tartoznak ide.
40 – 47 mm-es átmérő általában a kisebb felületek hengere, a kisebb palást miatt többször kell mártani, kevesebb anyagot vesz fel, ugyanakkor „mozgékony”, könnyű vele dolgozni. Főként a befejező munkálatokhoz, pl. oszlatás, eldolgozás, lakkozás használatos.
58 – 69 mm-es átmérővel rendelkeznek a professzionális, nagy felületre kifejlesztett termékek. Nagy palást, több anyagfelvétel, kevesebb mártogatás. Gyors, profi munka jellemző rájuk. Felhordásra, oszlatásra egyaránt megfelelő.
Az alapanyag szálhossza szerint
4-8 mm hosszal, rövidszőrű termékek. Ezek főként oszlatásra (pl. lakkozás, mű-gyantázás, betonfestés stb.) használatosak, a felhordásra kevésbé. Kivétel ez alól az egészen sűrű, viszkózus festék (pl. Rauhfaser, szilárd festékek), amelyekhez kifejezetten rövidszőrű hengert kell használni. Ilyen esetekben sokszor javasolják a már kopott, elhasznált hengerek alkalmazását is. A kapott felület sima, nem narancsos.
10-23 mm hossz alkalmas a felhordásra. 10-14 mm-es a legtöbb fűtőtesthenger. A nagyobb, 20 – 27 cm-es hengerek közül ilyen hosszal rendelkeznek a lakkozáshoz, poliészterhez és műgyantafelhordáshoz alkalmas egyes termékek. A professzionális, nagyobb felületekre használatos hengerek szálhossza 18-23 mm között változik.
Különleges hengerek
A különleges hengereket elsősorban – de nem kizárólag – már felhordott anyagok további megmunkálásához, mintázásához használjuk.
A struktúra – mintázó – hengerekkel a felhordott festék, illetve vakolat végső mintázását végezzük. A mintázatok lehetséges száma végtelen, azoknak csak a fantázia szab határt. Ezért a mintázó hengerek is nagyon sokféle kivitelben készülnek. Az ilyen hengerek szerkezeti felépítése megegyezik a festőhengerekével, külső palástjuk anyaga és mintázata viszont lényegesen eltér azoktól. Ismerünk szivacsból, gumiból, műanyagból, bőrből, textíliából stb. készült termékeket.
E szerszámok felhasználási módja is sokrétű, a „hagyományos” gurítás mellett ismertek más eljárások is, mint pl. az ütögetés, vagy a cuppantás is.
- Más különleges hengerek is ismertek, ilyen például a szöges hengerek egy-egy csoportja. Egyik változat a tapéták eltávolítása során használatos, a másik a műgyantázáskor. Az előbbivel a tapétán apró lyukakat képzünk, amin a víz gyorsabban szivárog át és ezáltal a megnedvesített tapéta hamar eltávolítható, míg az utóbbit a friss műgyantán gurítva lehetővé tesszük az apró levegőbuborékok eltávozását.
- A sarokhengereket kifejezetten a belső sarkok és élek festéséhez fejlesztették ki. Különleges kialakítása lehetővé teszi az élek gyors, könnyű festését, hiszen pl. egy lépcsőházban az eddigi állványozás helyett hosszabbító rúddal könnyedén festhetünk a sarkokban is. Óriási előnye a gyors munkavégzés, további előny, hogy az élekben is a falakkal megegyező struktúráltságú a festés. Gondoljuk csak el, hogyan „fest” a falakon a henger enyhén narancsos mintázatú lenyomata, amikor a sarkokban ugyanez a lenyomat ecsetünk sörtecsíkjait mintázza?!
Kéziszerszámok alatt a festék- és egyéb anyagok felhordásához, illetve bevonásához használatos eszközöket értjük. Az ember fejlődése során folyamatosan rajzolt-festett. Legrégebbi ilyen eredetű emlékeink az ősember által készített barlangrajzok. A festéshez használt eszközök közül az ecset a legnagyobb múltú, amely funkciójában az évezredek alatt sem változott meg.
Ecsetek, kefék részei
Legfontosabb eleme a sörte, amely a festék felhordására és egyenletes eloszlatására szolgál. A többi fontos elem a hüvely (kefék esetében a fej), illetve a nyél.
A hüvely a nyél, illetve a sörte rögzítésére szolgál. Legolcsóbb alapanyaga a horganyzott bádog, amely tartós nedvesség hatására rozsdásodik, és az ecsetünk festésre alkalmatlanná válik. Kapható már műanyag hüvelyű változatban is, ennek előnye a rozsdamentesség, tartósság és oldószerállóság, hátránya viszont a magasabb előállítási ár. A kefék fejének az alapanyaga fa vagy műanyag.
A nyél ugyancsak fából, vagy műanyagból készül. Legkedveltebb a natúr fa, amely felveszi az izzadságot, és huzamosabb használat során is megfelelő fogást biztosít.
Ecsetek, kefék fajtái
Laposecsetek
A leggyakrabban használt ecsetfajta. Szélességét „Zoll”-ban, vagy milliméterben határozzuk meg. Vastagsága szerint ismert a „szimpla”, a „dupla” vagy a „tripla” elnevezés, ami nem túl szerencsés, hiszen az egyik gyártó tripla vastagságú ecsetét a másik gyártó ugyanilyen vastagságban még dupla ecsetként értékesíti. Sokkal pontosabb, ha az ecset vastagságát mm-ben határozzuk meg. A sörtehossz az ecset szélességétől függ.

A legjobb minőségű ecseteket megfelelő „koptatás” után értékes lakkozó ecsetként használja az igényes mester. Már kapható olyan „gyárilag koptatott” lakkozó ecset is, amely kezelés nélkül is alkalmas az azonnali lakkozásra, illetve zománcozásra. E szerszámok sörtéje ívelten rögzített a hüvelyben, az oly sokszor bosszúságot okozó hulló szőrzetet már gyárilag eltávolították.
A táblázatban látható lakkecset mérettáblázat, valamint átszámítás hüvelyk és mm között:
[table id=370 /]
Radiátorecsetek, homlokzatkenők

A laposecsetek egyik fajtája, hosszú nyéllel. Magasabban fekvő, illetőleg nehezen hozzáférhető helyek festésére használatosak. A nyél anyaga fa vagy műanyag. E termékek feje hajlított, a nehezen hozzáférhető helyek jobb elérése érdekében. Kétféle hajlítási eljárás ismert, az egyikben a hüvelyt, a másikban magát a nyelet készítik hajlított változatban. Ez utóbbi a stabilabb, tartósabb használatot tesz lehetővé.
Körecsetek

Ezek az ecsetek formájukról kapták a nevüket. Több változata is ismert, mindegyiknél kör alakú ecsetnyalábot használunk. A hüvely is kör keresztmetszetű, anyaga lehet fém, műanyag, sőt zsinórlekötés is. Ez utóbbiak előnye, hogy az elhasználódás során a zsinór letekerésével a hüvely rövidíthető, és közel állandó sörtehossz érhető el.
Művész-, író-, és egyéb finomecsetek

A finomecseteket igényesebb, precízebb festési munkálatok során használjuk. A munkavégzés során felhordandó anyag minősége határozza meg a munkavégzés során használt sörte minőségét. A tollecsetek hüvelye madártoll, e termékek nyél nélküliek, a festő saját nyelet készít a munka megkezdése előtt.
A vonalzóecsetek legtöbbször kör keresztmetszetűek, készülhetnek azonban lapított, vagy négyzetes kivitelben is. Sörtéjük csúcsa hegyes, vagy egyenes. A gussow- és plakátíró ecsetek hüvelye lapított, lapos, egyenes sörtenyalábbal. Az akvarell, az olajfestő- és az akril ecsetek rendkívül finomak, eltérő minőségű, csúcsosan rögzített sörtével, általában kör keresztmetszetű hüvellyel.
Kerek fejű, és az ovális festőkefe
E kefék kör, vagy ovális alakúak, leggyakrabban 5” – 6” fejátmérővel készülnek. A sörte hossza minőségtől és mérettől függően általában 80 – 105 mm. Korábban nagyon népszerű hazai termékek, mára a festőhengerek robbanásszerű elterjedése miatt egyre csökkenő részaránnyal.
„Kocka” kefe téglalap alakú fejjel

Sörtehossz, mint a kerek kefék esetében. Főként külföldön használják, itthon a kerek és ovális kefék a népszerűbbek. Tudnunk kell, hogy a „kocka” kefék egyenletesebben oszlatnak, mint a kerek fejűek, hiszen mindenütt egyforma szélesek, míg a kerek „vastagsága” a kör keresztmetszet miatt folyamatosan változó. A kisebb kefék mérete 3×7 cm-től 4 x 14 cm-ig, a nagyobb méretű kefék mérete 5 x 15 cm-től 8 x 18 cm-ig terjed.
Az ecsetek gyártása
A gyártás során az ecsethez szükséges sörtét olyan különleges műgyantával ragasztják a hüvelybe, amely elég ellenálló a festékek összetevővel szemben. A gyanta szilárdulását követően a sörtét is tartalmazó hüvelyt általában szeggel vagy kapoccsal rögzítik a nyélhez. Ennek a gyártási módnak előnye az alacsony előállítási ár, hátránya ugyanakkor a légrés, amely a nyél rögzítését követően a hüvelyen belül keletkezik, és amely viszonylag könnyen megtelik festékkel, ezért nehezen tisztítható, rosszabb esetben pedig a „többlet” a munkát végző kezére folyik vissza.
A legkiválóbb minőségű ecseteknél a nyelet egy második műgyanta réteggel rögzítik a hüvelyhez, így előzve meg a légrés kialakulását. E módszer hátránya a magasabb előállítási ár. A kefék előállítása során a sörtét fűzéssel, vagy műgyanta ágyba történő ragasztással rögzítik a fejhez. A műgyantás eljárás kíméletesebb, ráadásul a sörteszál hosszából mindössze 5-6 mm-re van szükség a szálrögzítéséhez, szemben a fűzéssel, ahol ennek közel a kétszerese található a fejben.
Kezdetben csak a természetes eredetű sertés szőrszálat tekintettük sörtének, mára azonban valamennyi ecset és kefe szőrét gyűjtőnéven sörtének nevezzük.
A sörték osztályozása, laposecsetek alapanyagai
a) Természetes eredetű sörték
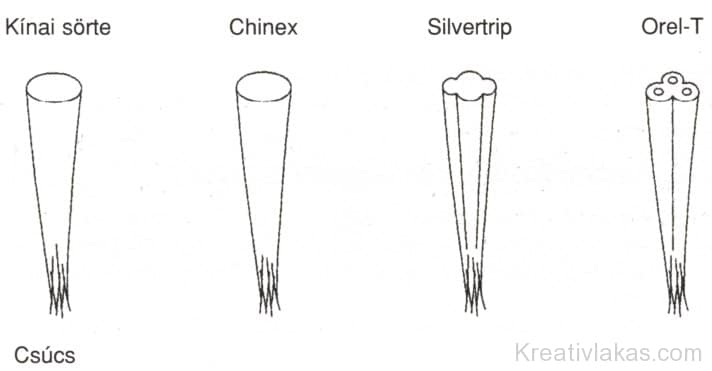
Kínai sörte
A sörte sertés szőrszál, amely tulajdonságaiban leginkább az emberi hajhoz hasonlít, de sokkal erősebb, vastagabb annál. A festékiparban a sertés hátán végigfutó, gerinc melletti szőrzet használatos. Több mint 300 milliós sertésállományával Kína a világ szinte egyedüli sörteszállítója. Egyetlen szál akár 2 kg-os terhelést is károsodás nélkül visel el.
A sörte alakja:
Hosszirányban felfelé vékonyodó, kónikus, a szál végén 3-4 felé, úgynevezett „zászlócskában” ágazik el. Emiatt rendelkezik a sörte nagyon jó oszlató képességgel. A használat során, ahogyan a szálak kopnak, a sörte továbbhasad, a „zászlócskák” így megmaradva gondoskodnak a kiváló oszlatásról (ld. bekoptatott lakkecset).
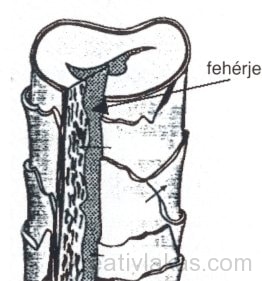
Külső felülete pikkelyes, a háztetőkön a cserepek illesztéséhez hasonlítható. A pikkelyes szerkezetnek köszönhető a nagyon jó nedvszívó és nedvtartó képesség. Kikészítés előtt a szőrszál félhold alakú. Hosszanti irányban, mint csontban a velő, fehérjemag fut végig. A kikészítés során a sörtét osztályozzák és a természetes hajlás ellenében ellenkező irányba hajlítják ismét félhold alakra, majd ezt követően kisebb tégelyekben főzik. A hőkezelés során a fehérjék kicsapódnak. Ekkor nyeri el a szál végleges, immár egyenes alakját.
A sörte minőségét meghatározó tényezők:
- Földrajzi környezet: A kínai tengerparti tartományokból származnak a lágyabb Tientsin- és Tsingtao-sörték. Ezek a főként Sanghai környéki termékek bár rövid, de rendkívül finom zászlócskával rendelkeznek.
- A kínai felföldről származó Chungking- és Hankow-sörték általában a legjobb minőségűek. Zászlócskájuk hosszú és erős.
- A sertés kora: Minél idősebb az állat annál jobb minőségű az alapanyag. Csak a teljesen kifejlett, felnőtt állatok alkalmasak a jó minőségű alapanyagok termelésére.
- Az időjárás, állattartás körülményei: Télen erősebb, akár 3-szor is nehezebb a szőrzet az állatok természetes téli szőrnövesztése miatt. A szabadon élő sertés szőre ugyanakkor vastagabb, mint az istállóban tartott társaié.
- A sörte hossza: Az egyes szálak hossza általában 40 -120 mm között változik, már osztályozott formában történik a szállítás. A rövidebb szálakat ecseteknél, a hosszabbakat keféknél használjuk.
A kidolgozás minősége szerint:
TOP 60-as, illetve TOP 90-es sörtérői beszélünk aszerint, hogy a csomagban az egyes szálak hány százaléka éri el a csomagoláson feltüntetett hosszúságot. A TOP 90-es a legjobb minőségű, hiszen az ilyen csomagban a sörteszálak legalább 90 %-a eléri a csomagoláson feltüntetett névleges hosszúságot.
A kifőzés gyakorisága szerint:
1x, 2x, illetve 3x főzött sörtét ismerünk. A rugalmasság fokozása érdekében a jó minőségű alapanyagokat másod-, illetve harmadsoron is főzik, mindig ügyelve a hőkezelés idejére és hőmérsékletére. Az így kezelt anyagok minősége a feldolgozás során egyre javul.
A sörte színe szerint:
- Fakó: A fakó, vagy világos sörte a leglágyabb, de rugalmas és tartós. Leginkább műgyanták, lakkok, olajfestékek felhordására alkalmas, a víztartalmú anyagok károsítják.
- Fekete: A fekete színű sörte a legjobb, legerősebb minőségű, hosszú, mélyen hasadt zászlócskával. Kifejezetten faátvonáshoz, lakkozáshoz, pácoláshoz, nem vizes anyagok felhordásához ajánlott. A sötét színe miatt nálunk kevéssé elterjedt, de pl. Svájcban nagyon kedvelt és népszerű alapanyag.
- Szürke: A szürke sörte a fakó és a fekete keveréke. Egyesíti a fekete, valamint a fakó sörte legelőnyösebb tulajdonságait, ez a legellenállóbb alapanyag.
Zsiradékkal kezelt változata különösen alkalmas valamennyi festék, diszperziós anyagok, favédőszerek, akrilátok felhordásához, javasolt a nagy igénybevételhez, úgymint falazatok, homlokzatok, fűtőtestek festéséhez, illetve agresszív anyagokkal végzett munkálatokhoz.
Zsiradékkal nem kezelt változatát elsősorban a műgyanta alapú festékekhez használjuk.
A modern anyagok – kevesebb oldószer, illetve víz, mint oldószer – alkalmazása újabb és újabb válogatási és kikészítési feladatok elé állítja az ecsetipart, a sörte ugyanis alkáliákkal, savakkal szemben kevéssé ellenálló, víz hatására nem formatartó. A víz a természetes sörte legnagyobb ellensége, ezért a vizes alapú festékek korában nem mindig a természetes sörte a legmegfelelőbb alapanyag! Manapság a helyesen kikészített szürke sörte a lehetséges alternatíva a műszálak mellett.
Lószőr
A lovak hosszú szőrzetének felhasználásával (pl. sörény vagy farok) nyerik. Előfordul, hogy disznósörte dúsítására használják a kefék készítésénél, de ismerünk lószőrből készített porolókefét, tapétázókefét is.
Fíber
A fíber trópusi növények (pl. az agavé, a kókusz vagy az ananász) feldolgozott növényi rostjainak a gyűjtőneve. E sörték ellenállóak az agresszív anyagokkal szemben, nem érzékenyek sem a savas, sem a lúgos környezetre. Kiválóan alkalmasak például kátránykenő kefék készítéséhez.
b.) Mesterséges eredetű, műszál alapanyagok
Kifejlesztésükre a szükség vitte a gyárakat. A történet a háborús időkre nyúlik vissza, a mikor a tengerentúlról lehetetlen volt a sörte beszerzése. Az akkor kikísérletezett anyagok alacsony használati értékkel bírtak, nem is tudták a természetes sörtét pótolni. Az elmúlt évek fejlesztései a poliészter szálak előnyös tulajdonságaira összpontosítottak, e munkálatok eredménye a kiváló minőségű műszálak kifejlesztése.
Orel-T
Poliészter alapanyagú szál, kónikus, akár a sörte (felfelé vékonyodó). Szemben a sörtével külseje sima, a festék viszonylag könnyen lecsúszik róla, ezért kevéssé folyadéktartó. A csúcsa bolyhos, mint a vatta, kitűnően oszlat, de éppen ezért nehezen tisztítható. Emiatt a többszöri felhasználása is nehézkes. Egyre inkább sörtével keverik, hogy a két szál előnyeit egyesíthessék.
Orel-mix
A sörte és a poliészter Orel-T keveréke. A nedvszívásról és megtartásról a sörte gondoskodik, a megfelelő oszlatásról és formatartásról pedig az Orel. Jól alkalmazható vízbázisú és hígfolyós anyagokhoz, akril alapú festékekhez.
Silvertip
Poliészter alapanyagú, ugyancsak kónikus szál. A metszete lóhere alakú. Az így növelt felület nagyon jó nedvszívó, jól tarja a festéket. A csúcsa leginkább a sörtéhez hasonlít, zászlócskájának köszönhetően kiválóan oszlat. Nem szívja magába a nedvességet, és könnyedén tisztán tartható. Előnyeit megtartja az elhasználódás során is. Kiválóan alkalmazható diszperziós homlokzat- és falfestékeknél, latex- és akriltartalmú festékeknél.
CHINEX-Mix
A Chinex nejlonszál a DuPont-tól. Az elmúlt néhány év fejlesztése. A szál metszete kerek, kónikus, csúcsa a sörtéhez hasonlít. Külseje pikkelyes, emiatt nagyon jó festéktartó képességű. Tulajdonságai leginkább a sörtéhez hasonlíthatók, de csaknem háromszor tartósabb annál, érzéketlen a nedvességre és nem szívja magába azt. Könnyen tisztítható, formatartó, rendkívül kopásálló. Előnyei kifejezetten a vizes alapú festékeknél nyilvánvalóak. A Chinex-mix pedig a természetes sörte és a nejlonszál keveréke.
A művészecsetek, finomecsetek alapanyagai
Az ilyen ecsetek használata előtt mindig a következő kérdést tegyük fel magunknak: Milyen festéket szeretnék felhordani?
- Viszkózusabb, igényes festék esetén (pl. olaj-, vagy akril alapú festékhez) a szokásosnál erősebb szál szükséges, a sörte vagy Toray kevéssé alkalmas. Megfelelő a marhaszőr, a vörösnyest és a nyest-Kolinsky.
- Folyósabb, igényes (pl. a vizes alapú-, vagy selyemfestésnél) használatos anyagoknál folyadéktartó, elasztikus és rugalmas szálak kellenek. Ilyenek a vörös nyest-Kolinsky, a vörösnyest, a marhaszőr, a lószőr, vagy a Toray.
- Hétköznapi, általános célú (pl. iskolai- és oszlatási célokra megfelelő a lágyabb, puha szál is, pl. a póniszőr.)
Szálak – Sörték:
Sablinsky: Szintetikus szál, finom csúccsal, nagyon rugalmas. Nem más, mint egy színezett Toray szál, amely tulajdonságait tekintve leginkább a természetes Kolinsky-hoz hasonlítható.
Toray: Szintetikus szál, finom csúccsal, nagyon rugalmas. Különböző erősségű és színű. Csak a neves gyártók kiváló minőségét alkalmazzák oly módon, hogy az eltérő erősségű anyagokat ecsetméretenként egyedileg keverik.
Kolinsky – vörösnyest: Az ecsetkészítők nagyon értékes és egyik legdrágább alapanyaga. A Kolinsky (mustela sibirica)-nyest szőréből készül. Az állat Szibériában és Észak-Kínában őshonos. A szál rendkívül rugalmas, csúcsa hosszú és finom. Akvarell és íróecsetek ideális alapanyaga.
Acrylon: Szintetikus, extra erős, rendkívül strapabíró szál. A Toray-hoz hasolít, de sokkal erősebb annál. Az ilyen szálból készült ecsetek ideálisak viszkózus anyagokhoz, akrilátokhoz.
Vörösnyest: Értékes alapanyag, hasonlít a Kolinsky-vörösnyesthez. Az egyes szálak azonban nem annyira hosszúak, mint a Kolinsky esetében
Marhaszőr: Dél-amerikai, vagy európai marhák fültő szőrzete. Fehér (amelyet színezéssel tesznek a vörösnyesthez hasonlatossá), világosbarna vagy fekete színű.
Sörte: Kínából származik, rendkívül erős sertésszőr. A különböző erősségű- és színű szálak közül a fehérre fakított sörtét alkalmazzuk a művészecsetekhez.
Mókusszőr: Válogatott, lágy, finom szőrzet, szép csúcsokkal. Kevéssé rugalmas és ellenálló, ezért az olajfestéshez kevéssé alkalmazható. A magas vízfelvétel miatt az akvarell ecsetek kedvelt alapanyaga. Főként a porcelán festésénél használják. A leginkább alkalmazott fajtái az ún. „kék” és a „Casane” típus.
Borzszőr: E finom és rugalmas szőr a csúcsa előtti sötétebb árnyalatról ismerhető fel. Oszlatóecsetek ideális alapanyaga.
A hibákat észlelhetjük tapétázás közben és tapétázás után. A hibákat egyszerűbb megelőzni, mint korrigálni.
A leggyakoribb hibatípusok:
A mintaelemek elcsúsznak: Ilyen esetekben a tapétalapot le kell szedni és újrailleszteni. Ha a csúszás csak néhány milliméteres, a tapéta nyúlásának következménye, arra kell ügyelni, hogy szemmagasságban az illeszkedés pontos legyen. Ilyenkor figyelni kell a tapéta ázásának pontos betartására, mert a tapéta nyúlását okozhatja a túlázás is.
A tapéta ráncos vagy légbuborék van alatta: Ilyen esetekben a tapétát fel kell emelni, a ráncot kisimítani, a buborékot eltávolítani. A hibát okozhatja a túl rövid ázási idő, ezért azt célszerű megemelni.
A tapéta felhelyezése közben gyűrődik: A hiba többnyire a túlázás következménye, ha a lap kisimítása nem lehetséges, akkor új lapot kell felhelyezni.
Az átfedések (kantnik) túl nagyok: A lapokat meg kell emelni, s újra a felületre simítani a megfelelő 3-5 mm-es átlapolással.
A lapok nem függőlegesek: A hiba megelőzhető, ha tapétázás közben a függőlegest rendszeresen függőónnal ellenőrizzük.
A ragasztóanyag a tapéta színoldalára kerül: Talán a leggyakoribb hiba. A ragasztóanyagot azonnal el kell távolítani. A tapéta típusától függően száraz vagy nedves törlőruhával vagy szivaccsal. Vannak olyan tapéta típusok (pl. selyemtapéta), amelynek felületéről a ragasztó nem távolítható el nyomtalanul. Ilyen tapéta típusoknál a ragasztó színoldalra kerülését el kell kerülni.
Az illesztéses ragasztásnál az illesztések szétnyílnak: Ennek oka a tapéta túl gyors száradása következtében létrejött nagyméretű zsugorodása. A hiba elkerülhető, ha a száradási idő alatt kerüljük a túlzott fűtést és a túlzott léghuzatot.
Az illesztéseknél, átfedéseknél a tapéta leválik: A hibát javíthatjuk, ha tapétaragasztóval vagy utánjavítóval a széleket újra lekenjük és legörgőzzük.
A tapéta száradás után „csörög”: A hibát úgy észleljük, hogy a száraz felületen körmünk lapjával végigsimítunk, s egy csörgő hangot hallunk. A hang mindig a ragasztás elégtelenségére utal. Ebben az esetben vagy rosszul választottuk meg a ragasztó típusát vagy túlságosan felhígítottuk. A hibajavítása csak a tapéta eltávolításával és újra tapétázással szüntethető meg.
Légbuborékok száradás után a felületen: Ha a felület nem „csörög”, csak egy-két buborék maradt a tapéta alatt, akkor fecskendőbe ragasztó oldatot szívunk s a légbuborék helyére befecskendezzük, majd a tapétát lesimítjuk.
A rozsdafoltok megjelenése: A rossz előkészítő munka (vasrészek szigetelésének hiánya) következménye. Javítása csak a kérdéses terület felvágásával, a szigetelés, rozsdamentesítés elvégzésével, majd egy pontosan illeszkedő tapétafolt felhelyezésével lehetséges. Esetenként a teljes lap cseréjére is szükség lehet.
Felületi szennyeződések: Oka a piszkos munka, ezért munka közben kezünket és szerszámainkat tisztán kell tartani.
Az átlapolások kidudorodnak: A hiba oka, hogy tapétázás közben nem hengereltük le az átlapolásokat megfelelően. Ilyenkor célszerű a hengerelést még félig száraz állapotban megismételni.
A tapétázott felület nem egyenletes, szemcsék, kidudorodások vannak rajta: A hiba oka a felület nem megfelelő előkészítésében keresendő, elmaradt a felület glettelése. Javítása csak a tapéta eltávolításával, s a teljes műveletsor – alapozás, glettelés, tapétázás elvégzésével lehetséges.
A falfelületek átcsiszolása, portalanítás
Tapétázni csak légszáraz, megfelelő szilárdságú, szennyeződésektől mentes, sima falfelületen lehet. A tapétázás megkezdése előtt, ezért első lépésként, meg kell vizsgálni a rendelkezésre álló falfelületet. Általános szabály, hogy minden rosszul tapadó vagy laza réteget el kell távolítani, majd a felületet érdesíteni, portalanítani kell. A kiálló szemcséket, vakolatmaradványokat, laza diszperziós festékbevonatot, rosszul tapadó, régi mészfesték bevonatot csiszolással, kaparással kell eltávolítani, majd a felületet rövid szőrű kefével portalanítani kell. Ha a felületen olajos szennyeződés van, azt benzinnel vagy más oldószerrel kell lemosni.
Felújítási munkáknál, ha a régi papírtapéta megfelelően tapad a felületre, akkor nem szükséges az eltávolítása. Elegendő az átfedéssel leragasztott csíkokat megcsiszolni, és/vagy ezeket a helyeket átgipszelni (1. ábra). A falfelületet ezután is portalanítani kell. A régi papírtapéta ilyenkor a makulatúra szerepét is betöltheti.
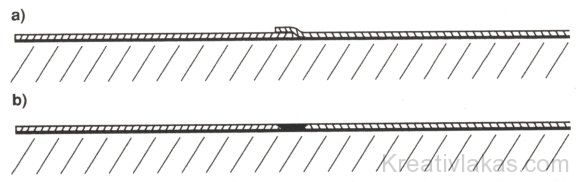
1. ábra: Átlapolások megszüntetése: a) átfedéssel ragasztott papírtapéta; b) az átfedés kikaparása és kiglettelése.
A régi diszperziós festéket vagy olajfestéket, amennyiben megfelelően tapadnak a felületre, tapétázás előtt nem szükséges eltávolítani. Elegendő a felület átcsiszolása és portalanítására. Az enyves festéket minden esetben el kell távolítani a felületről, a bevonatot először vizes áztatással fel kell lazítani, majd le kell kaparni. Farost felület finom csiszolópapírral kell érdesíteni.
A pozdorjalemez felületéről is el kell távolítani a laza felülete részeket, majd erre a célra kifejlesztett, speciális mélyalapozóval kell a pólusokat telíteni.
Előfordulhat, hogy a tapétázandó felületen szögek vagy más vasból készült részek vannak. Amennyiben ezeket nem távolítjuk el, a nedvesség hatására berozsdásodnak, s a tapétán a rozsdafoltok átütnek. Ha az eltávolításuk nem lehetséges, akkor rozsdagátló alapozófestékkel kell lefesteni vagy alumínium fóliával lefedni őket.
A falhiányok pótlása
A falfelületen lévő repedéseket, lyukakat még az alapozás, glettelés előtt kell javítani. A dilatációból adódó repedéseket célszerű rugalmas anyaggal betömni. Erre a célra fejlesztették ki a különböző fali akrilátokat és a réskitöltő glettanyagokat. Ezek olyan, a falfelülethez jól tapadó, átfesthető anyagok, melyek rugalmasan követik a falak mozgásából adódó térfogatváltozásokat.
A korábbi szerelésből adódó lyukak, repedések eltávolítására késleltetett kötésű gipszet vagy réskitöltő glettanyagot célszerű használni. A felület előkészítése során keletkezett nagyobb falhiányok pótlására speciális simítóvakolatok állnak a kereskedelemben rendelkezésre.
Esetenként szükség lehet a sarokrészek, sarokhajlatok, fali repedések vagy nyílászáró szerkezetek találkozásánál a falfelület megerősítésére. Erre a célra régen vászoncsíkot alkalmaztak, ma már többféle alumínium és műanyag élvédő, erősítőháló kapható. Ezeket az élvédőket, erősítőhálókat 3-5 mm vastag vakolatágyba vagy gipszágyba kell a falon benyomni, majd a felületüket kívül 1-2 mm vastagon át kell gipszelni.
Alapozás
Az alapozás szerepe többféle lehet. Az alapozás során a felületen maradt porszemcsék, lazább részek rögzítődnek, a hajszálrepedések, kisebb üregek kitöltődnek. Az alapozók hidat képeznek a felület és a glettanyag között, segítve annak tapadását. A nem megfelelő szilárdságú vakolatot, mélyalapozóval lehet megkeményíteni. A túlságosan nedvszívó felületeknél, pl. gipsz-, gipszkarton felületek, pórustelítő alapozásra van szükség. Ilyenkor az erre a célra kifejlesztett alapozót használjuk. Ha szükséges, az alapozást megismételhetjük.
Fontos, hogy az alapozót vékonyan vigyük fel a felületre. Az alapozó oldatot oly mértékben kell hígítani, hogy minél jobban beszívódhasson a pórusokba, s ne képezzen filmréteget a felületen. Az alapozót ecsettel, kefével vagy hengerrel lehet a felületre felhordani.
Glettelés
A gletteléssel a felületet simává, egyenletessé tesszük. A glettelésnek tapétázás esetében is jelentős szerepe van. A tapéta a kisebb repedéseket ugyan eltünteti, de a fal egyenetlenségei – glettelés elmaradása esetén – jól láthatók lesznek a beeső fény árnyékában.
A glettanyagokat megjelenésük szerint két csoportba lehet osztani. Vannak por formájában kapható és készre kevert termékek. A hatóanyag-tartalom alapján gipsz alapú és ásványi töltőanyag alapú glettanyagokról beszélhetünk. A kereskedelemben a por alakú, késleltetett kötésű gipsz a leggyakoribb. (Azért beszélünk késleltetett kötésű gipszről, mivel a gyártók a gipsz kötési idejét adalékanyagokkal megnövelik.) A gipszet az előírásnak megfelelő mennyiségű vízzel kell összekeverni, majd a kötésidején belül a falfelületre kell simítani. A gipsz alapú glettanyagok előnye, hogy alkalmazásukkal a felületi egyenetlenségeken túl a kisebb repedéseket is meg lehet szüntetni.
A készgletteket alapos felkeverés után azonnal fel lehet hordani a felületre. Előnyük, hogy kényelmesen lehet velük dolgozni, és hosszú a nyitott idejük. A glettanyagok felületre történő felhordása történhet kézzel, glettvassal és szórógéppel (AIRLESS levegő nélküli eljárás).
A glettelt felület alapozása
A glettelés után, tapétázás előtt a felületet újra alapozni kell. Ennek az alapozásnak a célja a felületi pórusok telítése, a glett nedvszívó képességének csökkentése. Az alapozást hígított metil-cellulóz tapétaragasztó oldattal lehet elvégezni. Az alapozott felületen a tapéta könnyebben csúsztatható, mivel a falfelület nem szívja el azonnal a ragasztóból a vizet. Az alapozott felületen nagyobb a tapétaragasztó tapadószilárdsága is.
A tapétázás folyamata
A tapéta ellenőrzése, méretre vágása
Ha a falfelületet előkészítettük a burkoláshoz, ellenőrizni kell a tapétatekercsek számát és hibáit. A tapétázandó felületet egyszerű területszámítással lehet meghatározni. Nem szabad megfeledkezni a nyílászárók területének kivonásáról. Az így kapott összegnél kb. 15 %-kal több tapétára lesz szükség. Kb. ennyivel többre becsülhető a leszabásból, sérülésekből adódó anyagveszteség.
Az anyagszükséglet megállapításánál természetesen figyelembe kell venni a tapéta szélességét, szélezetlen tapétáknál a szélezésből adódó anyagveszteséget is. Általában egyszínű, minta nélküli tapétáknál kevesebb az anyagveszteség, mivel a lapok minta szerinti illesztése nem szükséges.
Példa
A tapétázandó helyiség 4 m széles, 5 m hosszú ás 2,5 m magas. Egy 3 m széles, 1,3 m magas ablak van az egyik oldalán, és egy 0,9 m széles 2,3 m magas ajtó található a másik oldalán. A tapéta szélessége 56 cm, egy tekercs 10 m hosszú. Mennyi tapétára van szükség a helyiség burkolásához (feltételezzük, hogy a mennyezetre és az oldalfalakra ugyanaz a tapéta kerül).
- A szoba mennyezete: 4 m x 5 m = 20 m2
- A rövidebb oldalfalak területe: 2 x 4 m x 2,5 m = 20 m2
- A hosszabb oldalfalak területe: 2 x 5 m x 2,5 m = 25 m2
- Az ablak területe: 3 m x 1,3 m = 3,9 m2
- Az ajtó területe: 0,9 m x 2,3 m = 2,07 m2
- A tapétázandó terület tehát: 20 + 20 + 25 – 3,9 – 2,07 m2 = 59,03 m2
Egy tekercs tapéta területe: 10 m x 0,56 m = 5,6 m2 (ha szélezetlen a tapéta, akkor a szélezésnél leeső kb. 3 cm-rel kevesebbet kell figyelembe venni).
A tapétázáshoz szükséges tekercsek száma: 59,03 m2 / 5,6 m2 = 10,54 tekercs elméletben.
A gyakorlati szükséglet az elméletinél 15 %-kal több, vagyis 10,54 x 1,15 = 12,12 tekercs, de minden esetben felfelé kerekítünk, vagyis a helyiség tapétázáshoz 13 tekercs tapéta szükséges.
Tapéta ellenőrzése
Ha az anyagszükségletet ellenőriztük, a következő lépés a tapéta ellenőrzése. Ennek célja a tapétatekercsek közötti színárnyalati hibák megkeresése. Először a tapéta gyártási vagy színszámát kell összehasonlítani tekercsenként. Csak az azonos gyártási, ill. színszámú tapétákat lehet együtt felhasználni.
Ezután ellenőrizni kell az árnya-latbeli színkülönbségeket, mivel még az azonos színszámú tekercsek esetében is fordulhat elő eltérés. Ez a legyezőpróba. A vizsgálathoz a tekercseket kb. 1 méterre tekerjük le, majd legyezőszerűen tegyük le a tapétázóasztalra. A különböző tekercsek között nem lehet még árnyalatbeli különbség sem. Ha meggyőződünk a színárnyalatok azonosságáról, következhet az illesztési próba.
A tapéták mintázatuk alapján két típusba sorolhatók. Vannak minta nélküli, ill. egyszínű és valamilyen ismétlődő mintát tartalmazó tapéták. A tapétaminták lehetnek egyenes illesztésűek és eltolt illesztésűek. (2. ábra)
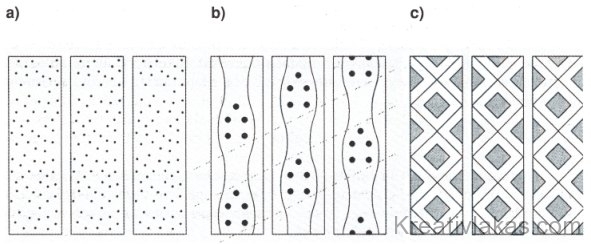
2. ábra: Tapétaminták illesztése: a) illesztés nélküli minta, b) eltolt illesztésű minta, c) egyenes illesztésű minta.
Az illesztési próba során állapítjuk meg, hogy ezek az ismétlődő minták hogyan illeszkednek, ill. mekkora a minta hosszúsága. Ehhez tekerjünk le egy-egy mintányit két-két tapétatekercsből, s tegyük egymás mellé. Az egyenes illetésű minták ugyanabban a szintben folytatódnak, az eltolt illesztésűeknél minden második tapétacsík fél mintával eltolva illeszkedik az előzőhöz. Egyes tapétagyártók a tapéta hátoldalán feltüntetik a csíkok illesztésének módját.
A következő lépés a tapétacsíkok leszabása, méretre vágása. Ezt a műveletet végezhetjük ollóval, tapétázókéssel, vagy a tapétázógépen található korszerű vágóberendezés segítségével. A tapétalapot a tapétázóasztalon kiterítjük, majd a kívánt hosszúságot bejelöljük. Ezután pontosan derékszögben kell a lapokat leszabni.
Minta nélküli, ill. egyszínű tapétáknál a következő lapot ehhez mérjük. Egyenes illesztésű tapétáknál ügyelni kell arra, hogy a mintaelem indulását jelző nyíl ugyanoda essen. Eltolt illesztésű tapétáknál célszerű a fél mintaelemet nagyon gondosan kimérni egy másik tapétatekercsből, majd két tekerccsel dolgozva szabni le a csíkokat, ügyelve a mintaelemek indulását jelző nyilak találkozására.
Vannak olyan tapétatípusok, ahol minden második lapot fordított irányban „fejjel lefelé” kell a falra illeszteni. A mintaelemek illesztését ezeknél a típusoknál a fordított irány figyelembe vételével kell végezni.
A tapétalapok kenése
A levágott sávokat a hátoldalukkal felfelé kell a tapétázóasztalra fektetni. A tapétacsík hátoldalára egyenletesen vigyük fel a ragasztót. Elkerülhetjük az asztal, ill. az alsó lapok ragasztóval történő szennyeződését, ha a lapoknak a felső részét, majd az alsót is, amikor kenjük, néhány milliméterre túltoljuk az asztal szélén. A ragasztó felvitelére használhatunk korong- vagy négyszögkefét. Ma már korszerű tapétázógépek állnak rendelkezésre, melyekkel a ragasztó egyenletes felvitele és a szélezetlen lapok szélezése egyszerűen és pontosan elvégezhető.
A bekent sávokat össze kell fektetni, hogy a ragasztó egyenletesen el tudjon oszlani és a tapéta meg tudjon puhulni. Az összefektetést úgy kell végezni, hogy a felső rész hosszabb legyen (kb. 2:1), és az összehajtott sáv végei hurkot képezzenek. Ügyelni kell arra, hogy törések ne keletkezzenek.
Szélezetlen tapéták esetében ekkor lehet a szélezést elvégezni. Ha a burkolást át-lapolásos módszerrel végezzük, elég csak az egyik oldalon levágni a tapéta szélét. A műveletet acélvonalzó mellett tapétázókéssel célszerű elvégezni. A dombornyomásos, illesztett tapétákat mindkét szélén, a minta kezdetéig kell szélezni. Az összehajtott lapokat ezután tovább kell hajtogatni. így megakadályozhatjuk a szélek idő előtti megszáradását és felkunkorodását.
Ezután a pihentetési idő következik. Ez alatt az idő alatt a tapéta rostjai nedvességgel telítődnek, puhulnak, s ezáltal könnyebben rásimíthatók a felületre. Egyszerű papírtapéták esetében a pihentetési idő általában néhány perc, míg mosásálló tapéták esetében 10-20 perc is lehet. A gyártók a legtöbb esetben megadják a tapéta puhulási idejét. Ügyeljünk arra, hogy ezt az időt ne lépjük túl, mert a tapéta elveszíti szilárdságát, s ez a tapéta szakadásához vezet.
Tapétázási technikák
A tapétázást mindig a mennyezetnél kell kezdeni. A tapétát az ablaknyílásra merőlegesen kell felhelyezni. Az egyenes irány betartásához, egy tapéta szélességben csapózsinórral kell a távolságot kijelölni. A falak és a mennyezet találkozásánál a mennyezettapétának a hajlatot is be kell fednie, ezt a zsinórozásnál figyelembe kell venni. Magas lakásokban előfordulhat, hogy az oldaltapétát a hajlattól akár 50 cm-rel is lejjebb kezdik felrakni. Ilyenkor a mennyezettapétát vízszintes irányban kell az oldalfal felső részére felragasztani.
A lapok felragasztását a csapózsinórral megjelölt vonaltól kell kezdeni úgy, hogy az 1/3-os behajtás részt kell először a jelölővonaltól befelé és a fal irányába simítani, majd a tapétalap többi részét kell előre és kifelé irányuló mozdulatokkal a falra simítani. (3. ábra)
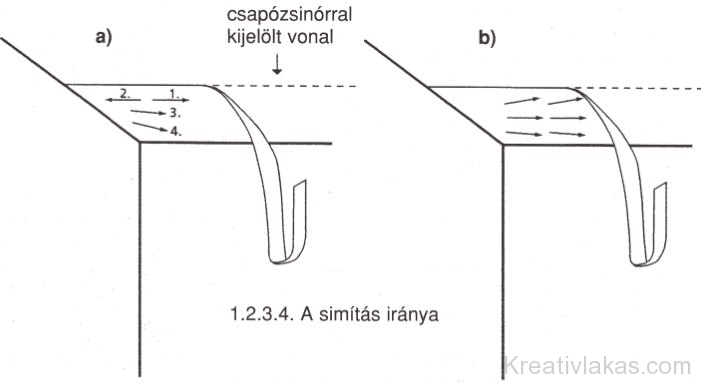
3. ábra: Mennyezet tapétázása: a) a mennyezet tapétázásának kezdete; b) a tapétalap rásimítása a mennyezetre. 1., 2., 3., 4.: a simítás iránya.
Hosszabb lapokat két főnek célszerű ragasztania. Magasabb helyiségeknél a tapéta tartására segédeszközt, tartórudat is igénybe lehet venni.
Oldalfal ragasztásánál csapózsinórral először a vízszintes vezetővonalat kell kijelölni, ez adja meg a függőleges lapok felső végét. Ezután a függőleges vezetővonalakkal tapétacsíkonként a függőleges irányt is be kell jelölni. így elkerülhető a tapétalapok ferde elhelyezése a falra. A tapétázást a fény beesése felől végezzük (4. ábra), így elkerülhető a zavaró árnyék kialakulása az illesztéseknél. Ragasztáskor a 2/3-os behajtás résznél kezdjük a munkát. A szétnyitott lapot a felső vezetővonalhoz kell illeszteni, majd lefelé és kifelé irányuló mozdulatokkal a falra simítani. Ha a felső 2/3 részt már rásimítottuk a felületre az alsó 1/3 tapétarészt is leengedjük, és a falra simítjuk.
A tapéta színoldalára került ragasztómaradványokat azonnal el kell távolítani – a tapéta típusától függően – nedves szivaccsal vagy száraz ruhával. Az alkalmazott technika mindig a tapéta típusának függvénye.
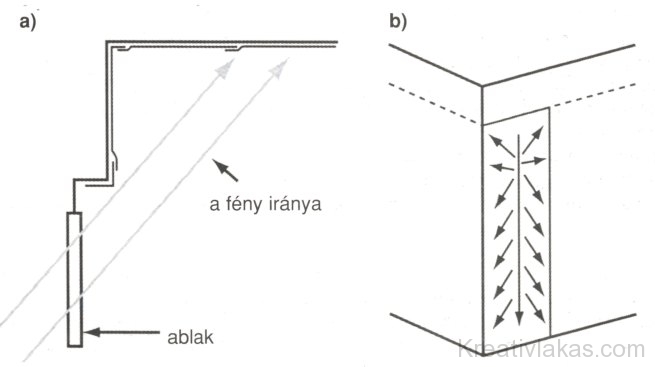
4. ábra: Oldalfal tapétázása: a) átlapolások elhelyezkedése; b) tapétalapok simításának menete.
Ragasztás átlapolással
Ennél a módszernél a tapétalapok 3-5 mm-es átfedéssel illeszkednek egymáshoz. (5/a ábra) így ragaszthatók a vékony papírtapéták és a nem dombornyomással középnehéz tapéták.
A tapétalapok felrakása után az átlapolásokat tapétázó hengerrel le kell hengerezni. A műveletet még a teljes száradás előtt kell végezni. így az átfedések tompulnak, kevésbé láthatóvá válnak, ill. A préseléssel a ragasztás erőssége az illesztéseknél növekszik.
Ragasztás illesztéssel
Ennél a módszernél a két tapétalapot pontosan egymás mellé kell illeszteni. (5/b ábra) A tapétának mindkét oldalán szélezettnek kell lennie. Ezt a módszert vastagabb vagy a felületen présnyomott mintás tapéták esetében alkalmazzuk. Itt különösen fontos a puhulási idő pontos betartása, mivel ha túl hosszú időt vártunk, simításkor a domborminták kisimulnak.
Ez a ragasztási módszer minden esetben igényli a makulatúra, aljzattapéta készítését. A puhulási idő alatt a tapétalapok nedvességet szívnak magukba, ezáltal méretük kis mértékben változik. Ezek a nedves lapok a burkolás befejezése után a falon megszáradnak, méretük kismértékben csökken. Illesztett ragasztási technika esetében a térfogatváltozás következtében az illesztési sávok megnyílnak. A makulatúra ezt a száradás közben fellépő zsugorodást hidalja át a falfelület és a fedőtapéta között. A makulatúra tulajdonképpen egy aljzattapéta.
Makulatúraként alkalmazható bármilyen színhibás vékony papírtapéta, csomagolópapír vagy egyéb rostos papírfajta. Az aljzattapétát a falfelületre illesztetten vagy átlapolással kell felragasztani, az átlapolásokat gipszeléssel el kell tüntetni.
Burkoláskor az első lapot az illesztéses ragasztásnál megismert módszerrel kell a felületre ragasztani, majd a második és további lapokat szorosan az előzőhöz illesztve kell felhelyezni. Ügyelni kell a lapok lesimítására. Különösen a dombornyomott tapéták esetében nem szabad túl nagy erővel hengerezni, ill. kefélni, mivel a domborminták kisimulhatnak. A lapok kenését is óvatosan kell végezni, mivel a színoldalra került ragasztó nem távolítható el nyomtalanul a felületről. Ezért ilyen tapétáknál célszerű a kenést tapétázógéppel végezni.
Átlapolásos illesztés
Speciális tapétafajták esetében sem az illesztéses, sem az átlapolásos módszer nem alkalmazható. Ilyenkor a két módszer kombinációjával dolgozunk. Elsősorban ezeknél a tapétatípusoknál alkalmazzák a műgyanta alapú tapétaragasztókat. A ragasztót a falfelületre kell felvinni, majd néhány milliméteres átlapolással kell a tapétát a felületre simítani. Ezután acélvonalzó mellett az átlapolási középen át kell vágni, a leeső széleket el kell távolítani, majd az illesztést újra be kell kenni ragasztóval, s végül a széleket a falra kell nyomni, hengerelni. (5/c ábra)
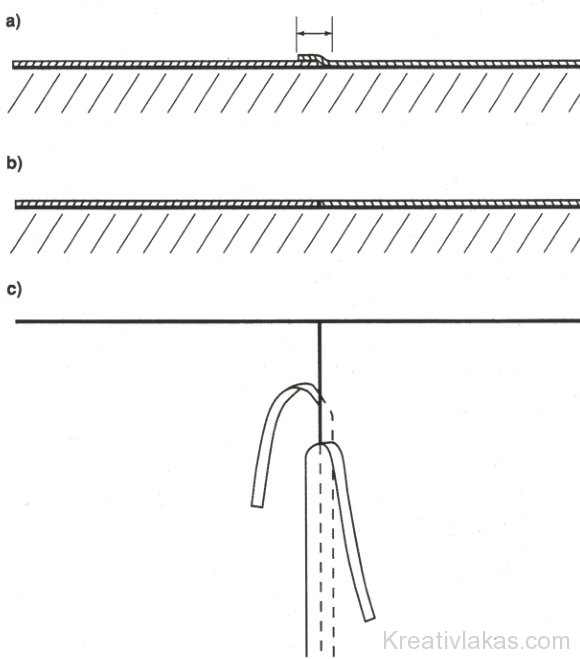
5. ábra: Ragasztási technikák: a) ragasztás átlapolással; b) ragasztás illesztéssel; c) átlapolásos illesztés.
Egyéb tapétázási eljárások
A folyékony tapéta
Ez a tapétatípus az utóbbi években terjedt el hazánkban. Mint a [neve is utal rá, itt nem előre leszabott tapétalapokat kell a falra ragasztani, hanem a tapéta anyagát a ragasztóanyaggal és vízzel összekeverve egy szuszpenziót (keveréket) kell előállítani, majd a masszát a felületre kenve a száradás során alakul ki a falon a tapétaburkolat. A tapétázás előtt a falfelületet itt is glettelni, majd alapozni kell.
Az alapozással a falfelületen levő vízoldható, elsősorban színező anyagokat kell a falfelületre rögzíteni, ugyanis a folyékony tapéta felhordásakor nagy mennyiségű vizet viszünk fel a felületre, mely több napon keresztül szárad, s a nedves anyag kioldhatja a fal némely anyagát, ami később a tapéta elszíneződését okozhatja. A megfelelő alapozással a falfelületet a víz mállasztó hatásától is védjük.
A folyékony tapétának két típusa ismert. A textiltapéta textilőrleményt tartalmaz, míg a papírtapéta készítésekor papírőrleményt kell a ragasztóporral és a vízzel összekeverni.
Az öntapadós tapéta
Léteznek olyan tapétatípusok a piacon, melyeknek hátoldalát a gyártó öntapadós ragasztófilmmel látta el. A ragasztófilmet szilikonpapírral védik meg az összetapadástól. Ezek az öntapadós tapéták. Ha ezt a szilikonpapírt eltávolítjuk, a tapéta hátoldalán található ragasztófilmmel a tapétát közvetlenül a felületre lehet ragasztani. Ez a ragasztófilm egy speciális, drágább anyag, ezért csak műanyaggal impregnált papír- és műanyag (PVC) fólia tapétáknál alkalmazzák ezt a technológiát.
Az öntapadós tapéták gyakran a felújítási munkák anyagai (pl. bútorok felületének burkolása), mivel a ragasztófilm kiválóan tapad fára, fémre, üvegre, sőt festett, mázas felületekre is.
Tapétázáskor a tapétát mindig pontosan méretre kell vágni, majd a szilikonpapír fokozatos eltávolítása közben a felületre simítani. A ragasztófilm kontakt módon ragaszt, vagyis a rossz illesztés menet közben csúsztatással nem korrigálható. Ezért először csak néhány centiméteres darabon célszerű a szilikonpapírt eltávolítani a tapéta hátoldaláról, pontosan a felületre illeszteni, rásimítani, majd újra néhány centiméteres darabon lehúzni, s újra a felületre simítani. Közben vigyázni kell, hogy légbuborék ne maradjon a felület és a tapéta között, mert azt utólag eltávolítani csak a tapéta leszedésével és újra simításával lehet. A tapéta nyújtható, ezért simítás közben csak annyira feszítsük meg, amennyire a pontos illesztés kívánja.
Szegélylécek, szegélycsíkok
A tapétázás befejező művelete a szegélylécek, szegélycsíkok felhelyezése a felületre. Ez történhet szereléssel vagy ragasztással. A szegélyléceket és szegélycsíkokat a mennyezettapéta és az oldaltapéta találkozási pontjára szokás elhelyezni.
Álmennyezetek készítése
Az álmennyezetek vagy más néven takarólapok szerepe a hő- és hangszigetelésen túl a dekoratív hatás elérése. Az alapot itt is elő kell készíteni a korábban megismert módon. A felületnek simának, tisztának, megfelelő szilárdságúnak kell lennie. A lapokat mindig a mennyezet középpontjából kiindulva kell felhelyezni a falakkal párhuzamosan vagy átlósan. A pontosság érdekében a munkát célszerű először méretarányosan kicsinyítve megtervezni, majd a főbb vonalakat korábban csapózsinórral a felületen bejelölni. (6. ábra)
A lapokat pontosan kell az élek mentén összeilleszteni, célszerű először néhány centiméterrel a tervezett helyétől kicsit távolabb a felületre helyezni, majd a helyére csúsztatni. A fal mentén a lapokat vagy méretre vágjuk, vagy a legutolsó, még egészben körbefutó szegélyt szabadon hagyjuk.
A takarólapoknak több fajtája ismert. A leggyakoribbak a habosított polisztirolból készült takarólapok, de készülhetnek farostlemezből, kemény PVC-ből és gipszből is. A habosított polisztirolt, a farostlemezt és a gipszlapokat diszperziós ragasztóval, míg a kemény PVC lapokat szereléssel célszerű a felületre rögzíteni.

6. ábra: Álmennyezetek készítése.
A tapéta tisztítása
A tisztítási műveletet a tapéta típusa határozza meg. A mosásálló és a nedves dörzsálló tapéták esetében használhatunk szivacsot és mosószeres vizet.
Száraz dörzsálló tapéták esetében elterjedt a falradír alkalmazása. A falradírt a felületre gyengén rányomva és azon végighúzva a felületi szennyeződések eltávolíthatók. Sosem szabad a falradírt erősen a felületre nyomni, mivel eltávolítás helyett a felület pórusaiba nyomjuk a szennyeződést.
A falradír összetétele:
- 1 kg liszt
- 8 dl víz
- 4 dkg rézgálic
- 2 dkg timsó
A ragasztóanyag olyan nemfémes szerkezetű anyag, mely két anyagot képes összekötni anélkül, hogy azok belső szerkezete lényegesen megváltozna. Tapétázás során a két összeragasztandó anyag a falfelület és a tapéta.
A ragasztás két azonos vagy különböző felépítésű közötti nemfémes kötés létrehozása egy olyan vékony, szilárd film segítségével, mely a ragasztóanyagból keletkezik. A ragasztás technikában egy adott ragasztóanyag bizonyos felületre történő tapadását adhéziónak, a ragasztófilm belső szilárdságát pedig kohéziónak nevezzük. A tapétaragasztókat a bennük lévő hatóanyag alapján különböztetjük meg. Ismerkedjünk meg ezekkel az anyagokkal kicsit részletesebben.
A keményítő
A keményítő a növényi sejtekben előforduló ún. tartalék tápanyag. Különösen a magvakban, gumókban (búza, kukorica, burgonya, rizs) található sok belőle. Ezekből is állítják elő. Amikor a növény nem jut táplálékhoz, ezt a felhalmozott tartalék tápanyagot használja fel.
A keményítő nagy molekulájú poliszacharid, fehér porszerű anyag. Hideg vízben rosszul oldódik. A keményítő vízben történő oldódását az oldat melegítésével vagy lúgoldat hozzáadásával segíthetjük. A keményítő oldata nem egészen víztiszta, egy kicsit opalizál. Az oldódás folyamán a keményítőszemcsék duzzadni kezdenek, ez a folyamat a csirizesedés. A keményítőből híg savak, enzimek, ill. hő segítségével dextrin állítható elő. A dextrin sárgás por, mely vízben jól oldódik.
Ragasztó készítéséhez a keményítőt és dextrint egyaránt felhasználják. Régen a keményítőcsirizt házilagosan állították elő. Adott mennyiségű lisztet vízzel csomómentesre kevertek, majd az egészet forrásig melegítették. Az így kapott csirizhez 3-5 % csontenyvet adagoltak a jobb ragasztóhatás elérése érdekében. Ma a keményítőt nagyüzemi módszerekkel állítják elő. A növények magvai, gumói 12-70 % keményítőt tartalmaznak. Ezt a növényi magvakból, gumókból kivont anyagot használják fel ragasztók gyártására.
A cellulóz
A cellulóz szintén a természetben előforduló poliszacharid. A növényi sejtek, rostok vázszerkezetét alkotja. A természetben előforduló legtisztább cellulóz a gyapot. A cellulóz természetes állapotában vízben teljesen oldhatatlan, szálas, rostos anyag. Hogy ragasztó készülhessen belőle, vízoldhatóvá kell tenni. Ezt a cellulózmolekula átalakításával lehet elérni. Ragasztó gyártására két cellulózszármazékot szoktak alkalmazni, a karboxi-metil-cellulózt és metil-cellulózt.
A karboxi-metil-cellulóz vagy ismertebb nevén a CMC fehér, nem mérgező, szagtalan, íztelen por, mely vízben jól oldódik. A CMC alapú tapétaragasztót célszerű előző nap elkészíteni. A port intenzív keverés mellett kell a vízbe adagolni, hogy a CMC-szemcsék kellőképpen el legyenek oszlatva, ellenkező esetben a ragasztóoldat csomós lesz. A CMC gyártási folyamata során a CMC mellett mindig keletkezik konyhasó is, mely a terméket szennyezi. Ez a konyhasó „kivirágzik” a tapéta felszínén, ezért – bár a CMC a legolcsóbb tapétaragasztó anyag – igényesebb helyeken célszerűbb metil-cellulóz alapú tapétaragasztót használni.
A metil-cellulóz fehér, fényálló, íztelen, szagtalan, nem mérgező, vízben jól oldódó por. Vízben való oldását ugyancsak intenzív keverés mellett kell végezni, azonban a szemcsék eloszlatása egyszerűbb, mint a CMC esetében, ezért a metil-cellulózból készült tapétaragasztók fél óra alatt felhasználásra készek. A ragasztók gyártásához tiszta metil-cellulóz port használnak fel. A korszerű tapétaragasztók metil-cellulózból vagy műgyanta diszperzióból készülnek. Ennek oka a csomómentes bekeverésen túl a jobb kiadósság is.
Műgyanta diszperzió
A keményítő és a cellulóz bázisú tapétaragasztók nem minden esetben alkalmazhatók, nem minden tapétatípusnál adnak elég erős ragasztási kötést. Ma már kaphatók a kereskedelemben olyan tapétatípusok, melyeket csak műgyanta diszperziós ragasztóval lehet felragasztani. A műgyanta diszperziós tapétaragasztók vagy vízben diszpergálható ragasztóporok vagy vízzel készre kevert masszák. A hatóanyag többnyire polivinil-acetát. A műgyanta bázisú tapétaragasztók esetében erősebb ragasztási kötés jön létre, mint a természetes alapanyagúak esetében.
Ragasztókombinációk
A műgyanta bázisú tapétaragasztók nagyon széles körben használhatók, azonban drágák. A természetes bázisú ragasztók ára kedvező, de nem minden esetben adnak elég erős ragasztási kötést. Épp ezért fejlesztették ki a gyártók a tapétaragasztók kombinációját. Többnyire 20 % műgyanta diszperzió port adagolnak a metil-cellulózhoz. A műgyanta és metil-cellulóz keveréket tartalmazó tapétaragasztók esetében nem szabad az egységdoboz tartalmát kettő vagy több részre bontani, mivel a két különböző por többnyire nincs összekeverve.
Tovább javíthatjuk a ragasztási kötés erősségét, ha a kész ragasztóoldatunkhoz további műgyanta diszperzióját adagolunk. A pontos arányt a tapétaragasztók dobozán a gyártók többnyire megadják.
Oldószeres ragasztóanyagok
Az eddig ismertetett tapétaragasztó anyagok esetében a tapétát mindig egy nedvszívó felületre, valamilyen falfelületre viszik fel. Előfordulhat azonban olyan eset, mikor nincs nedvszívó felületünk, s a tapéta sem az. Pl. hőszigetelő réteggel, habosított polisztirollal van ellátva a tapéta hátoldala, s fém felületére kell rögzíteni. Ilyen esetekben kontakt ragasztóval lehet a burkolást végezni. Ezek többnyire oldószeres ragasztók, de létezik oldószer mentes, vizes bázisú változatuk is.
A tapétázás során a ragasztóanyagot a tapéta és a tapétázandó felület hátoldalára is fel kell vinni, meg kell várni, amíg az oldószer (vagy víz) eltávozik a ragasztófilmből, majd a tapétát pontos illesztés után a felületre kell simítani, hengerelni. A ragasztási kötés annál erősebb lesz, minél nagyobb erővel tudjuk a felületre nyomni a tapétát. A pontos illesztés nagyon fontos, mivel a tapéta helyrecsúsztatására, utólagos javításra nincs lehetőség.
Az oldószeres ragasztó kiválasztását gondosan kell végezni, csak olyan ragasztók jöhetnek számításba, melyeknek oldószere nem oldja a tapéta hátoldalát. Pl. habosított polisztirol esetében oldószerként csak benzint tartalmazó ragasztóanyagot használhatunk. Az erre a célra alkalmazott ragasztóanyagok többnyire természetes vagy szintetikus kaucsuk bázisúak.
A ragasztóoldat elkészítése
A kereskedelemben ma már nagyon sokféle jó minőségű tapétaragasztó kapható, nincs szükség házilagosan csiriz készítésére. Ezeket a ragasztóanyagokat vagy felhasználásra kész formában, vagy por alakban hozzák forgalomba. A felhasználásra kész ragasztóanyagokkal sok tennivaló nincs, felkeverés után azonnal használhatók. A por alakú ragasztóanyagokat először vízzel kell keverni. Ez a ragasztó készítésének a legkritikusabb lépése.
Ha az előírtnál több vizet adagolunk, akkor a hatóanyag-tartalom csökken, s a ragasztóanyag ragasztási ereje nem lesz megfelelő. Ugyancsak fontos az intenzív keverés. Legjobb, ha egy vödörben előkészítjük az előírt mennyiségű vizet, s a port lassan, fokozatosan adagoljuk a folyamatosan kevert vízbe.
A tapétaragasztót minden esetben a tapétához kell választani. A tapétagyártók többnyire feltüntetik a ragasztó típusát, mellyel a burkolást végezni lehet.
[table id=369 /]
A táblázat a különböző tapéták és ragasztótípusok között teremt kapcsolatot.
Tapétázási segédanyagok
Szél- és utánjavítók
Az esetleges tapétázási hibák javítására fejlesztették ki a szél- és utánjavító anyagokat. Ezek műgyanta vagy természetes latex bázisú anyagok, alkalmasak a kritikus helyeknél, pl. széleknél a ragasztási kötést erősíteni, a felkunkorodó tapétaszéleket újból rögzíteni.
Tapétaleoldók
Felújítási munkáknál problémát okozhat a régi tapéta eltávolítása. Ennek elősegítésére fejlesztettek ki a tapétaleoldókat. Ezek un. tenzideket tartalmazó oldatok. A tenzidek elősegítik a régi ragasztóréteg nedvesedését, s ezzel megkönnyítik a régi tapéta eltávolítását. Alkalmazását előtt a régi tapéta vízzáró felületét alaposan meg kell karcolni, hogy az alsó papírréteg át tudjon nedvesedni.
Diszperziós ragasztók
Egyes speciális esetekben alkalmaznak diszperziós ragasztóanyagokat a tapéta rögzítésére. A diszperziós ragasztóanyagokat általában burkolási célra fejlesztették ki. Viszkozitásuk magas, jól tapadnak a falfelületekre, viszont tapétázási célra viszonylag drágák.
Napjainkban a tapétagyártásban lényegében három nyomási eljárást alkalmaznak a gyártók.
Ezek:
- Flexonyomás.
- Mélynyomás.
- Szitanyomás.
„Nyomódúcként” hengereket, illetve körsablonokat használnak. Minden henger csak egy színt nyom és több, egymás utáni nyomási menet adja ki a mintázat összképét.
A flexonyomásnál a hengernek csak a kiálló, festékbe mártott strégjei nyomják a mintát, melynek felülete hajlékony anyagból áll. Ez tehát magasnyomási eljárás éppen úgy, ahogy a hagyományos enyvnyomás, amely több mint 100 éven át meghatározta az egész ipari gyártást. Ezt a modern nyomástechnika majdnem teljesen kiszorította, újabban azonban a különleges, magas értékű kollekcióknál ismét alkalmazzák.
A magasnyomás ellentéte a mélynyomás. Itt a hengernek csak a mélyített részeire nyomják a mintát, az úgynevezett apró festékcsészékre, amelyekből a nyomandó papírpálya „kiszívja” a festéket. A mélynyomás nagyon finom rasztert illetve színlefutást és nagy felviteli mennyiségeket tesz lehetővé, kiváló minőségben.
A szitanyomásnál körszitán át nyomnak. Egy kés a pasztaállagú festéket felülről keresztül nyomja a sablonon a felületre, ahol ezt a hordozó felveszi. A hengereket és a szitasablonokat többnyire lézerrel gravírozzák közvetlenül az iparművész által tervezett eredeti mintáról.
Minden használt nyomásfajta rotációs nyomóeljárás, amely gyors áthaladást tesz lehetővé, és a mindenkori minta szerint tetszőlegesen kombinálható. Nagyon modern, folyamatosan fejlődő nyomógépek, elektronikus szabályzórendszerek, új meg új festékreceptúrák és kombinált technológiák teszik lehetővé, hogy a tervezők elképzeléseit tökéletesen meg lehessen ipari szinten valósítani.
Mindez lehetővé teszi, hogy a tapéta – rendkívül széles minta- és színválasztékának köszönhetően – egy mindig időszerű térkialakítási eszköz legyen, amely díszítő funkciója mellett védő szerepet is betölt.
A tapéták alkalmazási területei
A tapéta nemcsak a belső vakolt oldalfalak és mennyezet bevonására alkalmas, hanem beton, gipsz, gipszkarton vagy egyéb felületekre is használható.
Alkalmazási területei: lakóépületek helyiségei, irodaházak, vendéglátóipari egységek, kulturális létesítmények, középületek, egyéb intézmények falai, illetve mennyezetei. A speciális alkotóelemekből és különleges eljárásokkal készített tapéták speciális tulajdonsággal rendelkeznek (lángállósági fok, dörzsállóság, moshatóság), melyek a közületek biztonsági és felhasználási elvárásainak is tökéletesen megfelelnek. A tapéták általában nem alkalmazhatók olyan helyiségekben, ahol közvetlenül vízzel kerülnek kapcsolatba.
Mit nyújtanak a tapéták?
A tapéták alapvető feladata, hogy harmóniát teremtsenek a lakás helyiségeiben, összecsengve a lakásképpel és az ott lakók egyéniségével. A rendkívül széles minta- és színválaszték, a könnyű cserélhetőség segít az otthonkép minél rugalmasabb kialakításában és változtatásában. A tapétákat iparművészek tervezik tanulmányozva a bútorszíneket, a textilkollekciókat és a padlódivatot, melyek segítségével folyamatosan új trendeket ismernek fel és találnak ki. A tapéta kimondottan divattermék.
Az egyre fejlődő gyártási technológiákkal, új és új termékkonstrukciókkal lehetővé vált sokféle divatstílus követése és kialakítása a falburkolásban is: a természetes (natúr)hatásoktól a fém-pigmentekkel szórt, préselt gyűrődésekkel tarkított olyan „high-tech” hatásokig, amelyek lassan inkább iparművészethez hasonlíthatók, mint lakástervezéshez. Egyre több ember vesz bátorságot a szokatlan formákhoz, és leli örömét rafinált dekorációkban. A tapétákkal erre bőven van lehetőség.
Tapétafajták csoportosítása
A klasszikus színes papírtapétán kívül a falburkoló piacon számtalan különféle tapétatípus kapható: érdekes effekteket lehet elérni különböző anyagok használatával, melyeket vagy a hordozóra visznek fel, vagy – mint például a fűrészporos tapétánál – két papírréteg közé kasíroznak.
A megfelelő tapétatípus kiválasztásánál a felületi képnek, a mintázatnak és a felhasználási területnek kell a döntő tényezőnek lennie: a közületi helyiségekbe gyakran magas igénybevételnek megfelelő falburkolóra van szükség, a konyha és a fürdőszoba falfelülete szintén speciális páraálló típusokat követel meg. De a lakóterület igényei (természetes hatás, metáleffektek, avantgárd stílusigények) alapján is sokféle tapétatípus közül lehet választani.
A különböző beépítési módok, az alkalmazott ragasztótípusok szükségessé teszik, hogy a tapétákat négyzetméterenkénti tömegük szerint csoportosítani tudjuk:
- könnyű tapéta (90 g/m2-ig)
- középnehéz tapéta (90-130 g/m2-ig)
- nehéz tapéta (130 g/m2 felett).
A tapétát vásárlók számára azonban gyakran sokkal lényegesebb a tapéta anyaga, mert a felületi képet ez nagymértékben befolyásolja:
- Papírtapéta (könnyű)
- Duplex-papírtapéta (középnehéz)
- Vinyl tapéta (nehéz)
- Habtapéta /struktúrprofil tapéta/ (nehéz)
- Vlies-hordozós tapéta (nehéz)
- Textiltapéta (nehéz)
- Velúrtapéta (nehéz)
- Természetes anyagú tapéta (nehéz)
Manapság egyre elterjedtebbek a falnak alapstruktúrát adó, átfesthető falburkolatok is:
- Fűrészporos tapéta (középnehéz)
- Vlies alapú égésgátolt vinyl tapéta (nehéz)
- Üvegszálas tapéta (nehéz)
Papírtapéták
A tapéták közül a legnagyobb piaci részesedése még mindig a papírtapétáknak van, bár a vinyl tapéták részaránya növekedett az elmúlt időszak során, elsősorban a magasabb esztétikai igények kielégítésének képessége következtében.
A papírtapétáknál a tapéta maga lehet szimplex, azaz egy papírrétegből álló, vagy duplex, azaz két papírréteg összeragasztásával és megnyomásával készített. Ezen utóbbi típusoknál a felületi réteg általában új, míg a hátoldali réteg általában újra feldolgozott papírból készült. A papírtapéták lehetnek simák vagy enyhén préseltek – ez a préselés azonban a falra ragasztás után kisimul. A papírtapéták a legérzékenyebbek a nem gondos felület előkészítésre, mivel a vékony papírréteg nem takarja el a fal esetleges egyenetlenségeit.
A papírtapéták a már korábban ismertetett flexo-, mélynyomási és enyvnyomási technológiával készülnek. A papírtapéták a papír(ok) vastagságától függően általában könnyű, illetve középnehéz tapéták, de a magasabb értékű termékek között előfordulhatnak nehéz tapétáknak minősülő termékek is.
Duplex préselt papírtapéták
A préselt duplex papírtapéták esetében két erősebb papírhordozót ragasztanak össze a gyártás során, és ezekbe nedves állapotban acélhengerekkel nagy nyomás alatt préselik bele a mintázatot úgy, hogy a hengeren lévő minta negatív képe jelenik meg a tapéta felületén. Az ezen technológiával készített papírtapéták préselt mintázata a falra ragasztás után is megmarad, és jobban eltakarja a fal egyenetlenségeit a szimplex minőségeknél.
Habtapéták vagy struktúrprofil tapéták
A habtapéták gyártásánál az egy- vagy kétrétegű papírhordozóra PVC vagy egyéb polimer anyag alapú, színezett plasziszol 170-220 °C közötti hőmérsékleten történő felhabosításával háromdimenziós mintázat állítható elő. Az így kapott mintázatot a gyártás utolsó fázisában brillporral, flitterrel stb. még esetenként megszórják.
A habtapéták mosás- és fényállósága nagyon jó. A normális háztartási piszkolódások könnyedén eltávolíthatók a felületről. Vízpára-áteresztő, így új épületekbe, konyhába, fürdőszobába is alkalmazható, ahol közvetlen vízhatásnak nincs kitéve. A habtapéták hazánkban a másik nagy piacrészesedéssel rendelkező csoport, ugyanis magas esztétikai igényeket elégít ki, jó ár/érték aránnyal rendelkezik és kiválóan eltakarja a fal esetleges hibáit, repedéseit. A habtapéta döntően a nehéz tapéták csoportjába sorolható.
Melegen préselt vinyl tapéták
Ezen típusok a magasabb értékű termékek csoportjába sorolható nehéz tapéták. A gyártási eljárás során a papírhordozóra egy vinyl-réteget hordanak fel. Erre a rétegre nyomják a mintázatot, majd melegpréssel struktúrát adnak a felületnek. A vinyl tapéták speciális gyártási eljárásuk következtében nagy igénybevételnek is ellenállnak, dörzsállók, így a lakószoba mellet megfelelnek a konyhai, fürdő- és előszobai, valamint akár lépcsőházi felhasználásnak is.
A vinyl tapéták további előnye, hogy a későbbi renováláskor szárazon maradéktalanul eltávolíthatók: a vinyl-réteg nagyobb darabokban lehúzható; a falon maradó hordozópapír pedig a következő tapéta alá kitűnő makulatúraként szolgál.
PVC-mentes, akrilhabú struktúrprofil tapéták
Egyes országokban különösen szigorú környezetvédelmi előírások vannak a falburkolókkal kapcsolatban is, ezért a gyártók kifejlesztettek egy PVC-mentes habtapéta típust is – bár meg kell jegyezni, hogy a szakintézeti bevizsgálások alapján a PVC-t tartalmazó típusok sem bocsátanak ki a környezetre és egészségre káros anyagokat. Ez az alapanyag lágyító mentes, elsősorban vinylacetát-kopolimer alapú, és nincs benne klór, formaldehid és FCKW sem.
A pasztát klórmentes papírra viszik fel, és a habtapétához hasonló optikát érnek el vele. A különbség alapvetően az igénybevételi lehetőségekben rejlik: az akrilhab felülete porózus, kevésbé karcálló, könnyebben piszkolódik és nem dörzsálló. Tapétacserénél a hulladék eltávolítása sem okoz problémát, mert a PVC-mentes anyag biológiailag lebomlik.
Vlies alapú tapéták
A nem szőtt textília (vlies) alapú tapéták különösen az utóbbi időben egyre nagyobb népszerűségnek örvendenek, elsősorban a hordozó által biztosított felhasználóbarát tulajdonságoknak köszönhetően. A vlies-hordozó speciális cellulóz- és poliészterszálakból épül fel, melyeket polimer kötőanyagokkal szilárdítanak meg.
A vlies-hordozónak számtalan előnyös tulajdonsága van:
- méretstabil, puha, mégis szilárd anyag,
- vágási stabilitás; a dimenzióstabil vlies egzakt vágása minden állapotban lehetséges még beragasztózva is,
- kevésbé gyúlékony a DIN 4102 B1 szabvány szerint,
- újrapozícionálható,
- dimenzióstabil: hő és nedvesség hatására idővel sem változtatja méretét,
- DIN 53 122 szerinti vízpára-áteresztő képességgel rendelkezik,
- feldolgozás közben is bőrbarát,
- felújításnál szárazon lehúzható.
A színes mintázattal ellátott felület ezen túl a papíralapú habtapétákhoz hasonlóan jó dörzs- és fényálló, nyomásstabil és tartós.
Textiltapéták
A textiltapéta megjelölés olyan falburkoló termékeket takar, melyekben az a közös, hogy a felületére egy textilanyagokat kasíroznak fel. Alapvetően olyan rostokból álló anyagokba kell gondolni, mint pl. a pamut, a len, a gyapjú, a selyem vagy az üvegszál. Az ilyen típusú termékek magas értékűek, felületi tulajdonságaik a szál minőségétől függnek: lehet durva vagy finom, fényes vagy matt stb.
Üvegszálas tapéták
Az üvegfonat falburkolatként történő alkalmazását 30 évvel ezelőtt kezdték el. Azóta az üvegszálas tapéta a belsőépítészet és a lakberendezés egyik legkedveltebb eszköze lett.
Az üvegszálas tapéta tulajdonságai:
Az üvegszálas tapéta megerősíti a falfelületet, megakadályozza a vakolat felhólyagosodását és lepergését. Áthidalja a repedéseket, elfedi a kisebb hibákat, egyenetlenségeket. A festett üvegszálas tapétán nem látszanak az összeeresztések. A tapéta felszíne kellemesen meleg tapintású. Nem nyúlik, nem ráncosodik.
Az üvegszálas tapéták alkalmazási területei:
Az üvegszálas tapéták különösen alkalmasak nagy forgalmú területeken és közösségi helyeken, szállodákban, hivatali épületekben, bankokban, színházakban, gyerekszobákban, lakószobákban stb., a mennyezet- és falfelületek tartós és esztétikus kivitelezésére. A kialakítást a felhasználó igényei szerint lehet elvégezni, mely a fal, illetve a mennyezetfelületeknek tartós, célszerű és dekoratív felületet biztosít.
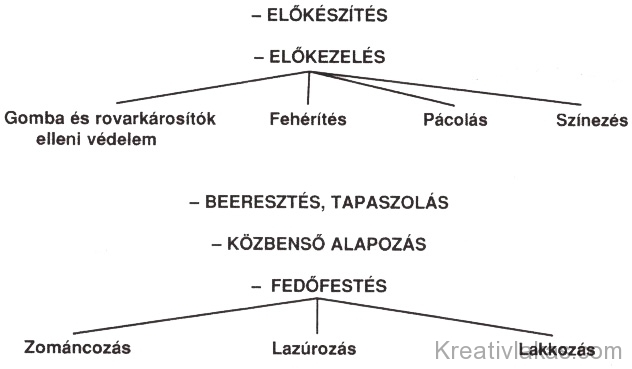
Ezek a lépések élesen nem különülnek el mindig egymástól pl.: az alapozás kombinálható a konzerválással vagy a színezéssel.
Előkészítés
Az előkészítés műveleti sorrendje:
- gyalulás
- kaparás
- csiszolás
- gyantazárványok eltávolítása
- portalanítás
- (egyéb szennyeződések eltávolítása )
Az előkészítési műveletek egy része asztalosipari feladat. A beépítésre kerülő nyílászárók, már gyártáskor meg megkapják a megfelelő felületi simaságot és konzerváló alapozást is. A csiszolást mindig szálirányban kell végezni, először durvább majd finomabb csiszoló anyaggal a gyanta és viasz maradványokat észter-hígítóval kell eltávolítani.
Előkezelés
Gomba és rovarkárosítók elleni védelem (konzerválás)
Gomba és rovarkárosodás ellen már a fakitermelés után közvetlenül a helyszínen vagy a fűrészüzemekben átmeneti védelmet kap a faanyag. A teherviselő fa szerkezeteket kötelező egyéb fafelületeket pedig ajánlatos tartós védelemmel is ellátni. A gombák és baktériumok a tartósan nedves körülmények között (20 % fölött) tenyésznek főleg a kültéri fafelületeken. Beltéri felületeken konzerváló kezelést általában nem szükséges végezni. A károsítok többnyire a fa anyagával táplálkoznak.
A legfontosabb gombaféleségek, káros rovarok:
- Könnyező házigomba: gyorsan terjed, barnás elszíneződést okoz, teljesen elpusztítja a fát.
- Pincegomba: csak nedves fán telepedik meg, hosszirányban növekszik.
- Kék és szürkegomba: a fa felület elszíneződik, de semmiképpen sem megy tönkre. A festékbevonat alatt tovább fejlődik és azt lelöki.
- Házicincér: főleg lárvái okozzák a kárt hosszú (5 év) fejlődésük alatt.
- Kopogóbogár: a lárvái sok apró járatok rágásával gyengítik a fa szilárdságát.
- Szú: az előzővel azonos módon károsít.
A kereskedelemben különböző favédő, konzerváló anyagokat, készítményeket lehet beszerezni, melyek többnyire más-más hatóanyagot tartalmaznak.
Ezek lehetnek:
- Vízben oldódó sók (gerendákra tetőszerkezetekre): cink-, magnézium-, rézvegyületek.
- Kátrány tartalmú készítmények: nedvességgel közvetlenül érintkező felületekre. Az így kezelt felület nem festhető.
- Konzerváló alapozók – oldószeres vagy vízzel hígítható változatban -, melyek különböző hatóanyagokat, pigmenteket és kötőanyagot is tartalmaznak.
Fehérítés
Megsötétedett felületek világosítására alkalmas eljárás. A felületben elroncsolják a színező anyagokat. Erre a célra legalkalmasabb a hidrogénperoxid amelyből oxigént szabadítunk fel. A kereskedelemben kapható 30 %-os oldatból 1:2 arányban vízzel hígítjuk, majd 0,2 r. ammonium-hidroxiddal lúgosítjuk. Ecsettel vagy szivaccsal a felületre felkenjük. 1-2 nap szükséges a megfelelő hatás eléréséhez. Ezután vízzel lemossuk, majd megszárítjuk.
Pácolás
Az egyenletes szép felületeket nem érdemes színezni, de ha a felület minősége nem tökéletes, hibahelyek vannak rajta a színezés vagy pácolás azt elfedi. A fa eredeti rajzolatát kiemeli, ellenálló képességét növeli. Alkalmazása divat és szokás kérdése is.
Pácolást különböző fémsók oldatával lehet végezni. A vizes oldat beszívódik a fa felületébe, és az ott jelenlévő csersavakkal színes vegyületeket ad. Mivel a vizes oldat a felületbe mélyen beszívódik, kémiailag kötődik, ezért a kialakult szín egyenletes fény, dörzs és vízálló. Az hogy milyen szín keletkezik függ a fa típusától és a használt sóoldattól.
Tölgy fa felületen különböző sóoldatok a következő színeket adják:
- sárgásbarna: rézklorid, cinkklorid,
- szürke: vasklorid,
- szürkészöld: vasszulfát, rézszulfát,
- barna: mangánklorid.
A kevés csersav tartalommal rendelkező fafelületekre először híg tannin- vagy pirogalluszsavas oldatot kell felvinni majd ez után kell a sóoldattal kezelni. Ismeretes a csersavnak ammóniával keletkező sárgás-vöröses színreakciója is melyet főleg ipari üzemekben használnak. Legegyszerűbben különböző barna színárnyalatokat kálium-permanganát vizes oldatával készíthetünk.
Színezés
Az építőiparban bútor iparban fényezés vagy lakkozás előtt többnyire színezést végeznek. A színező anyagoknak széles választéka kapható amelyek alapvetően három nagy csoportba oszthatók:
Vízben oldódó színezékek
A por vagy szemcsés alakban forgalomban levő színezékekből az előírások szerint készíthető vizes oldat amellyel elvégezhető a színezés. A töményebb oldat erősebben színez, hígítva világosabb árnyalat keletkezik. A szín beállítása próbafestéssel alakítható ki.
Az eljárás előnyei:
- mélyebben hatol be a felületbe, mint a szeszes vagy az olajos színezék;
- könnyen hígítható;
- színválasztéka igen nagy, az árnyalatok egymással keverhetők;
- nem tűzveszélyes.
Hátrányai:
- felhúzza a fa rostjait;
- furnérlemezeknél meglágyulhat az enyvezés;
- gyors beszívódása miatt nehéz egyenletesen felhordani.
Olajban és szeszben oldható színezékek
Az olajban oldódó vagy diszpergálható színezékeket száradó olajban (lenolaj, lenolaj-kence) és szerves oldószer elegyében oldják vagy diszpergálják Ezt ecsettel a felületre kenik, majd néhány perc múlva letörölik. Teljes száradás után átvonható.
A szeszes pácok kész oldatban és por formában is forgalomban vannak. A szesz gyors párolgása miatt nem tudnak a felületbe mélyen beszívódni, nehéz egyenletes szép felületet előállítani. Száradása nagyon gyors. Fényállósága gyenge, elsősorban javításokhoz, régi fényezett bútorok felújításához használhatók. Színezés lakkfestékipari késztermékekkel -oldószeres és vizes lazúr festékekkel.
Beeresztés és tapaszolás
A fa már kezelt formájában, akár fedőfestés után is képes alakját változtatni úgy, hogy a benne lévő nedvesség eltávozik. A bevonandó fa nedvességtartalma alacsony (10-15 %). Ilyen alacsony nedvességtartalomnál már nem valószínű nagy mértékű alakváltozás. Ha a fa pórusait kitöltjük, a fa még kevésbé tud alakváltozásokon átmenni. Amiért nagyon fontos a pórusokat tömíteni, hogy az alapozóból a fa pórusai ne tudják elszívni a kötőanyagot, ami által az alapozó rideggé válna, és így a bevonat gyorsan tönkremenne.
Ehhez persze olyan anyagra vagy anyagokra van szükség, amelyeknek molekula méretei kisebbek, mint a pórusok. Ilyen például a lenolaj vagy a most már egyre elterjedtebb alkidgyanták oldatai. A diszperziós beeresztők nem képesek mélyen beszívódni a fába – a pórushoz képest nagyméretű szemcsék a felületen lezárják a pórusokat, ezzel elzárják az útját a fából kifelé vándorló gyantának stb.
Fa a belső térben, kártevők
Belső térben, szobában a gombásodás és a farontó bogarak elleni védekezés nem szükséges, ezért a fent említett anyagokat használjuk önmagukban vagy oldataikban, olaj és alkid esetében még száradást gyorsító fémvegyületeket tartalmazó keverékeiket (lenolajkence, félolaj stb.) is. Beeresztés előtt a felületet csiszoljuk meg. A beeresztés után a felesleget töröljük le a felületről. Ezután a felületen találhat egyenetlenségeket tapaszolással szüntessük meg.
A tapaszok általában alkidgyanta vagy olajlakk alapú termékek, amelyek jól kiválasztott töltőanyagokat tartalmaznak, és elég rugalmasak ahhoz, hogy megszáradásuk után is bent maradjanak a hézagokban. A poliészter tapaszok, amelyek elsősorban az autójavító iparban terjedtek el, a fafelületek kiegyenlítésénél is használatosak. Előnyük gyors ki-keményedésük. Hátrányuk egyfelől, hogy egészségre káros anyagokat nagy koncentrációban tartalmaznak, másfelől, hogy a két komponens összemérése figyelmet igényel és pontosan annyit kell összemérni, mint amennyit előreláthatólag elhasználunk, mert az összekevert mennyiség hosszú ideig nem tárolható.
A modern tapaszok vizes diszperziós alapúak, amelyek annak ellenére, hogy egykomponensűek, mégis gyorsan száradnak, és akár egy centiméter mélységű réseket is kitöltenek anélkül, hogy később kiesnének azokból. Mélyedés feltöltésére kétkomponensű epoxigyanta alapú terméket is használnak, mely gyorsan keményedik, jó kitölti a teret.
Tapaszolás
A tapaszolást végezhetjük úgy is, hogy „telibe” tapaszolunk, vagyis az egyenetlen felületet igyekszünk vékonyan tapasszal feltölteni. A folttapaszolásnál csak a helyenként megjelenő sekély hézagokat egyenlítjük ki. Mélységi tapaszolást már igen mély kitöréseknél, szögek által hagyott lyukaknál alkalmazhatunk, és nem kiterjedt területen.
Külső téren egészen más a helyzet. Az egyszerű lenolajos beeresztés már nem elegendő, itt már számolhatunk a nedvesség segítségével terjedő gombás betegségekkel, vagy éppen a farontó bogarak támadásával. A modern beeresztőanyagok mindkét támadás ellen megfelelő vegyületeket tartalmaznak, vivő közegként alkid alapú oldat vagy vizes diszperzió jöhet számításba. Vannak csak gombás ellen védő anyagok, de gyakoribb a gomba és rovar ellen egyszerre védő oldat. Van olyan anyag, amely megelőzi a kártevők támadását, van olyan is, amely nem csupán megelőzi, de a megtámadott fán megállítja a további károkozást is.
Természetesen ilyen anyagok használata után nem csiszoljuk a fát, ha mégis szükségesnek tartjuk, ezt úgy a megfelelő óvintézkedések betartásával (védőszemüveg, az előírt szűrőbetétű gázálarc használatával). A tapaszolás kültéri alkalmazása nem célszerű, tekintettel a hőingadozásra, valamint a levegő nedvességének gyakori változására. A beeresztés és tapaszolás után az alapozás következik.
Közbenső alapozás
Az alapozással a felületen jelen levő mikroszkopikus méretű egyenetlenségek feltöltését, a felület színének takarását, a tapaszolt és a nem tapaszolt részek színei közti különbségek eltüntetését végezzük el. Az alapozó nagyon jól tapad a bevonandó felülethez, és jól tapad rá a fedőfesték. Alapozás után még egyszer megcsiszoljuk a felületet.
Az alapozók kötőanyagból kevesebbet tartalmaznak, mint a fedőzománcok. Mindenképpen jól csiszolhatóaknak kell lenniük. Az sem árt, ha jól lezárják a felületet, és a fából a felszínre törekvő gyantának vagy színezéknek útját állják. Erre a célra a diszperziós kötőanyag alapon felépülő alapozók a legkiválóbbak. A fát védő fedőrendszer a következőképpen épül fel: kövér – sovány – kövér. Vagyis kötőanyagban dús beeresztő, vékony alapozó és megint dús, az időjárás viszontagságait jól bíró fedőfesték.
Fedőfestés
Zománcozás
A fedőfestékek két fő funkcióval rendelkeznek. Védelmet nyújtanak a felületnek, és ugyanakkor szépítik is azt (esztétikai élményt nyújtanak). Védeni kell a felületet az időjárás behatásaitól, a napsugárzástól, a csapó esőtől, a hótól, fagytól, széltől, a szél által hordozott homokszemcséktől (amelyek csiszolópapírként működhetnek), az ipari környezet behatásaitól stb.
A napi gyakorlatban kétféle mázolófestéket használnak, alkid műgyanta alapú levegőn száradó vagy vizes diszperziós alapú festékeket. Az alkid az alkohol és acid (sav) szavakból összerakott megnevezés (37. oldal 5. ábra). Utal a műgyanta összetételére, vagyis többértékű alkoholok, többértékű savak, illetve növényi eredetű olajok zsírsavainak reakciójából víz keletkezése mellett képződő termékre. Kültéri igénybevételnek inkább a nagyobb olajtartalmú gyanták felelnek meg, fényesebb bevonatot képeznek. Az alkid bázisú festékek nemcsak a napfény, hanem annak hiánya hatására is sárgulnak. A velük bevont felület ha tartósan sötétben van, megsárgul, azonban a folyamat megfordítható. Például ha a megsárgult WC-ajtót kitesszük a napra, bizonyos idő után visszafehéredik.
A vizes akrilát festékeknél az időjárásállóság sokkal kedvezőbb eredményeket mutat, mint alkid alapú társaiknál, nem érzékenyek annyira a sötétségre sem. Az akrilát név is az összetételre utal, az akrilsav észtereinek polimerizáció útján előállított termékére. Egyelőre hátránya a terülése (különleges műanyag ecsetre van szükség a felhordásánál), és fénye sem éri el hagyományos társáét.
Viszont tartóssága évtizedekben mérhető. Ipari alkalmazásakor is egyre inkább terjednek az akrilát alapú, vizes diszperziós alapú festékek, nem utolsó sorban környezetkímélő tulajdonságuk miatt. Azonban gyakoriak a két komponensű poliuretán festékek kiváló állósági tulajdonságuk miatt. A bútoriparban az UV-sugárzás hatására térhálósodó bevonatok is egyre nagyobb népszerűségnek örvendenek.
Általában a fedőfestékek az alapozókkal szemben több pigmentet és kevesebb töltőanyagot tartalmaznak, és ezek is különlegesek, a festék felhasználási körülményéhez igazítják őket. Fényesség szerint három csoportba sorolhatók: fényes, selyemfényű, matt bevonatot adó.
Lazúrozás
Sokszor az az elvárás, hogy meg kell őrizni a fa eredeti erezetét. A megfelelő beeresztés után ilyenkor olyan vízlepergető, ill. az UV-sugárzás ellen védő tulajdonsággal rendelkező áttetsző lazúrbevonatot hozhatunk létre, amely megfelel az elvárásoknak. Két alapvetően eltérő rendszert különböztetünk meg. Vizes alapú, ill. oldószeres termékeket. Mindkét csoporton belül további megkülönböztetést jelent, hogy használhatunk vékony, illetve vastag lazúrt.
A vékony lazúrra jellemző, hogy vékony filmet képez a felületen. Ezáltal a bevonat a fa felületével együtt kopik. A pára, a nedvesség folyamatosan távozhat a fából, illetve a párakiegyenlítődést nem gátolja semmi. A bevonatot két-, háromévenként fel kell újítani. Amíg a felületen van, védi a fát a nap káros sugaraitól, és vízlepergető hatása van.
Az UV-sugárzás a fát megtámadva a felületét teszi tönkre. Ha pusztán csak lakkoznánk a fát, akkor a lakknak semmi baja sem esne, de a sugárzás által elindított folyamatok hatására a lakkfilm leválna a felületről. A lazúrokban lévő vas-oxid pigment azonban elnyeli a káros sugarakat, és így az alatta lévő fafelület megmenekül a káros behatásoktól. A vastag lazúrok sokkal tovább nyújtanak védelmet a felületnek. Azonban öt-tíz év múltán a film elöregszik, felpöndörödik és megrepedezik, el kell távolítani a felületről.
Lakkozás
Már említettük, hogy a kültéri lakkozás nem ígér tartós bevonatot. Belső térben mindig használtak lakkokat, most is „divat” a fa eredeti szépségének bemutatására. A lambéria, az asztalok, székek, szekrények, a parketta mind lakkozást kívánó felületek. Természetesen lakkozás előtt a felületet meg kell csiszolni a port el kell távolítani; éppúgy szennyeződéstől mentesnek kell lennie, mint bármely más mázolási, alapozási műveltnél.
A parkettalakkozásnál fontos követelmény, hogy a fa eredeti világos színe megmaradjon. Ennek érdekében használnak különböző típusú parkettalakk alapozókat. Ennek érdekében használnak különböző típusú parkettalakk alapozókat. Ezek általában nagy molekulájú műgyanták, vizes diszperziók. Az alapozó csak kis mértékben szívódik be a fába, de képződött filmje megakadályozza a fa elszíneződését.
Az alapozás után hordjuk fel a különböző típusú lakkokat. A kétkomponensű lakk egyik komponense hidroxil funkcióval rendelkezik, amely képes reakcióba lépni a másik alkotó izocianát csoportjával és erősen térhálósodott, kemény, kopás- és vegyszerálló bevonatot alkot. Az egykomponensű uretán alapúak kétfélék lehetnek. A részben előre térhálósított változat, amely lakkbenzinben oldható formában kapható, a teljes térhálósodású fémsók (mint szárítók) biztosítják. Segítségükkel a műgyantán lévő kettős kötéseket aktivizálva jön létre térháló. Az egykomponensűek másik csoportja rendelkezik izocianát funkcióval, amely a levegő nedvességtartalma hatására térhálósodik.
Újabban egyre népszerűbbek a vizes, diszperziós parkettalakkok.
- összetételük nem káros az egészségre, a környezetet kímélik. Hátrányuk, hogy nem olyan tartósak, mint oldószeres társaik.
- bútorlakkozásoknál korábban nagy népszerűségnek örvendő sellak lassan már a múlté. Érdekessége, hogy nem növényi eredetű alapanyagból készült. Régen és ma is nagy mennyiségben használják a nitrolakkot, amelyek gyorsan száradnak, számos felhordási módot lehet használni felvitelüknél. Hátrányuk, hogy viszonylag kicsi a szárazanyagtartalmuk, nagy mennyiségben tartalmaznak környezetet és egészséget károsító oldószereket. így több rétegben kell felhordani őket a megfelelő vastagságú filmréteg kialakításához. Az I. tűzveszélyességi fokozatba tartozó oldószer tartalma miatt körültekintően kell raktározni és felhasználni. A parkettások előszeretettel használják alapozónak.
Példa néhány bevonatrendszer kialakítására
Zománc bevonat kialakítása:
- lenolajjal történő beeresztés;
- tapaszolás;
- közbenső alapozás;
- fedőfestés (2-3 réteg).
Fafelület védelme olajfestékkel:
- lenolajjal való beeresztés;
- tapaszolás;
- fedőfestés (2-3 réteg).
Lazúros bevonat kialakítása:
- alapozás (gomba és rovarkárosítók elleni védelem);
- fedőfestés (3 réteg);
(A 3 réteg fedőfestésnél célszerű úgy eljárni, hogy az első réteg egy „vékonylazúr” legyen, a további két réteg pedig „vastaglazúr”.)
A fa természetes úton növekedett szerves anyag, nem tömör egynemű, hanem sejtes szerkezeti felépítése van. A sejtek nagy része hosszirányban, a fa tengelyével párhuzamosan helyezkedik el, továbbítja a vízben oldott tápanyagokat és biztosítja a fa szilárdságát.
A sejtfalak anyagai:
- cellulóz kb. 50%,
- lignin 20-30%,
- pentozán és fehérje.
A sejtek közé lerakódhat:
- gyanta,
- viasz,
- cser és festékanyagok.
A fa szerkezeti felépítése a következő ábrán jól látható:
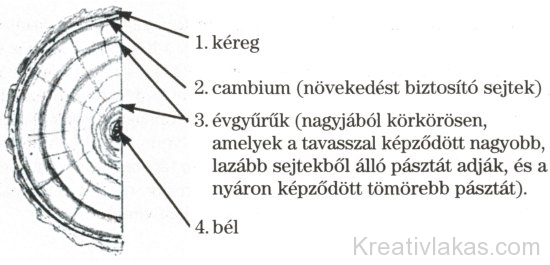
A fa fajtái
A fák csoportosíthatók:
- lombos; kemény;
- hazai; tűlevelű;
- puha; import.
[table id=368 /]
A fa tulajdonságai
A frissen kitermelt fa kb. 50 % vizet tartalmaz. Ez a víztartalom természetes úton néhány év alatt csökken le 10-20 %-ra amely a beépíthetőséghez szükséges. Ez az idő mesterséges szárítással lényegesen lerövidíthető. Ennek előnyei: gyors feldolgozhatóság; a gomba és rovarkárosodás megelőzése; kedvező szerkezet kialakulása.
A fa eredeti vízkedvelő (hydrofil) tulajdonságát azonban nem veszíti el, tárolás alatt a levegő nedvességtartalmát képes felvenni újból és a környező légtér nedvességtartalmával egyensúlyba kerül. Helytelen tárolás következtében megduzzad, méretei megváltoznak, majd száradáskor zsugorodik, esetleg repedezik. Ezt a tulajdonságot a bevonatok kialakításánál figyelembe kell venni.
Nem megfelelő nedvesség tartalmú fafelületen a festékbevonat viselkedése:

A nedvességtartalom igyekszik eltávozni, a festékfilm felhólyagosodik, megreped.
Relatív légnedvesség, a fa nedvesség tartalma és a bevonatok kialakítása közötti összefüggés:
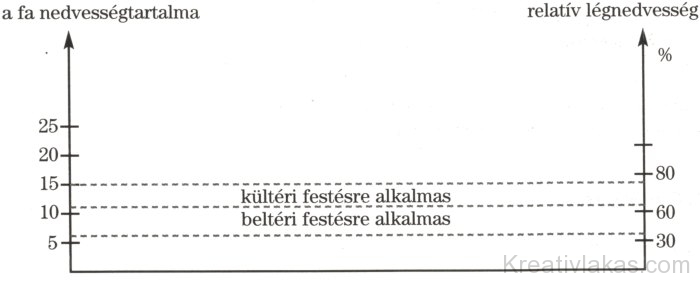
A táblázatból látható hogy a mázolási munkákat beltérben max. 12 %, kültérben max. 15% légnedvességig célszerű végezni. A fa nedvességtartalmát erre a célra alkalmas műszerrel lehet megmérni. Ha a nedvességtartalom magasabb, mint a környező légtéré akkor azt a fa azt igyekszik leadni, és az esetlegesen kialakított bevonat felhólyagosodik, megreped, leválik.
A cink és az alumínium korszerű és fontos építőanyagok. A cinkkel bevont horganyzott acélfelületeken a cinkréteg katódos védelmet is biztosít az acél számára. A horganyréteget vagy galvanikus úton vagy szórással vagy, tűzi horganyozással viszik fel az acélfelületre.
A tűzi horganyozással készített felületek esetén a sima és zsíros tapintású felületen „cinkvirágok” látszanak. A galvanikus úton horganyozott acéllemeznek tompa, mattszürke színárnyalata van. A szórt horganyozás külső megjelenésében a tűzi horganyzáshoz hasonlít, de egyenletesebb és érdesebb.
A cink és az alumínium nem vasfémek. Tiszta levegőben a nem vas fémeken oxidréteg alakul ki, ami természetes úton véd a további korrózió ellen. A levegő fokozódó szennyeződése miatt azonban az oxidképződés mellett roncsoló anyagok (savak, sók) hatásával is számolni kell, ezért szükség van a védő festékbevonatokra. A cink és az alumínium a tapadás szempontjából rendkívül problematikus felületek, rajtuk a vasfelületen jól tapadó festékek nagy része rosszul tapad, ezért a bevonó anyagokat körültekintően kell megválasztani.
A cink, ill. a horganyzott acélfelületek
Az új, fényes horganyfelületek simaságuk miatt okoznak rossz tapadást a bevonatok számára. A régi, matt felületek vízben oldható sói a bevonatot elbontják, az olajos, alkidgyantás bevonatok bomlási zsírsavaival rideg cinkszappant alkotnak. Ez a cinkszappanos réteg elválasztó réteg az alap és a bevonat között, ami gyakran okozza a festékréteg leválását.
A fémszappanképző bevonatokkal ellentétben a fémszappanképzés nem az egész bevonatban, hanem csak a bevonat alján megy végbe, és ez a fizikai tulajdonságokban (rugalmasság, hőtágulás, stb.) inhomogenitást, feszültségeket okoz.
Felület előkészítés
A felületet oxidmentesíteni és zsírtalanítani kell, de sokkal „finomabb” módon, mint az acélfelületeknél. A csak oldószerrel való ledörzsölés nem mindig elegendő, a hígított savakkal való oxidmentesítés nem engedhető meg, mert a horganyréteget túl nagy mértékben oldja, A legjobb felület előkészítés a híg ammóniás nedves mosás kíméletes csiszolással (korund műanyaggyapot, P 1000 csiszolópapír) kiegészítve.
Kb. 1/2 1 ammóniaoldatot (szalmiákszeszt) 101 vízzel hígítunk és egy kanál konyhai mosogatószert adunk hozzá. A kezelés során keletkező hab kb. 10 percig hasson az alapra, amely az ismételt utáncsiszolásnál fémszürkére színeződik. Végül az egész felületet tiszta vízzel alaposan le kell öblíteni. Csekély mennyiségű kémiai adalékokat tartalmazó gőzsugaras tisztítást, ill. enyhe homokszórást nagy objektumokon végeznek, ill. ott, ahol a körülmények és az alap adottságai kedvezőek.
A bevonatrendszer kiválasztása
A wash-primeres alapozás a legjobban tapadó alapot biztosítja, de csak nagyüzemi körülmények között alkalmazható kifogástalanul.
Táblázat: Cink és alumínium felületekhez jól tapadó festékek:
[table id=367 /]
A fenti táblázat és a gyártó cégek ajánlásai alapján választhatjuk ki a megfelelő bevonatrendszert. Közbenső és átvonó rétegként olyan festéket is használhatunk, pl. alkid műgyantás zománcfestéket, amely a cinkfelületre közvetlenül, alapozórétegként nem alkalmas. Az acélfelületekhez képest kisebb összrétegvastagság, kb. 100 mikrométer (=0,1 mm) is elegendő kültérben. Néhány tipikus bevonatrendszer horganyzott acélfelületekre:
1. példa: Bevonatrendszer vinilkopolimer kötőanyagú bevonóanyagokkal
- Első alapozás vinilkopolimer kötőanyagú rozsdagátló alapozóval (kb. 40 μm).
- Második alapozás ugyanazzal az alapozóval kissé elszínezve (kb. 40 μm) vagy közbenső festés vinilkopolimer kötőanyagú festékkel (kb. 30 μm).
- Átvonó festés vinilkopolimer kötőanyagú festékkel (kb. 30 μm).
2. példa: Bevonatrendszer akrilát műgyanta bázisú festékekkel
- Első alapozás akrilát műgyanta kötőanyagú rozsdagátló alapozóval (kb. 40 μm).
- Második alapozás ugyanazzal az alapozóval kissé elszínezve (kb. 40 μm) vagy közbenső festés akrilát vagy akrilát-alkid kötőanyagú fémzománcfestékkel (kb. 35 μm).
- Átvonó festés akrilát vagy akrilát-alkid kötőanyagú fémzománcfestékkel (kb. 35 μm).
3. példa: Bevonatrendszer kültéri diszperziós festékkel és alkidfestékkel
- Alapozás akrilát vizes diszperziós kültéri festékkel (kb. 35 μm).
- Közbenső festés ugyanazzal a festékkel elszínezve vagy alkid kötőanyagú zománcfestékkel (kb. 35 μm).
- Átvonó festés alkid kötőanyagú zománcfestékkel (kb. 35 μm).
A horganyzott és festett acélfelületek kettős védelmét, katódos védelmet nyújtó cinkbevonat és a festékbevonat-rendszer együttesét duplex rendszernek nevezik.
Alumíniumfelületek
Az alumíniumfelületen semleges, tiszta levegőjű légtérben képződő oxidrétegek védőrétegként viselkednek, és különösebb védelmet nem igényelnek. Agresszív légtér esetén viszont az alumíniumfelületeknek is védő festékbevonatra van szükségük, mivel savakra, lúgokra érzékenyek, továbbá színadás, dekoráció céljából is festik az alumíniumot és ötvözeteit.
Felület előkészítés
A fényes alumínium részekre mindig zsír- és olajréteg tapad, amit a mázolás előtt alaposan el kell távolítani. A zsírtalanításhoz csak oldószer (pl. lakkbenzin, észter hígító) használható. Lúgos vagy savas kémhatású szereket nem szabad alkalmazni. A matt, már oxidált alumíniumfelületeket (fehér korróziós elváltozások) kíméletes csiszolással, csiszológyapottal alaposan meg kell tisztítani.
Felület előkezelés
Gyári, nagyüzemi felület előkezelésnek tekinthető a színezéssel kombinált eloxálás, amikoris az előzőleg polírozott alumíniumfelületet hígított kénsavoldatban anódos oxidációval 20-30 μm vastag, tömör alumínium-oxid réteggel vonják be. Tapadásjavító felület előkezelésként a wash-primerezés a legjobb.
A horganyzott acélfelületekre használt bevonatrendszerek általában alumínium felületre is megfelelőek és általában 2-3 réteges 60-70 mikrométer összrétegvastagságú bevonatrendszer is elegendő. Bizonyos bitumenfestékek is jól tapadnak alumíniumon. Néha színtelen vagy lazúr akrilátlakkokkal (színesfém-jelleg) vonják be az alumínium felületeket.
A bevonat(rendszer) felépítése a következő lépésekből áll:
- felület előkezelés (nem feltétlenül szükséges, csak igényesebb munkáknál);
- rozsdagátló alapozófesték felhordása, kültérben 2 rétegben;
- közbenső ill. átvonó zománcfesték felhordása 2 rétegben.
Felület előkezelés
Az előkezelés vas- és acélfelületeken nem feltétlenül szükséges, de alkalmazása igényesebb munkáknál célszerű, mert a rozsdagátló hatást és az alapozófesték tapadását javítja. Felület előkezelésként leginkább rozsdaátalakítást, foszfátozást és wash-primerezést alkalmaznak. Egyetlen felület előkezelés sem pótolja azonban a rozsdagátló alapozó festést.
Rozsdaátalakítás
Átmenetnek tekinthető az oxidmentesítés és a felület előkezelés között. A rozsdaátalakítók a K2-K3 tisztaságú felületeken visszamaradó rozsdagócokkal és a fémtiszta felületeken gyorsan képződő futórozsdával kémiai reakcióba lépnek. A foszforsavat tartalmazó rozsdaátalakítók a rozsdával foszfátot képeznek, és szürke felületet kapunk. A csersavat (tannint) tartalmazó rozsdaátalakítók kékesfekete színű vastannát komplexeket képeznek, amelyek hatékonyan akadályozzák az elektrokémiai korróziós folyamatokat.
Az ecsettel, kefével fölöslegben felhordott rozsdaátalakító savas maradványait általában 1 nap után vízzel mosva, dörzsölve távolítják el. Tagolt felületen ez nehezen oldható meg, ezért csak sík felületen használható kevesebb kockázattal.
Foszfátozás
Általában nagyüzemi eljárás során, speciális összetételű foszfátozó fürdővel, meleg mártó eljárással vékony, de rendkívül tömör, oldhatatlan foszfátréteget alakítanak ki általában nagy tisztaságú K0-T0 acélfelületen. A savfelesleget öblítő fürdőkkel távolítják el és gyakran alkalmaznak utókezelésként kromátozást (krómsavas kezelés). A foszfátréteg csak átmeneti védelmet nyújt, festékkel bevonva a védőhatása abban áll, hogy tömörsége miatt kevés olyan szabad pórus marad, ahol elektrokémiai korrózió kialakulhat, továbbá javítja a rozsdagátló alapozófestékek tapadását.
Wash-primerezés
Acélfelületeken kívül cink- és alumíniumfelületeken tapadásjavító alapozásra is használják. Az egykomponensű wash-primer króm-foszfát alapú, a kétkomponensű foszforsav és cink-tetraoxid-kromát pigment alapú. A két komponenst összekeverik, fél óráig előreagáltatják, majd 8 órán belül előnyösen ecseteléssel esetleg szórással vagy mártással felhordják a felületre. A foszforsav a pigmentet krómsav keletkezése közben oldja, amely az alapfémet passziválja. A foszfátozáshoz hasonlóan vékony, tömör és rugalmas réteg alakul ki, amely kiváló tapadást biztosít.
Rozsdagátló alapozófestékek
A rozsdagátló alapozófestékek az alábbi hatásokkal védenek a rozsdásodással szemben:
Elektrokémiai védőhatás
Bizonyos fémpigmentek pl. a cinkpor elektrolit behatolása esetén katódos védelmet nyújtanak, saját feloldódásukkal védik a vasat. Más pigmentek (ólommínium, cink-kromát) a bennük levő fémion oxidációs állapotának megváltozásával gátolják az elektrokémiai korróziót, vagy az anód területén képeznek védőréteget (cink-foszfát).
Fémszappanképzési védőhatás
Az aktív, bázikus pigmentek (ólommínium, cinkoxid) kémiai reakcióba lépnek a lenolaj, a standolaj vagy a növényi olajat tartalmazó alkid műgyanta zsírsavas alkotórészeivel és nehezen áthatolható, víztaszító védőréteget képeznek.
Elektrolit megkötő hatás
A bázikus pigmentek a légköri savas elektrolitok hatását is mérséklik savmaradék ionok megkötése/kicsapása útján.
Víz- és vegyszerállóság javítása
A különlegesen víz- és vegyszerálló kötőanyagok (akrilátok, poliuretánok, vinilkopolimerek, ketongyanták, epoxi műgyanták, stb.), továbbá lemezes töltőanyagok használatával javul a rozsdagátló hatás, mivel a bevonat az elektrolitok számára kevésbé átjárható. A kátrányt vagy bitument tartalmazó alapozók vízállósága is kiváló.
Kúszóhatás. behatoló (penetrációs) hatás
Az olajtartalmú kötőanyagok, az olaj (adalék)ok behatolnak a felület repedéseibe, mélyedéseibe és az ott levő rozsdamaradványokat körülveszik, ártalmatlanítják, ezáltal fokozva az alapozófestékek védőhatását.
A rozsdagátló alapozófestékek a fenti hatások révén védik az acélfelületeket a rozsdásodástól, azonban az alapozórétegek önmagukban a külső hatásokkal szemben sebezhetők, ezért közbenső és átvonó zománcfestékréteggel kell azokat átvonni.
Közbenső és átvonó zománcfestékek
Léteznek univerzális, többféle alapfelületre (fém, fa, műanyag stb.) és speciálisan fémfelületekre ajánlott fémzománcfestékek. Ez utóbbiak az alábbi módokon többletvédelmet nyújtanak a külső hatásokkal szemben acélfelületeken:
Védelem UV-álló pigmentálással
A napfény ultraibolya (UV) sugárzása többé-kevésbé károsítja a festékbevonatokat. Bizonyos pigmentek (vasoxidok, cink-oxid) a kötőanyagot roncsoló UV-sugárzást „megszelídítik” és így megakadályozzák vagy lassítják a kötőanyag bomlását, tönkremenetelét.
Védelem fémszappanképzés útján
Az aktív, bázikus pigmentek (ólomfehér, cinkoxid) olajos vagy olajtartalmú elszappanosítható kötőanyagokkal reakcióba lépve nagyon tömör, nem duzzadó, víz- és szennytaszító fedőbevonatot adnak. Az ilyen zománcfestékek hasonló alapozóréteggel egységes bevonatrendszert alkotnak.
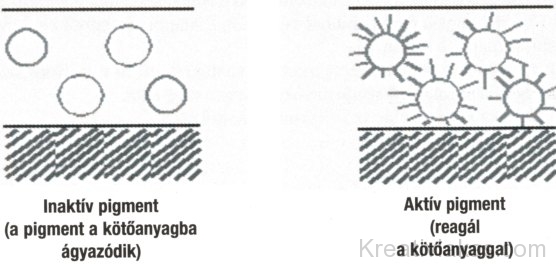
5. ábra: A fémszappanképződés, az aktív pigment reakcióba lép a kötőanyaggal. Inaktív pigment (a pigment a kötőanyagba ágyazódik). Aktív pigment (reagál a kötőanyaggal).
Védelem pikkelypáncél képzéssel
A cinkpor, az alumíniumpor, a csillám és üveglemez pigmentek a bevonatban a tetőcserepekhez hasonlóan pikkelyesen egymásra rakódnak és ily módon a külső hatásoknak, UV-sugárzásnak, behatoló víznek, a hőmérsékletváltozásoknak jól ellenállnak.
Védelem a víz- és vegyszerállóság megnövelésével
Bizonyos kötőanyagok (vinilkopolimerek, akrilát műgyanták, klórkaucsuk, poliuretán, epoxi műgyanták), bizonyos adalékok (kátrány, bitumen) és megfelelően kiválasztott pigmentek és töltőanyagok kiváló víz- és vegyszerállóságot eredményeznek. PL a kátrány – epoxi festékek víz alatti acélszerkezetek bevonására is alkalmasak.
Közvetlen fémre vagy rozsdára felhordható (DTM) festékek
Ma már gyártanak olyan fémfestéket, amelynek célja, hogy a felhasználó lehetőleg a legkevesebb időráfordítással végezhesse el környezetében lévő fémtárgyak védelmét. Ezeket a termékeket eredetileg a barkácsáruháza piacára szánták, de manapság a profil és a szakipari piacokon is találunk példát rájuk, ahol elterjedtebb nevén alapozó/fedőrétegeknek hívják őket.
Előnyük, hogy ezek a termékek egyszerű megoldást biztosítanak a festési munkákhoz, hiszen egyetlen dobozból végezhető. Fontos viszont tudni, hogy több rétegben kell felhordani őket. A szakipari piacokra szánt termékek viszont nagy mennyiségben tartalmaznak korróziógátló pigmenteket. A kereskedelemben a fényszintek és a dekorációs hatások egész tartománya kapható. A minimális száraz rétegvastagság legalább 100-120 μm legyen.
A bevonatrendszer felépítése
A kültéri rozsdavédő bevonatrendszerek összrétegvastagsága legalább 150 mikrométer (=0,15 mm) legyen és legalább 4 rétegből, 2 alapozórétegből és 2 (vagy több) zománcfestékrétegből épüljön fel. Kivételt képeznek az úgynevezett tixotróp vastagrétegű bevonatrendszerek, amelyek 2-3 réteggel is elérik a 150 mikrométer rétegvastagságot. Hogyan válasszuk ki az alapozó és zománcfestékeket?
A bevonatrendszer megtervezésének szempontjai:
A korróziós igénybevétel: A beltéri normál korróziós igénybevétel rendkívül gyenge, 100 mikrométer összrétegvastagság is elegendő, ami 1 réteg rozsdagátló alapozóval és 2 réteg zománcfestékkel biztosítható. A kültéri normál légkörnél erősebb korróziós igénybevételt jelent a sós tengeri légkör és az iparvidékek ipari légköre. Utóbbiak esetén válasszunk jobb víz- és vegyszerállóságú rozsdagátló bevonatrendszereket és/vagy emeljük a rétegek számát. Talajjal érintkező vagy víz alatti korróziós igénybevétel esetén speciális (bitumenes, kátrány-epoxigyanta, stb.) bevonatrendszerekre van szükség.
Az acélfelület tisztasága
Ha csak K2-K3 tisztaságú felületet tudunk biztosítani, akkor válasszunk olyan jó kúszó- és behatolóképességgel rendelkező rozsdagátlót, amely ezen a felületen is megfelelő. K0-K1-T0 tisztaságú felület esetén szinte bármelyik felületkezelő és rozsdagátló alapozó használható.
A bevonatrendszer színe
Célszerű az átvonó festék színéhez hasonló színű rozsdagátló alapozófestéket használni, ugyanakkor az egyes rétegek közötti kis színeltérés esetén jól látható, hogy az átvonás mindenhol megfelelően megtörtént-e.
A felhordás módja
Az első réteg alapozót, különösen K2-K3 tisztaságú felület esetén ecseteléssel hordjuk fel. Ecsetfelhordásnál az alapfémmel tökéletesebb érintkezés, jobb tapadás és tartósabb védelem érhető el. Szórással történő felhordással egyenletesebb rétegvastagság, viszont rosszabb tapadás biztosítható. A míniumos és kromátos rozsdagátló alapozók szórása egészségügyi okok miatt tilos.
A felület érdessége
Érdesebb felület esetén a rozsdagátló alapozórétegekből nagyobb vastagság szükséges.
Egészség- és környezetvédelmi szempontok
A műszaki szempontból kiváló ólommíniumos, cink-kromátos rozsdagátló alapozók az egészség- és környezetvédelmi elvárásoknak nem felelnek meg. A környezetbarát rozsdagátló alapozók nem mérgező aktív pigmenteket (cink-foszfát, cink-oxid, kalcium-boroszilikát stb.) tartalmaznak és rozsdagátló hatásuk az intenzív fejlődés miatt egyre jobb.
A fenti szempontok figyelembevételével megtervezhető a bevonatrendszer. Szükség esetén a fémfelületek tapaszolását a rozsdagátló alapozóréteg felhordása után kell végezni, de kizárólag fémfelületekre alkalmas tapasz használható, mert a nem megfelelő tapasz az egész bevonatrendszer rozsdagátló hatását leronthatja.
Néhány tipikus bevonatrendszer:
1. példa: Bevonatrendszer fémszappant alkotó alkidgyanta kötőanyagú bevonó-anyagokkal
- Első alapozás cink-foszfát és cink-oxid aktív pigmenteket tartalmazó nagy olajtartalmú alkidgyantás rozsdagátló alapozóval, (kb. 45 μm).
- A lyukak és repedések kijavítása rozsdagátló olaj- vagy alkidgyanta kötőanyagú tapasszal. (Csak fémekre ajánlott tapasz alkalmas!)
- Második alapozás ugyanazzal a rozsdagátló alapozóval, de a jobb megkülönböztetés érdekében kicsit elszínezve (kb 45 μm).
- Közbenső festés cink-oxid aktív pigmentet tartalmazó alkidgyantás zománcfestékkel (30-35 μm).
- Átvonó festés ugyanazzal a zománcfestékkel (30-35 μm).
2. példa: Bevonatrendszer kiváló vízállóságot biztosító vinilkopolimer kötőanyagú bevonóanyagokkal
- Első alapozás egy csersavat tartalmazó vizes diszperziós kötőanyagú rozsdaátalakító alapozóval (10-20 μm).
- Második alapozás egy cink-foszfátos vinilkopolimer kötőanyagú rozsdagátló alapozóval (kb. 45 μm).
- Esetleges tapaszolás nitro- vagy vinilkopolimer alapú fémtapasszal.
- Harmadik alapozás a b. pont alatti alapozóval a megkülönböztetés érdekében elszínezve (kb. 45 μm).
- Közbenső festés vinilkopolimer kötőanyagú festékkel (kb. 30 μm).
- Átvonó festés vinilkopolimer kötőanyagú festékkel (kb. 30 μm).
3. példa: Bevonatrendszer vastagrétegű tixotróp festékekkel
- Alapozás vastagrétegű, cink-foszfátos epoxi műgyanta kötőanyagú alapozófestékkel (50-80 μm).
- Közbenső bevonás epoxi műgyanta alapú, vastag rétegű töltőalapozóval (50-80 μm).
- Átvonó festés vastagrétegű, poliuretán kötőanyagú zománcfestékkel (40-70 μm).
A bevonatrendszerek tervezésénél, kiválasztásánál a gyártó cégek termékismertetőiben szereplő, ajánlott bevonatrendszerek nagy segítséget nyújtanak.