A kövek megmunkálása
A köveket alaki és felületképzési szempontból meg kell munkálni, meg kell faragni. A köveket a) kézi szerszámokkal, kézi úton vagy b) gépi szerszámokkal, kézi, illetőleg gépi úton faraghatjuk meg.
A kőfaragó kézi szerszámok a következők:
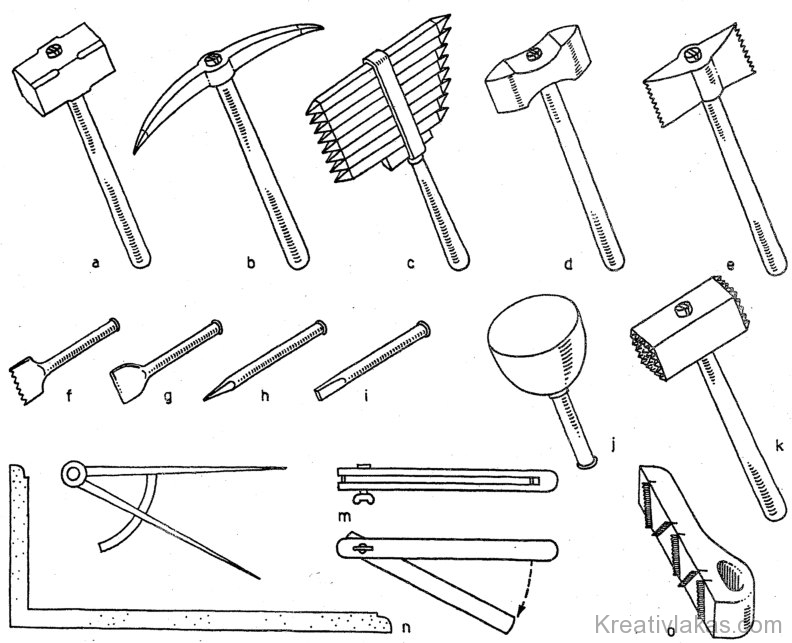
69. ábra. Kőfaragó szerszámok; a) kőkalapács, b) hegyescsákány, c) egyengető, d) tompa élű kőbalta, e) fogazott élű kőbalta, f) fogasvéső, g) laposvéső, h) hegyesvéső, i) repesztő véső, j) fakalapács. k) szemcséző kalapács, l) körző, m) szögmérő, n) derékszög, o) kőgyalu.
Kőkalapács a repesztő ékek beverésére, kövek durvább idomítására szolgál (69 a ábra).
Hegyes csákány közepes keménységű és kemény kövek nagyolására, valamint bosszázs-, más néven vagdalt felületek készítésére megfelelő (69 b ábra).
- Ismerd meg az ezerarcú Japán építészetet!
- Számoljon a nedvességgel már az építkezéskor!
- Megoldások – Hozza ki belőle a legtöbbet
Ezek a cikkek is érdekelhetnek:
Egyengető (régi magyar néven gereben), közepes és kemény kövek egyengetésére, valamint durva szemcséjű felületek előállítására szolgál. Szétszedhető, újra kovácsolható (hegyezhető) alkatrészekből álló szerszám, amelyet nálunk az utóbbi időben ritkábban használnak, (69 c ábra).
Kőbalta vagy más néven egyengető kalapács, lehet tompa- és fogazott élű, puha és középkemény kövek durván megfaragott felületeinek egyengetésére, illetőleg durva szemcséjű felület előállítására alkalmas (69 d-e ábra).
Fogas véső kemény kövek finomítására (sarabolására) szolgáló szerszám, amelyet vaskalapáccsal ütögetnek (69 f ábra). A felület egyenetlenségeit keskeny szalagokban fejti le. Főleg élszegélyek (lásd később) kialakítására használják.
Lapos véső puha kövek, valamint nagyolt és egyengetett keménykő-felületek finomítására (doroszolására), azonkívül rovátkolt (sarrirozott) felületek és élszegélyek előállítására szolgál; fasulyokkal ütögetik; 2 – 14 cm széles éllel készül (69 g ábra).
Hegyes véső (régi magyar néven gusztony) puha, közepes és kemény köveknél egyaránt mérsékelten durva szemcséjű felületek, azonkívül mélyített élszegélyek, valamint bordázott (ún. spandátolt) felület elő-. állítására alkalmas szerszám, amelyet fasulyokkal ütögetnek (69 h ábra).
Repesztő véső, amelyet alaki megdolgozásoknál nagyolásra használnak és fasulyokkal ütögetnek (69 i ábra).
Fasulyok, vagy fakalapács, gyertyánfából készül; a különböző vésők ütögetésére szolgál (69 j ábra).
Szemcséző kalapács (a német Kröneleisen helytelen fordítása révén koronakalapács néven is szerepel), középkemény kövek megnagyolt és durván egyengetett felületeinek további egyengetésére (dorozmálására, recézésére), valamint finom szemcséjű felületek előállítására való (69 k ábra). A szemcséző kalapács fokának és raszterjének mérete a megdolgozandó felület szélességi méretétől és a megkívánt finomságától függ.
Derékszög pontos derékszögek felrajzolására és ellenőrzésére szolgáló vaseszköz (69 n ábra).
Körző körök, körívek felrajzolására, méretek felrakására való fa- vagy fémeszköz (69 l ábra).
Szögmérő fából vagy fémből készült ollós, tetszés szerinti állásban csavarral rögzíthető eszköz, tompa- és hegyesszögek felrajzolására, valamint ellenőrzésére szolgál (69 m ábra).
Kőgyalu fahasábba erősített, fogazott vaslemezekből áll, puha és középkemény kövek finomítására használatos (69 o ábra).
Csirkász félkemény kövek finom tagozatainak megmunkálására, de főleg az idők folytán elszennyeződött kövek tagozatainak megtisztítására alkalmazott szerszám, amellyel kaparó mozdulatokat végeznek.
A kő alaki megdolgozásának célja a szerkezeti és formai szempontból megtervezett alak elérése.
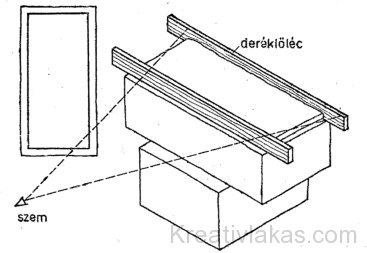
70. ábra. Kváderkövek kifaragása, benézéssel, deréklőléc segítségével.
A kváder kövek alaki megdolgozásánál az egyik hosszoldal mentén előzetesen megfaragott élszegélyre állított faléchez (régi nevén deréklőhöz) viszonyítva tudjuk benézni a túloldali hosszéi kialakításakor ide helyezett másik deréklőt (70. ábra). A továbbiakban a két perem közt kiálló részek lefejtése következik. Ez alkalommal az élszegélyek adják a vezető vonalakat. A lefejtést addig kell folytatni, míg a deréklő minden irányban ráfekszik az előzetesen kidolgozott élszegélyekre.
Lényegesen bonyolultabb a tagolt kövek kidolgozása. Ezeknél a befoglaló formára megnagyolt kőtömb egy, két vagy három oldalára rárajzolják a kő megfelelő nézeteit és a felesleges kőrészeket lefaragják (71. ábra). A profilos kövek tagozatait előbb nagyolva, majd fokozatosan a részletekbe menően faragják ki.
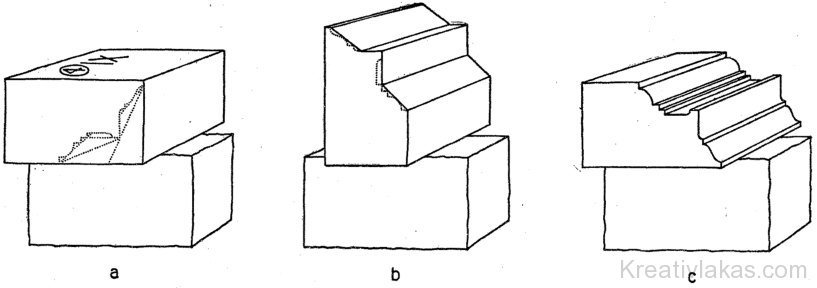
71. ábra. Tagozott kő kifaragása; a) a profil felrajzolása a tömbkőre, b) a felesleges részek lefejtése, c) a profil végleges kidolgozása.
A faragott kövek felületképzései

72. ábra. Faragott kövek felületképzése; a) hasított (természetes bosszázsú), b) nagyolt (mesterséges bosszázsú), c) egyengetett, d)-h) rovátkolt (sarrírozott), i) bordázott (spandátolt), j) csákánnyal vagy baltával fogazott (középkori), k) szemcsézett felület.
- Hasított, más néven természetes bosszázsú felület (72 a ábra). Ez esetben a felesleges kiemelkedéseket hasító kalapáccsal, csákánnyal, baltával, esetleg hegyes vésővel lehet leszaggatni. Lábazati, sarok, valamint íves nyílásokat szegélyező köveknél használatos.
- Nagyölt, más néven mesterséges bosszázsú felület (72 b ábra), amit csákánnyal vagy hegyes vésővel érnek el. Alkalmazási terület, mint 1. pontban.
- Egyengetett felület (72 c ábra), amit a) hegyes vésővel vagy b) fogas baltával lehet elérni. A kőbaltát a felületképzésnél fel lehet használni úgy, hogy a felületre merőleges ütéseket végzünk vele, vagy hogy a felülettel közel párhuzamos – a bárdolásra emlékeztető – csapásokkal dolgozunk, A baltacsapások lehetnek egymással párhuzamosak és szabálytalan irányúak. Alkalmazási terület, mint 1. pontban.
- Bordázott, más néven spandátolt felület (72 i ábra), amit az előzetesen nagyolt, egyengetett, szemcséző kalapáccsal és lapos vésővel simára dolgozott felületen hegyes vésővel állítanak elő, A közel függőleges- irányú, domború bordázat sávszélessége kemény köveknél 25-30 mm, puha köveknél ≥ 30 mm. Lábazati felületeken használatos.
- Felvert felület, amit az előzetesen nagyolt, egyengetett, ezt követően szemcséző kalapáccsal és lapos vésővel, a kemény köveknél csiszolókővel, puha köveknél kőgyaluval simára dolgozott felületen lapos vésővel állítanak elő. A felvert felület közel függőleges irányú 5 – 15 mm széles, laposan homorú vájatok sorozatából áll. Lábazati felületekre, lemeztagokra használatos, leginkább műkő elemek esetében.
- Rovátkolt, más néven sarrirozott, vagy barázdált felület (72 d-h) ábra), amelyet az 5. pontban részletezett módon elődolgozott felületen lapos vésővel állítanak elő. A rovátkolás 3-4 mm széles domború sávokat eredményez a kő felületén. Iránya lehet függőleges, vízszintes és ferde, azonkívül folytatólagos, vagy a véső szélességének megfelelően megszakított, esetleg halszálka mintájú. A rovátkolás egész kőfelületeken, azonkívül lemezek, lépcsők és hasonlók homloklapjain, lemeztagozatokon stb. használatos.
- Szemcsézett, más néven recézett vagy dorozmált felület (72 k ábra). Az ilyen természetű félfinom vagy finom textúrát szemcséző kalapáccsal állítják elő az 5. pontban részletezett módon elődolgozott felületen. A szemcsézés igen gyakori felületképzési mód, de mivel eltünteti a kő eredeti struktúráját, ezért inkább csak a lépcsők járófelületén volna létjogosultsága.
- Fűrészelt felület esetében a felületet tovább nem dolgozzák meg, az ilyen felületeken a fűrésznyomok meglátszanak. Külső lépcsők fellépő felületei készülhetnek ilyen módon, azonkívül homlokzatburkoló lemezek esetében is megfelelő.
- Durva csiszolású felület, amelyet az 5. pontban részletezett módon simára dolgozott felületen hétféle, természetes vagy mesterséges eredetű csiszoló kövekkel és szemcsékkel, nedves úton hajtanak végre. Fal- és padlóburkolata lemezeken, oszloptörzseken, tagozatokon és élszegélyeknél használatos. Utóbbi esetben dörzsölésről beszélünk. Csiszolni csak bizonyos keménységű köveket lehet.
- Csiszolt felület mindenben a 9. pontban részletezett eljárással, de három fokozatú csiszoló kő felhasználásával készül. Alkalmazási terület, mint 9. pont.
- Fényezett felület a 9. pontban részletezett eljárással elődolgozott felületen különleges csiszoló kövek, csiszoló papír és fényező porból előállított pépek segítségével állítható elő. Van ún. matt és magas fényezés. A csiszolást egymás után mesterséges habkővel, természetes habkővel és ólompapírral; márványok és gránitok esetében azonkívül még smirglikével hajtják végre. (A fényező por ónhamu, heresó (oxálsav) és kénvirág keverékéből áll.)
A csiszolást kézi és gépi úton lehet elvégezni. Elektromos üzemű gépekkel a csiszolás gyorsabban és tökéletesebben végezhető el.
A fényezés általában kemény mészkő, márvány, gránit és hasonló nemes kőanyagok esetében használatos, ahol az anyag szépsége csak csiszolt, fényezett (polírozott) állapotban érvényesül.
Összefoglaló megállapítások
Az elsorolt megdolgozási módszerek a 8. pontbeli kivételével a kézi munkákra vonatkoznak. Ugyanezeket a felületeket elő lehet állítani részben vagy teljesen gépi eszközök (lásd később) segítségével is. Utóbbi esetben a megmunkálás sokszor leegyszerűsödik, esetleg több művelet feleslegessé válik.
Az előbbiek alapján azt a végső megállapítást tehetjük, hogy a simább és finomabb megdolgozást nagyolás előzi meg; a durvább megmunkáló eszközöket fokozatosan finomabb szerszámokkal váltják fel. A nagyolást az egyengetés, utóbbit a finomítás követi. Például puhább kövek esetén először csákánnyal vagy kőbaltával, utána hegyes, majd lapos vésővel; kemény kövek esetén először hegyes vésővel, utána fogas csákánnyal vagy fogas vésővel, majd szemcséző kalapáccsal, utoljára lapos vésővel dolgozunk. Az alaki megdolgozásnál a nagyolást repesztő vésővel végezzük.
Az elmondottak után magától értődő, hogy a durvább (rövidebb idő alatt elvégezhető) megmunkálási módok olcsóbbak, a finomabb természetű (ennélfogva hosszadalmas) megmunkálások, költségesebbek. A csákánnyal, baltával, egyengetővel, hegyes vésővel vagy szemcséző kalapáccsal való végleges felületi megdolgozásnak vannak finomsági fokozatai, amelyeknek kifejezésére leghelyesebb a durva, közepes (vagy félfinom) és apró (vagy finom) megjelölést használni.
A kövek felületi megdolgozása (finomsága vagy durvasága) arányos legyen az építmény nagyságával. Általában a nagyobb, monumentálisabb épületek és műtárgyak kőfelületeit durvábban, a kisebbekét finomabban kell megdolgozni. A tagozatok azonban mindig finom kidolgozásúak legyenek.
Peremezés
A kövek élszegélyeit (peremezését) 1,5-3 cm szélességű lecsapással – rovátkolással – (a mesterséges úton előállított „korund” vagy „karborundum” kővel való) simára dolgozással – csiszolással – és esetleg fényezéssel lehet kiképezni. Az egészen durva felületű sarokköveknél nem készítenek élszegélyt, mert az rossz hatást eredményezne.
Kőfaragó gépek
A korszerű kőfaragó műhelyekben pneumatikus3 szerszámok könnyítik meg és gyorsítják a különböző természetű kőfaragó munkát. A kalapácsszerűén működő pneumatikus véső gépek (73. ábra) inkább a nagyoló munkák elvégzésére alkalmasak. A finomabb, aprólékosabb, szobrász jellegű megmunkálás ez esetben is kézi szerszámokkal történik.
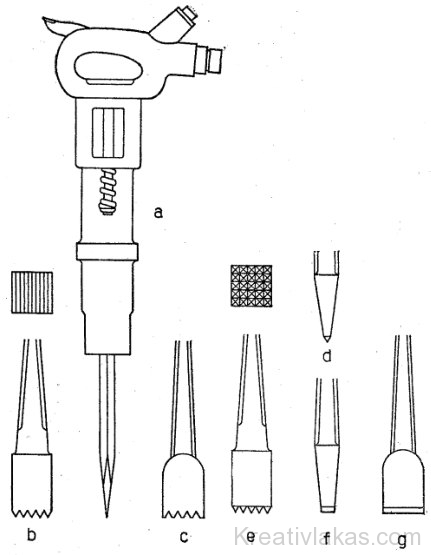
73. ábra. Kőfaragó gépi szerszámok: a) pneumatikus üzemű kalapács, b)-g) különböző (cserélhető)
A lyukfúró gépekkel átmenő és fészekszerű lyukakat lehet fúrni (74. ábra). A marógépek hornyok és árkok, valamint profilok kialakítására alkalmasak. Ezeknek nagy jelentőségük van az azonos tagozatú párkánykövek vagy szerkezeti tornyok, árkok előállítása terén. A gyalugépek profilok előállítására alkalmasak. A szélező gépek vékony lemezek darabolására, azonkívül tagozatok előállítására megfelelők. A henger- és forgásfelületű köveket esztergapadon munkálják meg. A csiszoló gépek (75. ábra), mint már korábban említettük, a csiszolási munkát gyorsítják és könnyítik meg.
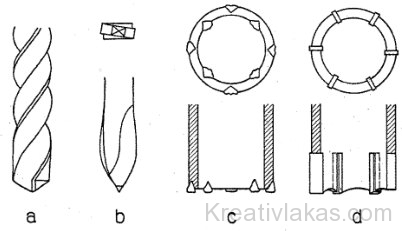
74. ábra. Lyukfúró gépek szerszámai: a) spirál-, b) kagyló, c)-d) kemény lapkás csőfúrófejek
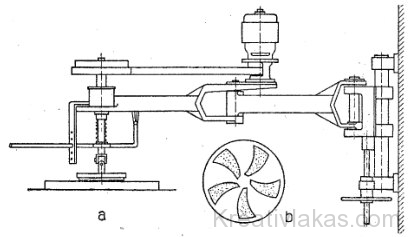
75. ábra. Falra szerelt, csuklós, karos, kőcsiszoló gép; a) nézete, b) csiszolótárcsája
A pneumatikus üzemű gépi szerszámok általában henger – és abban mozgó dugattyúrészből állnak. Működésüket: az egyenes vonalú, váltakozó irányú főmozgást (esetleg a forgó mellékmozgást is) azon elv alapján fejtik ki, hogy a sűrített levegő – egy vezérlő mű segítségével, a henger falában levő furatokon keresztül – az egyik ütemben felülről, a másik ütemben alulról fejt ki nyomást a dugattyúra.