Gépi festékfelhordás módjai
Sűrített levegős eljárás
Elnevezése többféle: „hagyományos”, pneumatikus eljárásnak is mondják. Lényege azonban a különböző elvek szerint elrendezett furatokon kiáramló sűrített levegő kinematkus energiája által létrejövő festékporlasztás. A fúvókák kialakításának kétféle megoldása létezik, a szívásra vagy nyomásra működő rendszerek.
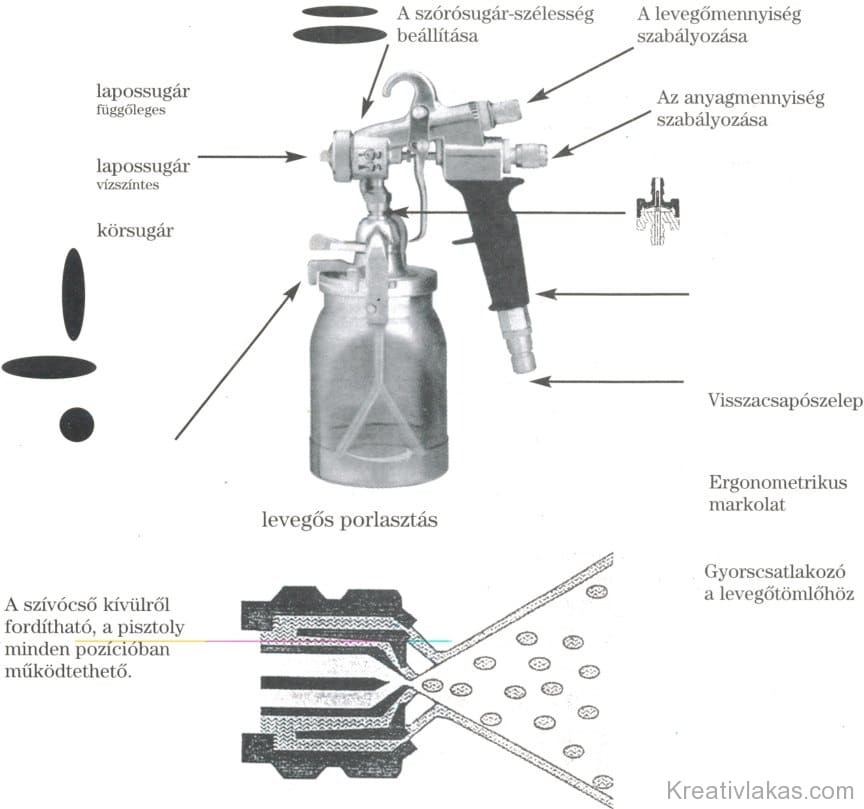
A pisztolyok a festékanyag-ellátásuk szerint felső- vagy alsótartályosak lehetnek. Léteznek körvezetékből csapoló állomáson keresztül működő vagy nyomótartályos konstrukciók is.
A sűrített levegős eljárás előnyei:
- a festendő munkadarabok formája és típusa igen változatos lehet;
- a nehezen hozzáférhető, tagolt munkadarabokat is lehet magas esztétikai igénnyel festeni;
- alacsony beruházási és üzemeltetési költségek;
- dekoratív rétegek kialakítása;
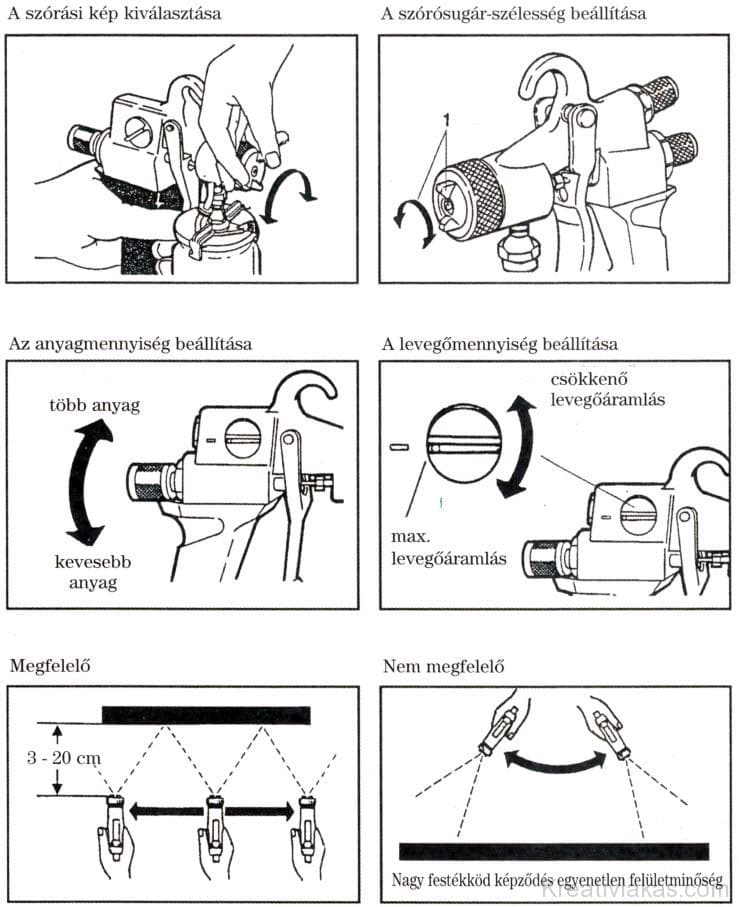
- a pisztolyok szórásképe jól szabályozható.
A sűrített levegős eljárás hátrányai:
- alacsony kapacitás;
- nagy hígítóigény a 18-30 Din 4 sec viszkozitás miatt;
- egy rétegben csak vékony filmréteg hordható fel;
- jelentős a szórási veszteség, a munkadarabra várhatóan a kiszórt festékanyagnak csak 40-50 %-a jut;
- nagy környezetkárosító hatás a jelentős oldószerigény miatt;
- körülményes a festék előkészítés, a szűrés, a viszkozitás beállítása, szerszámtisztítás;
- elszívás igény: száraz vagy nedves leválasztás, hulladék- és szennyvízkezelési feladatok adódnak.
A sűrített levegős porlasztás során a felületen buborékok képződhetnek, melyek korróziós csírapontok lehetnek. A híg anyagok használata megfolyásokat eredményezhet, emiatt a festőszakmunkások nagy kézügyességére van szükség. A festék anyaga, a pigment átmérője, az anyag viszkozitása határozzák meg a megfelelő fúvóka kiválasztását.
A sűrített levegős eljárások előnyeit megtartó új módszer a HVLP szórás. A munkadarabra várhatóan rákerülő festékanyag mennyisége egyes esetekben elérheti a 60-75%-ot. A nyomásigény csökkent 0,8-1,2 bar, a levegőfogyasztás megnőtt 1800-2200 liter/perc közé. A festékköd-szegény szórás hátránya azonban az alacsony kapacitás és a festék nagy hígítási igénye.
Airless (levegő nélküli) eljárás
Az Airless szórási eljárással az elektromotor meghajtású dugattyús szivattyú a rétegező anyagot az anyagtartályból felszívja és egy speciális fúvókán át kinyomja. A fúvókánál bekövetkező keresztmetszet-csökkenés létrehoz egy 210 bar-ig terjedő nyomást. Ez a rendkívüli nagy nyomás eredményezi a rétegező anyag mikrofinomságú porlasztását.
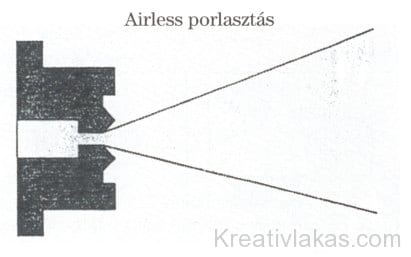
Mivel az elporlasztás során a levegőre nincs szükség, ezért nevezik ezt az eljárást Airless vagy levegőmentes szórási eljárásnak. Ez a módszer hozza magával az előnyeit is, ami a finom porlasztásból ered: a festékköd-szegény munkavégzést; tükörsima, buborékmentes felületet. Az előbbi előnyök mellett még rendkívüli nagy munkasebesség és könnyű kezelhetőség jellemzi ezt a szórási eljárást.
A készülék működése
A berendezés egy levegő nélkül működő elektromotoros üzemű magasnyomású szórókészülék. A motortengelyen található az elektromágneses kuplung, amely a hajtóerőt egy cikloid hajtóművön át az excenter tengelyre viszi át.
Az excenter tengely mozgatja az anyagszállító szivattyú dugattyúját le és föl. A felfelé irányuló mozgás közben a bemenőszelep kinyílik, és a feldolgozandó anyagot felszívja a dugattyú. A lefelé irányuló mozgás közben a kimenőszelep kinyílik, és a feldolgozandó anyagot nyomás alatt a szórópisztolyhoz szállítja.
Alkalmazási területek felsősorban nagy felületeken):
- glettelés,
- beltéri falfesték felhordása,
- favédelem,
- korrózióvédelem (nehéz korrózióvédelem is),
- homlokzatfestés
- zománcozás (acélszerkezeteknél vagy ajtólapoknál),
- lakkozás.
Alkalmazható anyagok:
Vizes bázisú vagy oldószeres termékek egyaránt: glettek, falfestékek, lazúrok, alapozók, zománcok, lakkok.
Melegszórás
A környezetünk fokozott kímélésének szempontjai, a festékanyag felhasználási hatásfokának növelése, az illékony oldószer felhasználásának csökkentése számos olyan speciális technológiát hozott létre, amelynek porlasztási elve hasonló, de valamilyen más elv kombinációját is alkalmazzuk egyidejűleg. A festékanyag melegítésével is el lehet érni a porlasztáshoz szükséges viszkozitást.
A felhasználó számára a következők az előnyök:
- festék és oldószer megtakarítása;
- javul a festett bevonat minősége;
- a szórást követő tisztítási, takarítási műveletek igénye csökken;
- alacsonyabb nyomástartomány alkalmazása miatt csökken a berendezés kopása, nő a fúvóka élettartama;
- nő a festés kapacitása.
Nem minden festékanyag alkalmas a melegítésre, az eljárás a paraméterek betartására fokozottan érzékeny. A porképződésre alkalmas anyagok feldolgozásánál a technológia műveleteinek sorrendjére ügyelni kell. Különösen a vizes bázisú festékanyagok érzékenyek a paraméterek betartására.
A minőség biztosításához szükséges technológiai lépések közé tartozik mintalemezek és bevonatok készítése, amely egyébként minden festési technológia rögzítésénél javasolt, a melegszórás paramétereinek (nyomás, tárgyhőmérséklet, festékhőmérséklet, fúvókaátmérő, szóráskúp, rétegvastagság) meghatározása során igen fontos, el nem hagyható művelet.
Elektrosztatikus festékszórás
Az elektrosztatikus szórás során a kiszórandó anyagot a szórópisztoly csúcsában corona elven elektromosan feltöltik, miközben a festendő munkadarab ellentétes potenciálon van. A festékrészecskék az elektromos erőtér vonalait követve kerülnek a munkadarabra, illetve annak a környezetébe.
Az elektromos erőtér hatása a következő tényezőktől függ:
- A szórópisztoly feszültsége a munkadarabtól megfelelő távolságban 30-60 kV.
- A szórás távolsága általában 20-25 cm.
- A kiszórt festék mozgási energiája nem térítheti le a szemcséket az erővonalakról.
- A szórandó festék elektromos vezetőképessége meg kell, hogy feleljen az elektrosztatikus feltölthetőségnek.
- A szórandó felület felépítése, formája, geometriája meg kell, hogy feleljen a létező Faraday-effektus mozgást eltérítő hatásának.
- A munkadarab mindig földpotenciálon kell, hogy legyen, és ennek meglétét reteszfeltételként ellenőrizni kell.
- A szórási környezetben 0,3-0,5 m/sec sebességű levegőelszívást kell biztosítani, ennek megléte szintén reteszfeltétel kell, hogy legyen.
- Fokozottan kell figyelni az anyagok, oldószerek, tűz- és robbanásveszélyére, gyúlékonyságára vonatkozó gyártói előírásokra.
Elektrosztatikus centrifugális porlasztás
Ebben az eljárásban a festéket egy 8000-60 000 fordulat / perc fordulatszámú tányér vagy harang közepébe táplálják. A centrifugális erő hatására a festék a tányér peremére kerül, ahol rendkívül finom részecskékre hullik szét, és feltöltődik. Kis támasztó levegőt használva ez a festékköd irányítható, amivel egy igen magas, 90 % körüli anyagkihozatal érhető el.
Kétkomponensű festékek szórása
Az oldószer mentes epoxi és poliuretán festékbevonatok bevezetése során alakították ki a gyártók a kétalkotós anyagok feldolgozására tervezett berendezéseket, ahol szobahőmérsékleten 10-30 perc alatt megtörténik a térhálósodás. Ezek a termékek igen sűrűek, viszkózusak ahhoz, hogy ésszerű nyomás mellett kellőképpen porlaszthatok legyenek.
Az anyagokat külön szivattyú megfelelően beállított keverési arány szerint szállítja a keverőcsőbe, ezután jut a pisztolyba a porlasztandó keverék. A rendszerek általában öblítő szivattyúval is felszereltek, így rövidebb üzemszünet alkalmával a berendezés azonnal kimosható. Egy jól megtervezett bevonati rendszer létrehozása történhet az előző eljárások speciális kombinációival, így léteznek például kétkomponenses HVLP szórások, AIR-COAT melegszórás és hasonló megoldások.
A technológiák bármelyikére azonban vonatkozhat a festékanyagáramba tervezett szűrések fontossága. A kiválasztott fúvókának megfelelő szűrés a szívóágban kezdődik, majd finomodó nyomóági szűrésen halad az anyag a pisztolyig, ahol annak markolatában helyezkedik el a fúvókához igazodó legfinomabb szűrőbetét. A szűrés gondos tervezése minőségjavító tényező, mert a fúvóka eltömődésekor előforduló anyagkimaradások egyértelműen felületi hibák forrásai lehetnek.
A megfelelő fúvóka kiválasztása
Abból a célból, hogy egy ésszerű és kifogástalan műveleti eljárást tudjunk elérni, a fúvóka kiválasztása nagy fontosságú. Sok esetben a helyes fúvóka csak szórási kísérlet alapján határozható meg.
Néhány szabály a kiválasztáshoz:
A szórási sugárnak egyenletesnek kell lennie. Ha a szórási sugárban csíkok jelennek meg, a szórási nyomás túl alacsony vagy a bevonati anyag viszkozitása túl magas.
Javító módosítás: a nyomást kell növelni vagy a bevonati anyagot hígítani. Minden szivattyúnak meghatározott szállítási teljesítménye van a fúvókaméret függvényében:
Alapvetően érvényes:
- nagy fúvóka = alacsonyabb nyomás
- kis fúvóka = nagyobb nyomás
- Különféle szórási szögértékű és méretű fúvókák állnak rendelkezésre.
Airless-keményfém fúvókák karbantartása és tisztítása
Ezek a fúvókák nagyobb pontossággal megmunkált furattal rendelkeznek. Egy kíméletes kezelés szükséges annak érdekében, hogy egy hosszabb élettartamot lehessen elérni. Arra kell gondolni, hogy a keményfém-betétes rideg fúvókát sohasem szabad dobálni vagy éles fémtárggyal kezelni.
Az alábbi pontokat kell figyelembe venni abból a célból hogy a fúvókát tisztán és üzemkész állapotban lehessen tartani:
- Készüléket kikapcsolni „0” (ki).
- A szórópisztolyról a fúvókát leszerelni.
- A fúvókát megfelelő oldószerbe kell helyezni mindaddig, míg minden bevonati anyagmaradvány leoldódik.
- Ha a sűrített levegő rendelkezésre áll, a fúvókát ki kell fúvatni.
Belső feltöltésű hengerező készlet
A hengerező készlet maximum 250 bar nyomással terhelhető. A hengerező készlet használata ott ajánlott, ahol az AIRLESS szórás – egyébként minimális – környezetszennyezése sem megengedett vagy a szórt felületminőség nem elfogadható. A hengerező készlet használatával egyenletes festék-felhordás lehetséges, és lényegesen termelékenyebb a hagyományos hengerezési eljárásnál.