A fémek építőipari alkalmazása, fémek kapcsolása: vas, acél, alumínium
Az építőipar sokféle fémet alkalmaz. A különböző fajtáit felhasználják a szerkezetépítésben, az állványok és zsaluzatok készítésénél, valamint az épületgépészeti rendszerek összeállításánál is. Az alábbiakban a legfontosabb fémekkel részletesen foglalkozunk.
1. Vas
A vas a földkéregben megtalálható anyagok közül a negyedik leggyakoribb elem. Mivel elemi formában nem fordul elő, ezért a különböző vasércekből állítják elő. Gyártás során a kötött formában lévő fémet el kell választani a meddő kőzettől. A tiszta vas elemi formában nem használható fel, mert lágy és törékeny. Az ipari felhasználás céljára ezért különböző anyagokkal kell ötvözni. A legfontosabb ötvözőelem a szén, mert döntő hatása van a szilárdságra, olvaszthatóságra, önthetőségre és kovácsolhatóságra.
2. Acél
Az acélt nyersvasból állítják elő acélművekben. Olvadáspontja magasabb, széntartalma kisebb, tisztasága és szívóssága nagyobb, mint a nyersvasé. Az acél az anyag nagyobb hőmérsékletén is alakítható (melegalakítás), valamint a megszilárdult állapota után is (hidegalakítás). A hazai gyakorlatban az acélfajtákat a felhasználás szerint szokás csoportosítani. Ez egyben az ötvözök mennyiség szerinti csoportosításának is megfelel. Szerkezeti acélok,melyek főleg építőmérnöki szerkezetek (hidak, tartószerkezetek, tartályok, adótornyok, állványok stb.) és közlekedési eszközök (hajók, vasúti kocsik stb.) alapanyagai.

Alapvető követelmény velük szemben, hogy jól alakíthatók, nagy tömegben gazdaságosan előállíthatók legyenek. A szerszámacélok jó kopásállóságúak, nagy szilárdságúak (3.7. ábra). A szilárdság mellett a hőkezelhetőség, a keménység is fontos. Ötvözött és ötvözetlen minőségben lehet előállítani ezeket az acélféleségeket. Az ötvözetlen szerszámacélokat kb. 800°C-os hőmérsékleten edzik, felületük kemény, a magjuk azonban edzetlen, de szívós marad.
- Üveg, fém és kerámia ápolása otthon
- A fémes festés fortélyai: patina
- Vakolathordozók: fém, gyékény, fagyapot, rabicháló, bordás lemezek
Ezek a cikkek is érdekelhetnek:
A különleges acélok egyes iparágak vagy szerkezetek speciális követelményeinek figyelembevételével készülnek. Általában ötvözöttek. A korrózió és saválló acélok olyan ötvözetek, amelyek a különböző kémiai hatásoknak ellenállnak. Az építőiparban elsősorban a rögzítőelemek készülnek ilyen anyagból. A korrózióállóságot 12%-nál nagyobb krómtartalmú ötvözéssel lehet előállítani. A savállóságot 18%-nál nagyobb króm és 8%-nál nagyobb nikkelötvözéssel lehet elérni. A kopásálló acélokat elsősorban a gépipar alkalmazza (csapágyak, tengelyek, gépalkatrészek készítésénél). A kemény mangánacél kb. 1,2% szenet és legalább 12% mangánt tartalmaz.
3. Alumínium
Az alumínium a földkéreg 7,45%-át alkotja. Színtiszta állapotban nem fordul elő, leggyakoribb ásványi hordozója a bauxit, amelyet hazánkban is bányásztak. Az alumínium a hőt és az elektromosságot jól vezeti, de nem mágnesezhető. Az arany, az ezüst és a réz után a negyedik legjobb vezető. A felületén az oxigén hatására vékony oxidréteg keletkezik, amely a későbbiekben védi a fémet. Az oxidréteg különböző eljárásokkal (pl. eloxálás) erősíthető, ezáltal esztétikus felület alakul ki. Jól ellenáll a légkör korróziójának, a víz és a szénsav hatásainak. A kémiai hatásokkal szemben elsősorban a tiszta alumínium az ellenálló. A növekvő tisztasággal az alumínium szilárdsága csökken, nyújthatósága és korrózióállósága nő.
Az alumínium jellemzői
Az alumínium kis szilárdságú, lágy fém, hideg megmunkálással könnyen alakítható. A hidegalakítás hatására keményedik, szilárdsága növekszik. Forgácsolása nehéz. Mechanikai tulajdonságai hő hatására lényegesen megváltoznak. A húzószilárdság kb. 300°C-ig folyamatosan csökken, a szakadási nyúlás és a harántkontrakció megnő. Az alumínium anyagokat, illetve elemeket csak különleges hegesztési eljárással lehet egymáshoz kötni. Ehhez megfelelő oxidoldó forraszanyagra és védőgázos hegesztőberendezésre van szükség. Az alumínium forrasztását, illetve hegesztését általában üzemi körülmények között szokták végezni.
Az alumínium is ötvözhető fém (csekély mennyiségű magnéziummal, mangánnal, szilíciummal, horgannyal, nikkellel, krómmal stb.). Az ötvözéssel szilárdsága általában nő, az elektromos vezetőképessége és a korrózióállósága csökken. Az ötvözött alumíniumok melegen és hidegen is jól alakíthatók. Az alumíniumötvözetek előnyös tulajdonsága, hogy sűrűségük csak harmada az acélénak, és a korrózióval szemben ellenállóak. A kis rugalmassági modulus (7><104 N/mm2) miatt azonban nagyobb a lehajlásuk, valamint kihajlásra érzékenyek. A hőtágulási együtthatójuk is kétszerese az acélénak, ezt például külső burkolatok esetében figyelembe kell venni. Megjegyezzük, hogy lényegesen drágább anyagok, mint az acél.
Az építőiparban használt egyéb fémek
A réz igen szívós nehézfém, jól kovácsolható, hengerelhető, húzható, de nem önthető. A hőt és az elektromos áramot jól vezeti. Szabad levegőn oxidálódik, ez a réteg védi a fém felületét. E tulajdonsága miatt tetőfedő anyagként is jól használható. A rézből készült szerkezeti elemeket jól lehet forrasztani. Az építőiparban bádogosszerkezetek, víz- és villamosvezetékek készítésére használják. A sárgaréz a természetben megtalálható vörösréz és a horgany ötvözete.
Az ólom a legnehezebb, ezüstfehér fényű, lágy fém. Felületén szürke oxidréteg keletkezik, amely védi a további oxidációtól. Az ólom szabad levegőn nagyon tartós, ezért a tetőszigeteléseknél is jól használható. Agresszív talajvizek esetén vízmedencék és épületek vízszigeteléseként alkalmazzák. Az ólom jól forrasztható fém.
Az ón fehér színű, kristályos szövetszerkezetű fém. Hidegen jól hajlítható, 200°C-os hőmérsékleten viszont rideggé válik. A felületét a savak és a lúgok megtámadják. Az ón -20°C alá hűtve olyan átalakulásokat szenved, hogy bármilyen erő hatására szétporlad. Az ónt ötvöző-ként acéltárgyak, lemezek, csövek korrózióvédelmére használják.
A horgany kékesfehér színű, sima felületein csillogó fém. 90-120°C-os hőmérsékleten lágy és jól alakítható, szobahőmérsékleten és 200 °C felett rideg tulajdonságú. A szabad levegőn a horgany felületén mattszürke, majd később fehér színű oxidréteg keletkezik, amely védi a további oxidációtól. A savak és lúgok a horganyt oldják. Hőtágulása nagy, jó elektromos vezető, és jól önthető. A horganyt lemezek, szalagok és huzalok gyártására, valamint horganyzott és tűzi horganyzott felületbevonásra használják. Ötvözőanyagként is gyakori.
A fémek kapcsolása
Az építőipari felhasználás során a fémes szerkezetek szerelt jellegűek, vagyis az egyes elemeket kapcsolni kell egymáshoz.
Az elemek összekapcsolása az alábbi okokból adódhat:
- Iránytörés a szerkezetben.
- Toldás a szerkezetben.
- Gyártás, szállítás, szerelés miatt.
- Különböző anyagú elemek találkozásánál.
Az oldható kötések
Oldható kötésekről akkor beszélünk, ha a szerelés után a létrejött kötést roncsolás nélkül lehet oldani, és utána újból kialakítani. Az oldható kapcsolatok legfontosabb előnye, hogy a szerkezeti elemek anyagában nem alakul ki káros elváltozás.
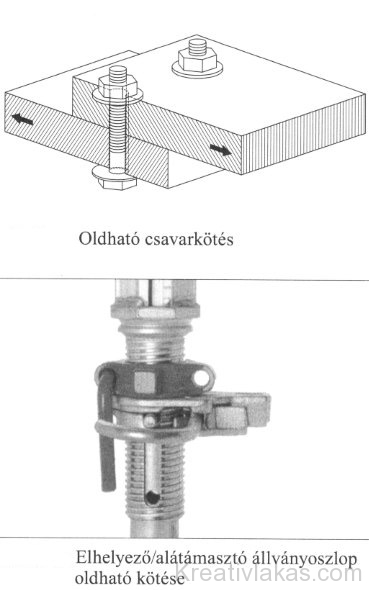
Oldható kötés a csavarkötés, amelyet korábban ideiglenes szerkezetek készítéséhez alkalmaztak, ma már azonban végleges kötések is készülhetnek így. Előnye, hogy az elemek összeszerelése gyorsan, minden segédeszköz nélkül bárhol, állandó minőséggel elvégezhető. A szerkezetek bontása, cseréje is könnyebb oldható kapcsolat esetén.
A sima csavarok csavarszárból és az erre felcsavarható anyás csavarból állnak. A feszített csavarok beépítésénél az erőátadás a megfelelően kialakított felületek közötti súrlódással jön létre. Tipikusan oldható a különböző csőállvány elemek közötti anyás csavarral és kiegészítő elemmel készült kapcsolat, az elhelyező állványok oszlopainak leeresztő szerkezete, valamint a keretes állványok elemeinek kapcsolata.
A nem oldható kötések
A nem oldható kötéseknél az alkotóelemek kapcsolata sérülésmentesen nem szüntethető meg. A forrasztás az a nem oldható kötési eljárás, amely során a szilárd fémszerkezeti elemeket egy alacsonyabb olvadáspontú, olvadt fémötvözettel kötik össze. A legtöbb fém összeköthető így. A forrasztási hőmérséklet általában alacsony. A kialakult kötések tömörek, vezetik a hőt és az áramot.
Szegecselés
Szegecseléskor az izzásig hevített szegecseket befűzik a furatba, és szegecselőkalapács segítségével kialakítják a szegecs fejét, miközben a szára zömökebb lesz.
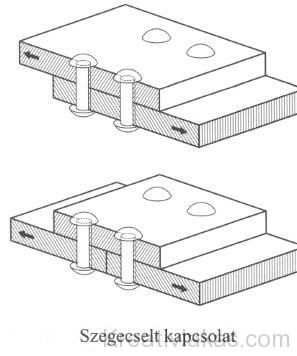
Ezt a kötést általában hídszerkezetek (pl. Szabadság híd) elemkapcsolatainál alkalmazzák.
Hegesztés
A hegesztett kötés az elemeket jól rögzíti egymáshoz. A hegesztést gyorsabban lehet végrehajtani, mint a szegecselést. Hátránya, hogy a kötés minősége csak nehezen ellenőrizhető, és csak korlátozott időjárási körülmények között végezhető.
A hegesztés a következő okokból rendszerint költséges:
- Külön szerelőállványra van szükség.
- Elektromos áramot kell biztosítani.
- Ideiglenes alátámasztást kell biztosítani.
- Az elkészítés több időt igényel.
A varratokat kézi ívhegesztéssel, por alatti és védőgázas ívhegesztéssel lehet kialakítani. A bevont elektródás kézi ívhegesztés a hegesztési eljárások egyik legegyszerűbb formája. A folyamatban egy leolvadó fémelektróda az áram vezetése és az ív tartása mellett a kötés anyagát is képezi. A bevont elektródás ívhegesztés hátránya, hogy a munkát az elektródacserék miatt gyakran meg kell szakítani.

A por alatti ívhegesztés során az automatikus előtolású hegesztőhuzal előtt egy tölcsér adott összetételű, szemcsés hegesztőpor réteget szór le kb. 3 cm vastagságban. Az elektromos ív, valamint a varrat a por alatt, a por anyagának gőzburkában jön létre. A por alatti hegesztés berendezései teljesen automatizáltak. A technológia miatt a varratok csak vízszintes helyzetben készülhetnek.